
关于陶瓷砖物料及配方多级管理体系的探讨*
2012-11-20 08:12白战英张卫星
陶瓷 2012年2期
白战英 张卫星
(1咸阳陶瓷研究设计院 陕西 咸阳 712000)(2国家建筑卫生陶瓷质量监督检验中心 陕西 咸阳 712000)
关于陶瓷砖物料及配方多级管理体系的探讨*
白战英1张卫星2
(1咸阳陶瓷研究设计院 陕西 咸阳 712000)(2国家建筑卫生陶瓷质量监督检验中心 陕西 咸阳 712000)
我国建筑陶瓷行业近年来发展强劲,但在硬件水平发展的同时,各种软件水平有待提升。笔者在文中提出了陶瓷砖工厂物料和配方多级管理系统的建立要点和应用案例,旨在使工厂在提升硬件水平和新产品开发能力的同时,更多关注软件水平的提升,从而使企业真正达到国际一流企业的水准。
陶瓷砖 物料 配方 管理体系 多级
前言
我国建筑陶瓷行业近年来一直保着持强劲的发展势头,2010年全年产量达到78.09亿m2,同比增长19.6%;销售收入为2 500亿元,同比增长30%,利润为150亿元,同比增长31.5%。其产品种类也非常丰富,由20年的前釉面砖、彩釉砖和耐磨砖等有限的几类已经发展到包括抛光玻化砖、亚抛砖、柔性抛光砖、抛釉砖、微晶玻璃复合板、有釉仿古砖、无釉仿古砖、板岩、内墙釉面砖、有釉外墙砖、无釉外墙砖、广场砖、陶瓷马赛克、上釉陶瓷超薄板、瓷质超薄板、轻质陶瓷砖、陶瓷空心挂板、防静电陶瓷板等众多类别,表面装饰效果更是呈现出百花齐放的局面。
无论产品的种类如何丰富,但其工艺流程基本不变,都包括配料、原料加工、成形、烘干、装饰、烧成等基本工序,尤其是配料过程,是一个陶瓷工厂最核心的环节,它决定了采购何种原料、后期使用何种工艺过程以及成品达到什么样的质量和效果。
笔者通过对国内和意大利一些优秀的陶瓷企业的考察结果,对建立一个稳定可靠的配方管理体系进行了探讨,旨在协助陶瓷生产工厂达到如下目的:
1)便于执行配方设计和计算;
2)便于进行成本核算;
3)便于配方保密;
4)便于原料和各种基础料的物流管理。
1 建立配方管理体系的要点和过程
1.1 确定基础料
“基础料”是许多工厂普遍采用的一个名词,在意大利工厂,通常会用到英文“based body”,“based powder”,事实上是指在工厂内部所使用的一种中间坯料,也是喷雾干燥塔生产的粉料的一个种类。但是部分色剂是在浆池搅拌过程中加入的,为了管理方便,我们把未加色剂前的浆料配方视为一种基础料配方,通过喷雾干燥塔干燥后成为一种基础料。在通体渗花砖的制造工厂,无论在印花过程中印制了何种花型或印制了几层,通常坯体都只使用1种,当然也可根据颜色的明暗分为2~3种,为了调色而加入少量色料成分后,不再视为基础料。对于微粉二次布料产品,下层底坯的基础料往往只有1~3种,而面料由于要适应不同的表面效果,所以会稍微多一些,但也不宜超过10种,否则会大幅度增加管理成本。当然也有少数企业的面料和坯料配方相同(仅细度不同),也应当视为不同的基础料。对于上釉陶瓷砖而言,釉面有较好的遮盖效果,使用1~2种就可以了。有些仿古砖样品,表面喷(印)有一层薄薄的颜色层,对坯体覆盖能力有限,在产品分类时按照无釉砖来分,基础料的种类相对多一些。
陶瓷砖生产工厂需要根据自己的产品种类确定基础料的种类,确定的原则有:
1)一般情况下,一种粉料视为一种基础料,在工厂管理中用单独的储料罐存放。
