不同槽型的麻花钻切削性能实验
2012-09-25 08:08汲宏剑,张伟,宋宝良,李铸宇
大连工业大学学报 2012年3期
汲 宏 剑, 张 伟, 宋 宝 良, 李 铸 宇
( 1.大连工业大学 机械工程与自动化学院, 辽宁 大连 116034; 2.道依茨一汽(大连)柴油机有限公司, 辽宁 大连 116620; 3.大连交通大学 机械工程学院, 辽宁 大连 116028 )
0 引 言
在机械行业中,钻孔加工约占切削加工总时间的22%,在机械制造领域中有着重要的地位。孔加工中用的最多的就是麻花钻,而麻花钻螺旋槽是影响钻削性能的重要参数,并影响麻花钻的容屑、排屑能力。在实际应用中经常出现用各种槽型的刀具加工同样的材料,应选择适当的槽型以提高效率和降低成本。
在麻花钻螺旋槽研究上多见槽型成型原理[1]和不同材质的单种槽型麻花钻对某一种材料的切削实验[2],还有通过不同的后刀面和横刃形式进行切削实验[3]。本实验对目前广泛应用的槽型分类并在相同后刀面不同螺旋槽参数下进行切削对比,把整体硬质合金麻花钻槽型分为3种并在槽型成型原理的基础上对这3种槽型进行力学性能实验,得到不同槽型加工不同材料的最小轴向力和扭矩。
1 麻花钻螺旋槽数学模型及其分类和后刀面的获得
1.1 麻花钻螺旋槽数学模型
引用大连工业大学刀具研究所建立的螺旋槽数学模型[1]作为本槽型的理论基础。取固定坐标系{o:x,y,z},其中z轴与钻头几何轴线重合,原点o设在钻头轴线上一点,x铅垂向上;动坐标系{a:x1,y1,z1}与砂轮固结,z1是砂轮的轴心线,运动过程中x1垂直z,z1与z保持轴间距A不变;β是z轴和z1轴的夹角,即砂轮的安装角;P为螺旋参数,导程除以2π;T1为砂轮前棱边的z1值,即偏心距;T2为砂轮后棱边的z1值。在初始位置时x1通过原点。在动坐标系中原点a到砂轮前棱边的距离T1确定砂轮的安装位置,如图1所示。
建立数学模型:
x=X(θ,t)cos[z0-Z(θ,t)]/P-
Y(θ,t)sin[z0-Z(θ,t)]/P
y=X(θ,t)sin[z0-Z(θ,t)]/P+
Y(θ,t)cos[z0-Z(θ,t)]/P
1.2 麻花钻螺旋槽分类及其获得
在查看大量螺旋槽相关论文及各大知名刀具制造商的样本后,把螺旋槽型总结为3种,分别为直线型、凹型、凸型(如图2所示)。以槽型数学模型为基础编写程序,把程序输入到瓦尔特5轴数控磨床中,通过输入基本参数(如表1所示)磨削出3种不同的槽型。
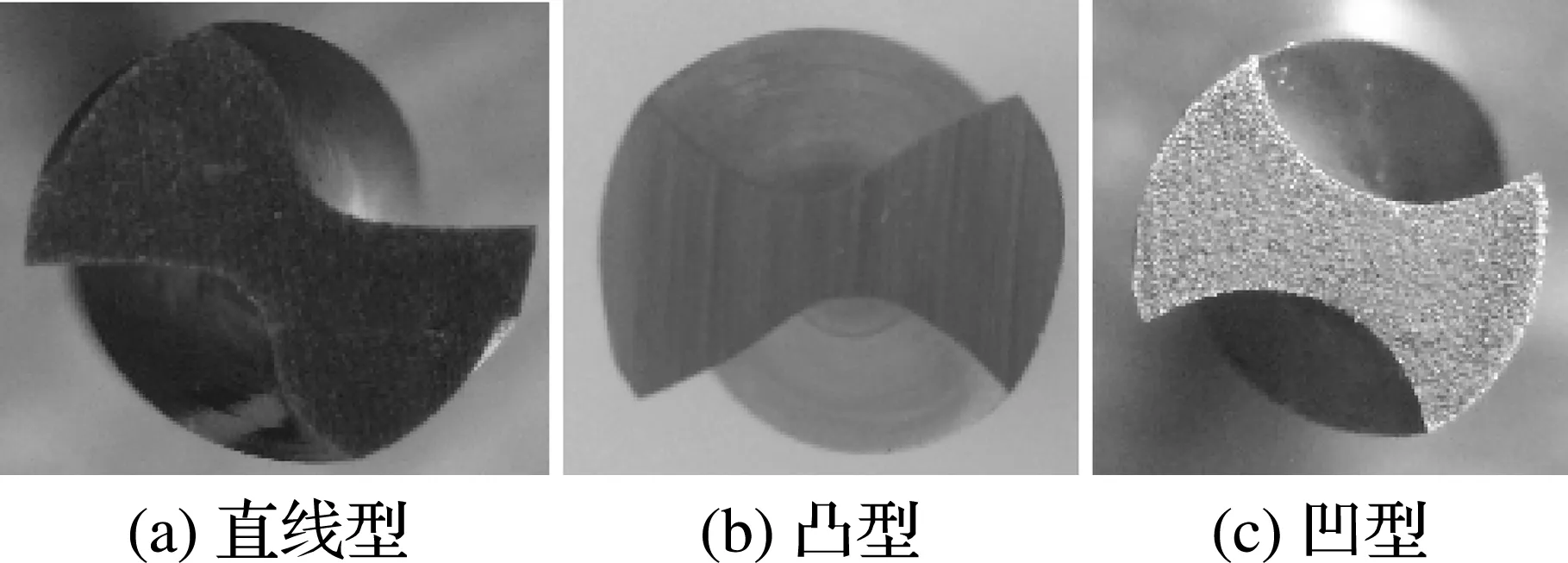
