
无铆钉黄铜保持架圆柱滚子轴承装配模具的设计
2012-07-21 01:52赵慧敏黄俊锋
轴承 2012年4期
赵慧敏,黄俊锋
(洛阳LYC轴承有限公司 a.东升公司;b.大型轴承厂,河南 洛阳 471039)
无铆钉黄铜保持架圆柱滚子轴承装配时通常一次冲压一个凸头,且经常出现保持架压盖挠曲、变形及轴承回转不灵等现象,生产效率极低,不适于批量生产。为此,需设计一种生产效率高,经济适用,且能保证装配质量的一次成形冲压模具。
1 结构特点
此类型轴承为可分离型,保持架、滚子和外圈形成组合件,可与内圈分离,安装、拆卸都比较方便,滚子个数多,额定载荷大。
保持架结构如图1所示,由保持架座和压盖两部分组成,材料为黄铜,硬度低、韧性好,易变形。
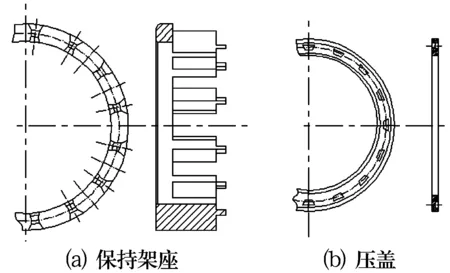
图1 保持架
2 模具设计
由于组合件与内圈可分离,需将组合件整体冲压,所设计的整体冲压模具应具备以下特点:
(1)定位准确,精度高;(2)结构简单、合理,成本低;(3)重量轻,使用轻便,效率高;(4)耐冲击,强度高,使用寿命长。
选用GCr15钢作为模具材料,该材料强度高、耐冲击及耐磨损,可满足生产使用要求。
上模结构如图2所示。上模以滚子组内切圆定位,其小端面处外圆与滚子组内切圆间隙配合。为使保持架压盖准确压入保持架座中,且不使其挠曲变形,在上模上安装多个定位销,其数量与滚子数量相当,定位销用弹簧和螺丝固定,并尽可能与保持架座上各个凸头交叉均匀分布。

图2 上模
下模结构如图3所示。下模以保持架内径定位,其小端面处外圆与保持架内径为间隙配合,且与外圈内径、滚子互不干涉,结构较简单。

图3 下模
模具装配原理图如图4所示。冲压前先将外圈、滚子及保持架座装在一起,然后将保持架压盖对照配套线放在保持架座上,组装成一个轴承组合件。冲压时,先将下模水平放在压力机的工作台上,而后将轴承组合件以保持架内径定位,垂直放在下模的台阶面上,再将上模以滚子组内切圆定位平放在组合件上,转动手柄使定位销与保持架凸头交叉错开,最后通过压力机对上模施加载荷,使上模准确而又均匀紧压保持架压盖,将其准确压入保持架座的合适位置,使保持架座与压盖锁紧牢固。
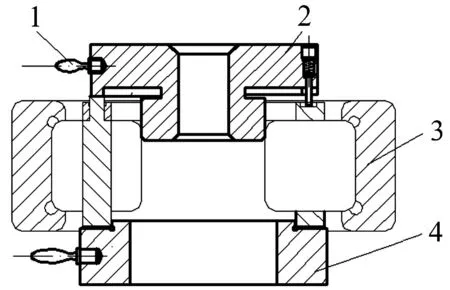
1—手柄;2—上模;3—轴承组合件;4—下模
3 结束语
经现场使用证明,采用上述装配模具后,从根本上解决了保持架压盖挠曲、变形以及轴承回转不灵等问题,生产效率至少提高10倍以上,适合大批量生产。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
中国钼业(2022年5期)2022-03-24
中国设备工程(2022年2期)2022-02-10
中等数学(2021年2期)2021-07-22
中等数学(2020年9期)2020-11-26
机电元件(2020年4期)2020-08-31
安徽工业大学学报(自然科学版)(2019年3期)2020-01-15
橡塑技术与装备(2018年21期)2018-11-13
中等数学(2018年7期)2018-11-10
中学数学杂志(高中版)(2018年1期)2018-01-27