2)一种基础料的原料配比、化学组成、矿物组成、加工参数(如细度、水分、流动性、粉料颗粒级配等)和颜色(为了调色加入组分不超过0.1%色剂除外)基本一致。
3)喷雾干燥前在浆池中加入0.1%以上硅酸锆或其他色剂的视为不同基础料。
4)当原料的种类或来源发生变化时,视为不同基础料。但是由于原料本身成分或水分的变化导致配比的微调,可以视为一种基础料。
5)添加0.1%以下硅酸锆、其他色剂以及在印花施釉过程中在产品上增加的其他组分均作为外加剂处理。
6)在基础料的料浆中加入色剂,制成粉料,并在压砖机布料系统中作为花纹料使用可视为低一级的基础料。
1.2 建立原料和基础料的编码规则
在大多数陶瓷砖工厂中,为了保密和管理方便通常对原料和配方单进行编码,在生产过程中实施物料的密码传递,这个密码系统也可以向供应链管理系统延伸,尽量使一个企业内部的一个编码对应唯一的物料或原料。为了管理的延续性和不随人员流动而影响生产,工厂应用文件将物料的编码体系固定下来,至少在工厂核心的档案库中保存一套原料-原料编码对应表。
例如:中山黑泥C1、江西高岭土C2、清远水洗泥C3、钠长石F1、湖南钾砂S1、石英砂S2等。编码规则,各工厂可以根据自己的实际情况来建立。
在我国的陶瓷砖生产企业,推荐使用三级物料管理体系:
第一级:原料。包括所有外购的粘土、石英、长石、外加剂、色料等。
第二级:基础料。由前文中的原则确定的基础料。
第三级:入窑前生坯(一次烧成)或印花后入窑前素坯(二次烧成),即由基础料、色料、外加剂、花料等通过不同的工艺流程制成的入窑前的半成品。
在生产多管布料产品时,花纹料往往由二级基础料与色料配制而成。此时花纹料也可以当作三级物料处理。半成品则为第四级。在意大利的陶瓷企业,也有将不同的基础料进行混合,形成次级甚至再次一级基础料的体系,但最多不会超过5级。其管理原则与三级物料管理原则一致。
陶瓷企业的生产技术部门,应当建立至少三级的物料编码系统,以便于生产过程管理。
1.3 建立物料档案
管理完善的企业,一旦配方确定,就将每种原料的物理性能、化学性能编写成为采购内控标准,明确各项参数的限定值及允差,以便于品质管理部门根据标准进行接收或拒收的判断。在财务或采购部门,除了建立原料的采购技术标准外,还应当建立涵盖价格、供应方评价资料、原矿储藏量等的详细的物料档案。
陶瓷企业的生产技术部门,需要对上述三级物料建立物料档案。物料档案应包括以下内容:
1)化学组成、化学性能、物理性能,具体对照企业内控标准。其中配方单可以用原料编码系统表示。
2)形成的工段(可以与工艺流程图相结合)。
3)制成的成本,包括原料成本、燃料成本、电力成本、设备折旧、过程损耗、人力成本等,其成本组成应便于组成新产品时的成本核算。
需要注意的是,用于成本核算的物料往往包括带入的水分,而进行配方控制(尤其是控制烧成时间、烧结程度)时的物料却是不包含水分的,负责在推测烧成过程固相反应温度和时间时会发生严重偏差。这在过程控制时尤其要注意。
