
内蒙古油砂油脱泥、脱砂工艺研究
2013-12-23 06:13曹祖宾韩冬云李丹东孟宪革
石油化工高等学校学报 2013年3期
赵 蕊, 曹祖宾*, 韩冬云, 李丹东, 刘 音, 张 敏, 孟宪革
(1.辽宁石油化工大学石油化工学院,辽宁抚顺113001;2.中国石油青海油田格尔木炼油厂,青海格尔木816000;3.中国石油天然气股份有限公司抚顺石化公司,辽宁抚顺113001)
随着近几年世界经济的快速增长,常规石油资源已经不能满足世界对石油的巨大需求,因此人们纷纷把目光转向了各种非常规石油,其中之一就是油砂[1]。油砂又称“焦油砂”、“沥青砂”、“重油砂”,顾名思义这是一种含有焦油或沥青的砂岩或砂,属于非常规石油资源[2]。油砂主要由矿物质、沥青、黏土、砂和水组成,典型的油砂含有约80%~85%的有 机质、3%~20%的沥青、3%~6%的水[3-4]。世界上油砂资源分布广范,且储量丰富,据统计约占常规石油储量的30%。世界油砂资源量相当于重油当量的300~600 Gt,远远超出了世界已经探明的天然石油储量[5-6]。油砂资源在世界上70多个国家均有分布,其中以加拿大、俄罗斯、委内瑞拉等国家分布最广。另外,在美国、东欧、中国、非洲等地区也有较多分布。我国油砂的地质资源量为59.7亿t,可开采资源量为22.58亿t,居世界第5位[7]。
目前油砂的分离技术主要有3种:热解干馏法、溶剂萃取法和热水洗法,本论文采用的是“溶剂萃取+水洗分离”相结合的方法[8]。扎赉特旗油砂经水洗分离后,得到的油砂油中含有大量的无机质,而有机溶剂萃取法可以降低油砂油中灰分的含量,有利于后续加工[9]。为了加快油砂油的脱泥、脱砂速度,降低工业应用成本,针对油砂油的性质,对影响油砂油脱泥、脱砂速度的因素进行了实验分析[10]。
1 实验部分
1.1 实验原料
实验采用的油砂采自内蒙古扎赉特旗,经水洗分离处理后得到含有部分泥砂的油砂油。以该油砂油作为本实验原料,对其基本组成进行了具体分析,结果如表1所示。

表1 原料基本组成Table 1 Basic components of raw material %
为了将泥、砂和水从油砂油中分离出来,实验前需要对脱泥、脱砂后油砂油的物理性质进行测定,通过对物理性质的分析可以选取最优的反应条件。获得脱泥、脱砂后油砂油的步骤:首先将原料油砂油以质量比1∶2充分浸泡在甲苯中,不断搅拌,直至油砂油完全溶解于甲苯中。由于黏稠的油砂油被甲苯稀释,包裹在油砂油中的泥、砂因为重力作用自动沉淀到容器底部。用滤布将沉淀下来的泥、砂从油砂油与甲苯混合液中过滤出来,然后将混合液加热,直到甲苯全部蒸馏出来,烧瓶中剩余的油砂油即为脱泥、脱砂、脱水后的油砂油。该油砂油常温下为黑色焦糖状固体,具有高黏度、高残炭值等重油特点,其性质如表2所示。

