
大型网带式触摸屏玻璃退火炉的研制
2013-10-24 05:07佘鹏程万喜新
电子工业专用设备 2013年6期
佘鹏程,邓 斌,万喜新,郭 立
(中国电子科技集团公司第四十八研究所,湖南长沙 410111)
随着电子产品的飞速发展,触摸屏的应用也日趋广泛,近年来已在各种便携式电子产品和通讯工具中得到广泛应用,从而推动其向安全、环保、低成本的方向发展。玻璃制品在成型过程中,优于经受了剧烈的温度变化,使内外层产生温度梯度,并且由于制品的形状、厚度、受冷却程度等的不同,引起制品中产生不规则的热应力,这种热应力能降低制品的机械强度和热稳定性,也影响玻璃的光学均匀性,若应力超过制品的极限强度,便会自行破裂。所以玻璃制品中存在不均匀的热应力是一项重要的缺陷。退火作为一种热处理工艺,可使玻璃中存在的热应力尽可能地消除或减小至允许值,除玻璃纤维和薄壁小型空心制品外,几乎所有的玻璃制品都需要进行退火。玻璃退火,就是把具有永久应力的玻璃制品重新加热到玻璃内部质点可以移动的温度,利用质点的位移使应力分散(称为应力松弛)来消除或减弱永久应力。
本文详细介绍了一种用于触摸屏玻璃退火的大型网带炉的设计方案,分析了设备加热功率分布及温度稳定性保温设计的计算。
1 退火炉设计要求
由退火原理可知,玻璃制品的退火过程必须包括加热、保温、慢冷、快冷四个阶段。
(1)加热阶段。将送入退火炉的玻璃制品加热到退火温度;
(2)保温阶段。将玻璃制品在退火温度下进行保温,以使制品各部分温度均匀,并有足够的时间进行应力松弛,消除玻璃中已有的永久应力;
(3)慢冷阶段。当玻璃中原有的应力消除后,由于温度较高,在冷却过程中将产生新的应力,新生应力的大小由冷却速度控制。冷却速度越慢,新生的永久应力越小。因此,保温后必须先进行慢冷。慢冷速度的大小取决于玻璃制品所允许的永久应力值,允许值大,冷却速度可相应加快;
(4)快冷阶段。当玻璃冷却到应变点温度以下时,温差只能产生暂时应力,这时就可以在保证玻璃制品不因暂时应力而破裂的前提下吗,尽快冷却,一直到出炉温度为止。
设计要求玻璃退火工艺曲线如图1所示。
2 设备研制
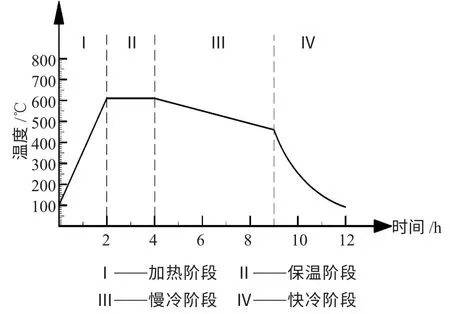
图1 玻璃退火温度曲线
本退火炉用于触摸屏玻璃退火,可满足不同玻璃温度曲线要求,大批量生产,故采用连续网带式退火炉,网带炉适用性好,应用面广,退火质量好,操作简便,能实现机械化、自动化,寿命长。