图2 3种螺旋槽型

槽型直径/mm芯厚/mm安装角/(°)中心距/mm螺旋角/(°)偏心距/mm直线型82.160363029.0凹型82.160213038.2凸型82.160553015.6
1.3 后刀面的获得
3种槽型通过美国PTG-6五轴数控磨床在如表2所示参数下修磨双平面后刀面,可以得到的3种钻尖(如图3所示)。
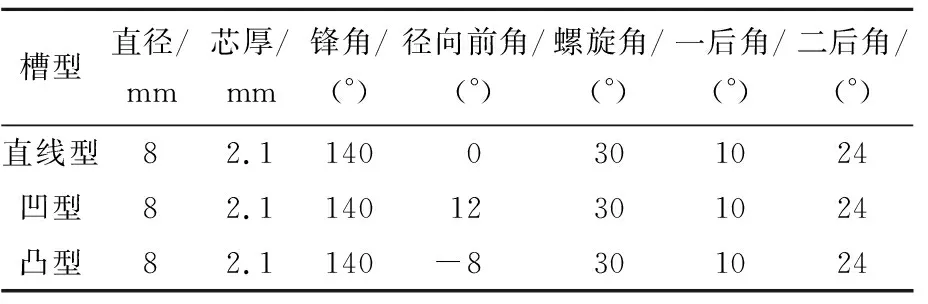
表2 麻花钻几何参数
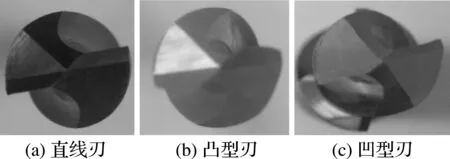
图3 3种钻尖形式
2 对比试验及结果
为验证3种槽型麻花钻的力学性能,3种螺旋槽在1 500 mm/min 0.15 mm/r、1 500 mm/min 0.2 mm/r、2 500 mm/min 0.15 mm/r、2 500 mm/min 0.2 mm/r 4种参数下分别加工3种不同材料,这3种材料分别为铸铁(HT200)、合金钢(42CrMo)、不锈钢(1Cr18Ni9Ti)。3种材料在硬度上由低到高,加工难度也逐渐升高[4]。
机床为美国HASS VOP-D VF5型加工中心。主要性能参数:最高钻速8 000 r/min;功率14.7 kW;直线分辨率0.001 mm。使用压电式测量仪,该测量仪主要有3个压电式二维力传感器组成,可测量轴向力和钻削扭矩[5]。在4种不同切削参数[6]下对比轴向力、扭矩,结果如图4、5所示。
如图4所示,钻削铸铁(HT200)时,3种螺旋槽的轴向力差别不大;但在加工合金钢(42CrMo)和不锈钢(1Cr18Ni9Ti)时,3种螺旋槽轴向力的差别明显。结果表明凹型槽麻花钻的轴向力最低。因为凹型槽的前角比其他两种的前角大,切削刃锋利,切削轻快,所以轴向力最小[7]。
如图5所示,钻削合金钢时,3种螺旋槽的扭矩差别不大。凹型槽在加工不锈钢(1Cr18Ni9Ti)和铸铁(HT200)时,扭矩最小。这也是因为凹型槽的前角要比其他两种的前角大,切削刃锋利,钻削轻快,所以扭矩小。
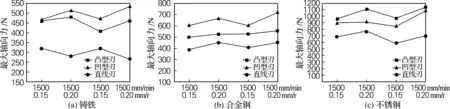
图4 钻头轴向力对比
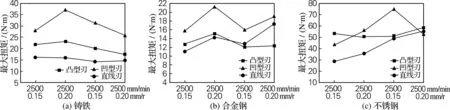
图5 钻头扭矩对比
3 结 论
本实验把麻花钻螺旋槽分为3种,分别为直线型、凹型、凸型。凹型刃的前角分布较高,凸型刃的前角分布最低,直线刃居中。切削实验结果表明,前角大切削锋利,遇到阻力较小,所以凹型刃在切削时轴向力和扭矩上最低。实验为以后建立麻花钻螺旋槽图谱做好了一定的前期工作,并为刀具应用企业提供了在加工铸铁、合金钢和不锈钢方面的经验。