表2 油砂油物理性质Table 2 Physical property of oil sand oil
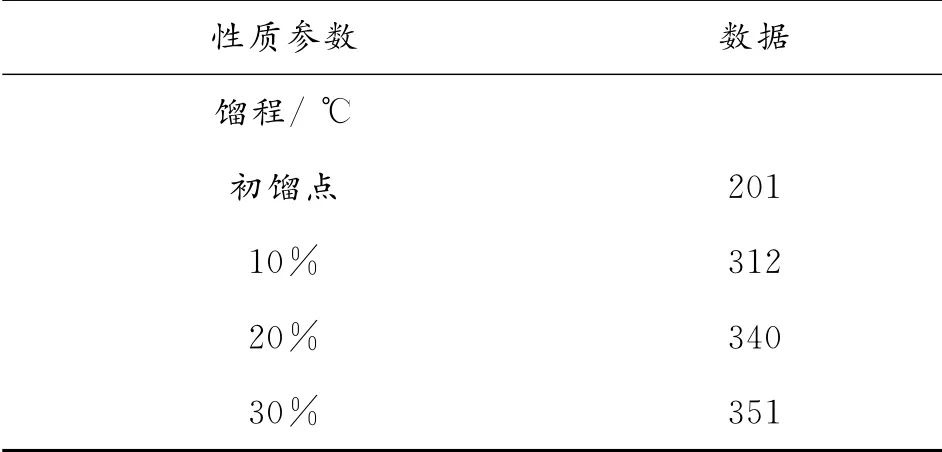
续表2
1.2 实验原理
油砂油的脱泥、脱砂工艺研究采用相似相容原理[11]。将原料与有机溶剂充分接触,利用有机溶剂萃取作用将油砂油溶解在有机溶剂中。油砂油被稀释后,由于重力作用,泥砂会从油砂油中脱离出来。再利用水洗试剂与油砂油表面酸性物质(环烷酸)发生化学反应生成表面活性物质,降低油水界面间表面张力,最终在机械搅拌作用下油砂油从砂粒表面脱离[12-13]。
1.3 实验过程
油砂油脱泥、脱砂实验具体分为两个步骤:
(1)首先向原料中加入同质量的有机溶剂。加热搅拌,使有机溶剂与油砂油充分接触、混合,此时可以看到有大量泥砂由于重力作用沉积在容器底部,将上层澄清的混合油倒出作为产品油。实验流程如图1所示。
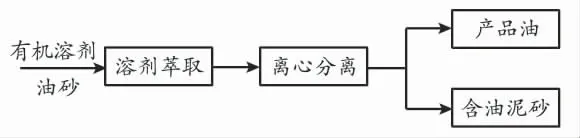
图1 有机溶剂萃取实验流程Fig.1 Organic solvent extraction method flow chart
(2)向烧杯中剩下的含油泥砂中加入质量分数为8%的水洗试剂。继续加热搅拌后,在水洗试剂的作用下,残留的混合油可以从泥砂表面被萃取出来,经过数小时的沉降后容器中形成明显分层,上层混合油为产品油,中层为水洗试剂,容器底部为从油砂油中脱出的泥和砂。在该过程中由于水洗试剂只起到萃取作用,其成分并不发生变化,所以可以循环使用。
经过一次水洗后测量尾砂的含油率,如果达到排放标准则可以进行回填,如果未达到排放标准则循环到水洗步骤进行二次水洗。该过程中由于分离出来的产品油和达标的泥砂都要带走一定量的水洗试剂,所以在水洗步骤中要对水洗试剂进行一定量的补给。实验流程如图2所示。
1.4 尾砂含油率的测定
2 结果与讨论
实验采用被国内外普遍使用的索氏萃取法测量油砂油中粗沥青的含量,根据加拿大阿尔伯塔省油砂管理局(AOSTRA)推荐的标准方法(Dean-Soilk)采用甲苯萃取法测定。通过测量含水量,再将处理后的尾砂烘干称重,可以测得尾砂中的含油率。

2.1 有机溶剂的确定
式中:m1-油砂油的质量,g;m2-萃取后泥砂的质量,g;ρ-水的密度,g/mL;V-水肼内水的体积,mL。
为了选择更为有效的有机溶剂,利用相似相溶原理使得有机溶剂能够最大限度的溶解到黏稠的油砂油中并将其稀释。本实验分别对1号溶剂油以及其减压蒸馏后所得的2号溶剂油、4号溶剂油、8号溶剂油和石油醚(90~120 ℃)、苯、甲苯作为萃取溶剂进行筛选,结果如表3所示。

图2 油砂油水洗分离流程Fig.2 Water extraction flow chart of oil sand oil
由表3可知,苯、甲苯对原料的萃取效果最好,1号溶剂油次之。但由于苯、甲苯沸点低、易挥发、毒性大等特点,故不予以考虑。而根据工业的实际应用,要求有机溶剂油毒性小,价格低廉且取材广泛,所以本实验通过综合考虑选用萃取效果次之的1号溶剂油作为萃取溶剂油。