本设计退火炉由加热炉体、冷却炉体和传送系统组成,加热炉体包括升温区、保温区和慢冷区三种炉体,冷却炉体用于触摸屏玻璃的快速冷却,传送系统由上料部件、下料部件及网带组成。网带在炉体炉膛内部均布的支撑辊的支撑下,携带工件平稳匀速地通过各个温区,完成升温、恒温、慢冷和快冷的过程。设备总体布局如图2所示。
设备按从入口到出口的方向依次为上料部件、升温区炉体、保温区炉体、慢冷区炉体、快冷区炉体、下料部件,网带贯穿整个设备形成一个循环。

图2 网带式触摸屏玻璃退火炉
2.1 传送系统
本传送系统主要由机架、不锈钢网带、双离合变速机构和主动轮、张紧轮、配重辊、入口从动轮、支撑辊、导向轴承机构、出口从动轮、返回托辊等组成,如图3所示,其功能是将放置在不锈钢网带上的玻璃制品从炉头输送至炉尾,在炉膛内经过升温、保温、慢冷、快冷工艺段达到退火消除玻璃内应力的目的。
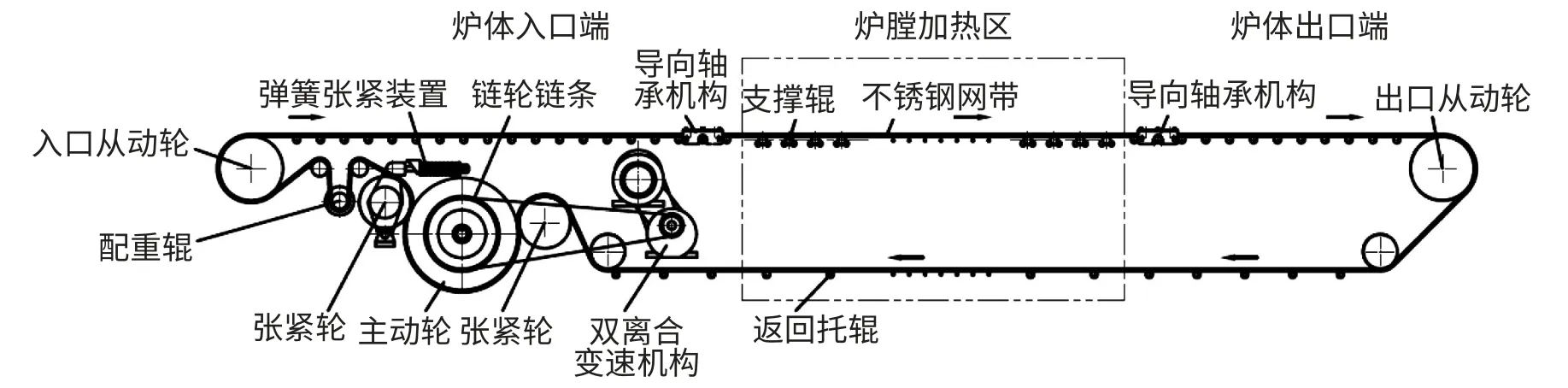
图3 传送系统
电机采用三相交流电机,电机输出轴通过联轴器与输出轴相连,输出轴上安装两套链轮,每套分别输出到离合器的两侧,这样构成了双离合变速机构,离合器左侧的减速比为2:1,对应工艺运行速度;离合器右侧的减速比为1:2,对应测温运行速度。通过电气控制来决定离合器的输出端,这样可以很方便的随时切换,满足相应的速度需求。在这之后,还有一个减速机,再加上一套链传动单元连接主动轮,便实现了大减速比的要求。主动轮表层包络橡胶层,增大其与网带接触的摩擦力,另外在主动轮的两侧有张紧轮,调节弹簧张紧装置,可以改变张紧轮与主动轮的距离,增加或者减小包角,即接触面积,也能起到增加或者减小摩擦力的效果,在网带运行时,调节合适的张紧力,使网带稳定平移输送。通过变频调速器改变电机驱动电源的频率来改变电机转速,从而实现带速连续可调。
2.2 加热炉体
炉体是链式退火炉的核心部分,为整个退火过程提供所需的温度场和形成退火曲线。加热炉体炉体包括升温区、保温区和慢冷区三种炉体,保温区和慢冷区炉体结构相同,升温区炉体则在保温区炉体结构上增加一套热风循环装置,该装置可以在升温初始过程中提高温场均匀性,同时隔断外界气体对炉膛内热场的影响。
图4 是升温区炉体截面结构示意图,由机架、马弗、保温棉、热偶、加热管、热风循环装置等组成。
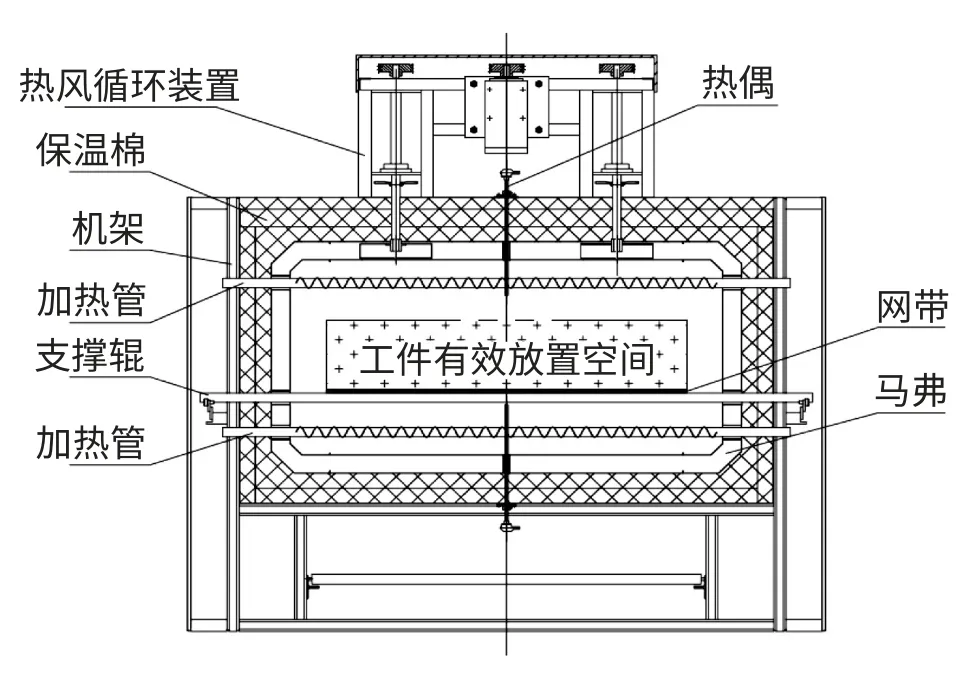
图4 升温区炉体截面示意图