[1] ZHANG Wei, WANG Xianfeng, HE Fengbao, et al. A practical method of modeling and simulation for drill fluting[J]. International Journal of Machine Tools and Manufacture, 2006, 46(6):667-672.
[2] LI Rui, HEGDE P, SHIH A J. High-throughput drilling of titanium alloys[J]. International Journal of Machine Tools and Manufacture, 2007, 47(1):63-74.
[3] 徐立. 几种麻花钻刃型试验[J]. 工具技术, 1994(3):33-36.
[4] 倪志福,陈璧光. 群钻:倪志福钻头[M]. 上海:上海科学技术出版社, 1999:11-12.
[5] 何云,薛湘鹰,栾正华. 整体硬质合金麻花钻横向截形应用研究[J]. 工具技术, 2006, 40(3):68-70.
[6] ZHANG Wei, PENG Yan ping, HE Fengbao. Drill flank three-dimensional measurement and flank/flute intersection determination[J]. International Journal of Machine Tools and Manufacture, 2008, 48(6):666-676.
[7] 薛湘鹰. 硬质合金麻花钻容屑槽的研究[D]. 武汉:华中科技大学, 2006.
猜你喜欢
中国机械工程(2022年16期)2022-09-03
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
中外文摘(2019年19期)2019-11-12
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
伴侣(2017年6期)2017-06-07
中南大学学报(自然科学版)(2016年2期)2017-01-19
潍坊学院学报(2016年6期)2016-04-18