在意大利,有许多专业生产原料的工厂。进入陶瓷工厂的原料多是经过预均化的标准原料,化学组成、化学性能、物理性能都相当稳定。由于进厂原料稳定,第二级基础料配方可以基本保持不变,故基础料的原料配方也相当稳定;也有一部分工厂直接购买可作为第二级基础料的标准粉料。在我国,由于现阶段原料标准化程度低,产量大而导致同一矿点原料消耗快,矿点经常变换,所以原料质量波动很大,矿物组成、含水率、解胶性能、细度、有机质含量、杂质含量相差非常大,要维持生产同样的产品,需要用多种粘土、长石、石英等进行调制,以确保最后一级的产品的质量保持相对稳定。这样就对第二级基础料的质量控制相当关键,控制难度加大,化学性能和物理性能相同的第二级基础料往往产生了一系列不同的原料组成,可以在编码后加后缀以表示性能基本相同生产同类产品但原料组成不同的基础料,如:超白1#(SW1#)由粘土C1、粘土C2、粘土C3、长石F1、石英砂S1、硅酸锆Z5组成,由于C1粘土稀缺,需要更换成C4,但是产品不能变化,粉料以后各工段工艺参数也不能发生变化,可能引入C5和C4,与原先其他几种原料搭配调制成SW1#的白度、化学组成及各种工艺性能,可以编码为SW2#,在粉料之后的各工序代替SW1#。这说明基础料已经发生了变更。
由于原料水分和组成的微小变化导致的配比的微调,只要在企业内部控制标准的允许误差范围之内,不算基础料的变更,无需更换编码及后缀。尽管可以近似地调节至原基础料的性能,但是仍会出现目视可见的色差,故我国的多数生产企业在1个月内会有多个色号,这在后期使用过程中由于不同色号混贴容易产生客户投诉。在意大利的企业,同一产品,有时1年1个色号,这基本上都是由于原料标准化的原因,这也是目前我国终端产品质量和生产过程自动化与意大利仍有差异的主要原因。我国已在《建材工业“十二五”发展规划》(工信部规[2011]513号)中提出把“重点产区加快原材料标准化和产业化”,以推进原料标准化进程。
通过上述方式就建立起涵盖三级物料档案、物料编码体系、物料内控标准、加工成本、物理化学性能、原料配比、化学组成和矿物组成的配方管理体系。与之相关的原料仓库、化工仓、粉料仓库以及过程输送装置、称量装置、质量监测系统均是支持该管理体系的物理单元。
2 应用配方管理体系
在企业内使用用途很广。下面从产品设计和成本核算的角度来探讨其用途。
2.1 产品设计
笔者用一个二次多管布料的微粉砖来说明其产品设计的用途。
市场上常见的瓷质抛光砖产品花色品种相当丰富,按其工艺过程可分为渗花、二次布料微粉砖、抛釉砖等。其中二次微粉布料砖是由50%~70%底料(底坯)和30%~50%面料组成。其底料料浆细度低和白度低,生产成本也要求低;面料则要求料浆细,白度高,同时生产成本高。在压砖机压制过程中,先布底料,然后布面料,在此过程中,通过不同物料管道及不同布料技术加入熔块、带色料的粉料、晶粒等,然后压制成形,形成各种不同效果的产品。
在生产这种产品时,至少应考虑以下几种过程物料:
1)底料:属于二级基础料,工厂一般会有1~3种不同色调,以满足渗花、底料的不同需求。
2)基础面料:属于二级基础料,根据表面装饰效果的需求,也会有2~7种。
3)花纹料:包括由二级基础料与色剂制成的花料(可以作为三级基础料,也可以作为第四级物料)。
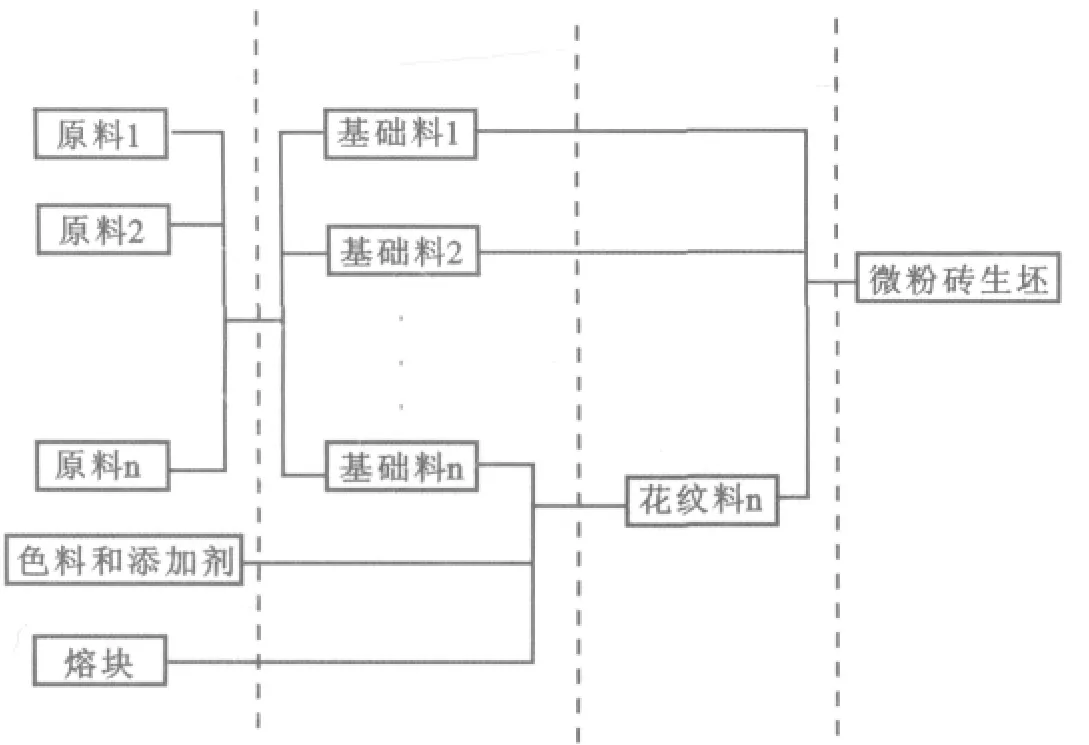
图1 二次布料微粉砖四级物料系统
假设公司的物料编码体系如下(每一编码对应了一个物料卡片及内部控制标准,实际生产中对应了不同的料仓及物料输送渠道)。
一级/原料:砂石类分别为:C1,C2,C3……Cn;硅酸锆:Z1,Z2,Z3;色料:P1,P2,P3……Pn;添加剂类:A1,A2,A3……An;
二级/基础料:底料:BM1,BM2,BM3;面料:SM1,SM2,SM3……SMn;