整台设备加热炉体共计12 节,分为24个温区,分布不同功率的加热管。加热管对称于网带布置在马弗炉膛的上下,可对工件两面同时加热,不同温区段采用不同的加热功率,是为了确保工艺曲线提供所需的工艺温度能力。加热管采用不锈钢电阻丝,螺旋分布缠绕在陶瓷管表面。同时为了避免与机壳的短路,伸出马弗炉膛的加热丝引出端从中空陶瓷管的中间通过,并连接到接线柱上。马弗炉膛采用双层马弗结构,由不锈钢板折弯焊接成型。
炉体设计最高工作温度700℃,升温时间4 h,保温时间2 h,加热总功率计算如下:
保温功率:Ps=8×A0.9Q1.55
安装功率:Pm=4×Ps/t0.5
式中:A为炉膛内表面积(m2);
Q为炉子工作温度(×10-3℃);
t为升温时间(h);

炉子总安装功率:

考虑到系统热损耗及网带工件携带热量,设备总体安装功率设计为1 080 kW,分24个温区。
为提高炉体温度均匀性和稳定性,在马弗四周铺设高铝纤维板作为保温材料,高铝纤维纯度高,不会在高温下对加热工件产生掺杂影响。
保温棉隔热层厚度计算及校验:
设炉体导热系数λ=0.25 W/m.℃,炉体外表面温度tw=55℃,环境温度t0=25℃,
取炉壳与环境的热交换系数α=45.36 W/m.℃,炉体马弗内表面温度t1=800℃,
则估算炉体保温层厚度:

实际确定的炉墙耐火保温隔热层材料为:
第一层高铝纤维板,δ1=60 mm,导热系数λ1=0.18 W/m.℃;
第二层高铝纤维板,δ2=60 mm,导热系数λ2=0.18 W/m.℃;
第三层金属炉壳,δ3=3 mm;
各层交界面温度为:t2、t3,炉体保温棉总厚度:δ=120 mm,考虑到热量上升效应,马弗顶部保温棉厚度为170 mm。
计算炉体保温层热损失:
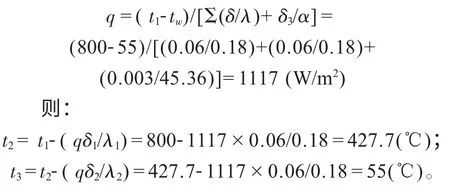
由以上计算结果可知,炉体耐火保温隔热层材料的选用合适。
2.3 冷却炉体
网带式退火炉的冷却包括网带本身的冷却和工件退火后的快速冷却,它是通过空气、水、热交换器和自然冷却实现的。在经过慢冷区炉体后,工件玻璃已经冷却到了应变点温度以下,温差只能产生暂时应力,这时就可以在保证玻璃制品不因暂时应力而破裂的前提下,尽快冷却,一直到出炉温度为止。
在快速冷却过程中,没有慢冷区的辅助加热,纯粹的一个降温过程。在工件冷却炉体内,马弗的上方安放有离心风机,离心风机风向朝下,即对着工件和金属网带的方向,马弗的下方安装有水冷散热器,内部有循环流动的冷却水。在离心风机作用下,马弗炉膛内的热空气携带工件的热量一起向下运动,经过水冷散热器时,大量的热量在于水冷壁接触的过程中以热交换的形式带走,热空气的温度大大降低。经过降温的热空气流不会散失到环境中,它经过外围管道重新循环回到离心风机的风腔中,开始另一个循环过程。
3 工艺测试
本设计触摸屏玻璃退火炉完成装配调试后,我们对马弗炉膛内温度均匀性进行了测试,根据工件放置有效空间形状,选取中下、中中、中上、左中四个位置为温度监测点,如图5所示,将4根热偶固定在相应位置,在炉体升温达到设定温度并稳定后,将5根热偶跟随网带从入口进入炉体,实时检测炉膛内不同温区的温度。
设备温度按图6曲线设定每个温区温度。
设定网带运动速度10 m/h,4个位置热偶实时检测整个炉体温度,升温区中下位热偶因为检测时设定最高温度为220℃,当检测温度超出设定值时,出现温度无限大现象,后将设定值增大后检测正常。
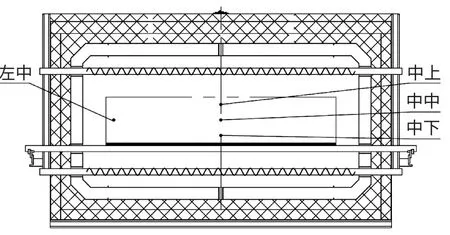
图5 温度检测点位置图

图6 温度设定曲线
由温度曲线可知,本设计退火炉在保温区炉膛截面温度均匀性在±2℃以内,温度稳定性在±1℃以内,超出设计炉膛截面温度均匀性±6℃要求,满足工艺生产。
4 结论
目前,本设计触摸屏玻璃退火炉已在生产线上使用,效果良好,达到了设备要求。本传送系统运行平稳、运行效率高,温度均匀性、稳定性好,操作方便,具有较高的稳定性和可靠性,达到了大批量触摸屏玻璃退火温度曲线及均匀性要求。
[1]江尧忠.工业电炉[M].北京:清华大学出版社,1993.
[2]王秉铨.工业炉设计手册[M].北京:机械工业出版社,2000.
[3]宋伟刚.通用带式输送机设计.北京:机械工业出版社,2006.
[4]成大先.机械设计手册.北京:化学工业出版社,2004.
猜你喜欢
能源化工(2022年1期)2023-01-14
上海理工大学学报(2021年3期)2021-07-20
环境卫生工程(2021年1期)2021-03-19
玻璃(2020年2期)2020-12-11
水上消防(2020年2期)2020-07-24
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
工业炉(2016年1期)2016-02-27
纯碱工业(2015年3期)2015-12-03