三级/花纹料:CO1,CO2,CO3……COn;
四级/产品:产品编码体系最好与企业的商业说明书、产品包装中编号序列相一致,至少应当保持一一对应关系,当然产品编码体系中使用更第一级的编码表示抛光、亚抛、超洁亮技术、仿马赛克切割等另当别论。
产品技术中心通过以下三级管理记录实现产品生产管理:
1)原料配方单(磅料单、加料指令),单据上可以只出现一级原料编号C1,C2、C3……Cn及对应仓位号、对应添加剂、水加入量、球磨机、班组、研磨时间、细度、流动性等,但是目前我国大多数企业仍然使用了原料名称,这样会增加配方泄密的风险。原料车间使用该单据执行配方及球磨指令,并进行出磨前验收。技术中心提供的单据也可以只有百分比组成,由原料车间进行实际换算后执行,换算是考虑原料含水率的折算。在这个过程中生产出二级基础料的浆料,不同基础料进不同浆池,经除铁、浆池搅拌、陈腐、喷雾干燥后制成粉料——二级基础料。
2)花纹料配方单(不同企业有不同名称),单据上可以只出现浆池号,以及加入色料、硅酸锆、添加剂的量、班组、搅拌时间等。这个过程中可以生产出花纹料的浆料,喷雾干燥后进入相应的料仓备用(三级基础料)。用作面料的浆料也可以在此工序中加入硅酸锆以达到增白效果。有些企业把未加硅酸锆之前的面料配方视为基础料配方,笔者建议将加硅酸锆之后的面料配方视为基础料配方,意大利及我国一线企业多使用这种管理方案。
3)压砖机工艺指令单(不同企业有不同名称),除上述企业管理中所必要信息外,还包括各种二级基础料和三级基础料配比。例如:底料BM1(65%);面料SM1(33%)、花纹料CO1(0.5%)、花纹料CO2(0.5%)、熔块粉Pn(1%)。
多数工厂把花纹料配方单和压砖机工艺指令单合二为一,在压砖机工艺指令单中把各种花纹料的组成写得很清楚,既不方便管理,也增加了泄密的风险。
通过以上信息传递的单据,并结合各种物理储存单元、输送单元、称量装置、监测系统的协同使用,可以有效地控制产品设计和生产。
在意大利,多数工厂建立了安全可靠的四级~五级物料管理系统,通过内部局域网实现各工序的协同管理,不同权限的人员可以进入不同层级的物料系统,每层都建立了规范的编码体系,既实现了信息资源共享,又起到了配方保密的作用。
2.2 配方管理体系在成本核算中的使用
建立了配方管理体系后,一款新产品的成本核算变得简单很多。在前面述及,需要在企业内部建立基础料及原料的物料档案,当物料分级管理后,各级基础料使用原料、消耗电能、燃料、设备折旧、人工相对固定,每一种都有其对应的初始制造成本,并且原、燃料价格的波动会迅速随物料分级管理系统由原料传递到下一级直至产品,而压砖机之后的工序生产成本随产品变化不大(在意大利,把坯底粉和防污剂均列入物料成本中)。这样根据新产品的各级物料的组成以及进入产品的工序,就能迅速核算出一款新产品的生产成本了。
在意大利,任意指出商业说明书中一款产品,就能够在局域网中迅速查到其产品净重、含包装重量、生坯重量,并能迅速由终端产品逐级分解到初始原料(包含融入产品的所有物料),这个管理系统值得我们学习。
3 结语
建立一个良好的物料配方管理体系,是一个建筑陶瓷企业走向规范管理及进一步提高自动化的重要一步,这也是与国外先进陶瓷制造企业缩短差距的重要一步。它不仅能够协助企业完善物料与配方管理,提高成本控制的质量,同时也是加强供应链管理和客户反馈管理的重要辅助手段,是实现企业把管理体系向供应商和客户两端延伸,实现与相关方互利的高端目标的基础。笔者希望通过本文,起到抛砖引玉的作用,使工厂在提升硬件水平和新产品开发能力的同时,更多地关注软件的提升,这样才能真正达到国际一流企业的水准。
Argument on a Multi-stage Material & Formula Management System for Factory of Ceramic Tiles
Bai Zhanying1,Zhang Weixing2(1Xianyang Research and Design Institute of Ceramics,Shaanxi,Xianyang,712000)(2National Quality Supervising Test Center of Architecture and Sanitary Ceramics,Shaanxi,Xianyang,712000)
The building ceramic industry develop rapidly in the past several years in China,but the software need improving to get up with the developing step of the hardware.The major point and application case of a multi-stage material &formula management system for ceramic factory was argued in the paper,for the purpose that the manufacturers can be advanced to consider more to improving software with the pace of improving hardware level and developing capacity,and become companies with a level of international enterprise.
Ceramic tiles;Material;Formula;Management system;Multi-stage
TQ174.4
B
1002-2872(2012)02-0009-03
白战英(1973-),本科,陶瓷工艺高级工程师;主要从事建筑卫生陶瓷工艺技术、标准化、检测技术及质量管理研究工作。
张卫星(1974-),本科,国家注册质量工程师,证书编号:0053597;主要从事建筑卫生陶瓷行业检测实验室质量管理及标准和检测技术。
猜你喜欢
超硬材料工程(2022年1期)2022-07-11
商品与质量(2021年20期)2021-11-23
建材发展导向(2021年11期)2021-07-28
石材(2020年12期)2021-01-15
石材(2020年11期)2021-01-08
石材(2020年10期)2021-01-08
佛山陶瓷(2020年8期)2020-09-02
佛山陶瓷(2020年3期)2020-04-13
四川建筑(2019年6期)2019-07-20
当代水产(2019年4期)2019-05-16