表3 不同溶剂对油砂油脱泥、脱砂效果的影响Table 3 The influence of different solvent to oil sand oil extraction rate %
2.2 剂油质量比对萃取率的影响
对于间歇性萃取实验而言,有机溶剂所占的比例决定了有机溶剂对油砂油的稀释效果,如果溶剂量过小会导致油砂油未得到充分的稀释,不能达到油、砂充分分离的效果。稀释效果是随着溶剂量的不断增大而增大的。但当溶剂量增大到一定数值时,分离效果不再明显变化,如果继续增大溶剂油的加入量,会增大后续工作的处理量以及操作成本。本实验考查了在水洗温度90 ℃,分离时间25 min下,水洗试剂质量分数8%的条件下,采用1号溶剂油,考察不同剂砂质量比对油砂油萃取效果的影响,结果如图3所示。

图3 不同剂油质量比对油砂油萃取率的影响Fig.3 Effect of the ratio of the organic solvent and oil sand oil on oil yield
由图3可知,有机溶剂与油砂油质量比小于1∶1时,由于溶剂油量过少,与油砂油接触不完全,油砂油不能得到充分稀释,萃取率较低。随着有机溶剂与油砂油质量比的不断增大,萃取率也不断增大。当剂油质量比达到1∶1时,萃取率达到93.4%,当剂油质量比继续增大,两个指标基本不再变化,故确定本实验剂油质量比为1∶1。
2.3 水洗温度对油砂油萃取率的影响
水洗温度的确定对本实验具有一定意义,温度过高会导致对能源的浪费,温度过低则使分离不完全。为找出最优水洗温度,保持其他反应条件相同,考察不同水洗温度对油砂油萃取效果的影响,结果如图4所示。
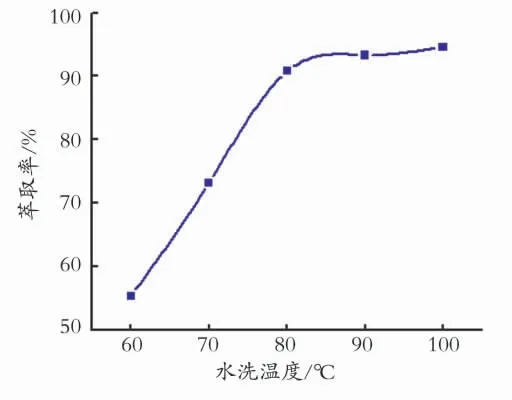
图4 水洗温度对油砂油萃取率的影响Fig.4 Effect of extraction temperature on oil yield
由图4可知,在60~80 ℃水洗温度对油、砂分离效果有很大的影响,主要是因为油砂油属于重质油,其中胶质沥青质成分含量较高、轻组分含量较少。随着温度的不断升高,重油组分黏度降低,表面张力明显减小,故油、砂分离效果逐渐增强。当温度达到90 ℃时萃取率达到93.3%,温度继续增加而萃取率变化不大,考虑到工业生产中能耗的因素,故选择90 ℃为油砂油水洗分离的最佳温度。
2.4 分离时间对油砂油萃取率的影响
水洗过程中不同分离时间对油砂油的萃取效果有显著区别。为找到最优分离时间,在水洗温度90℃,分离时间25min,水洗试剂质量分数8%的条件下,采用1号溶剂油,考察不同反应时间对油砂油萃取效果的影响,结果如图5所示。
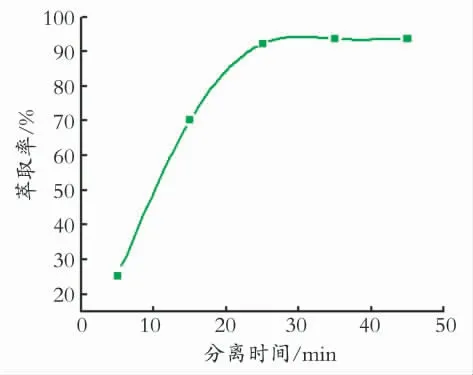
图5 分离时间对油砂油萃取率的影响Fig.5 Effect of reaction time on oil yield
由图5可知,由于有机溶剂对油砂油的稀释是需要时间的,反应时间的长短决定了油、砂是否分离完全。实验结果表明当分离时间达到25 min时萃取率可达92%,故工业生产选择25min为最佳分离时间。
2.5 水洗试剂质量分数对油砂油萃取率的影响
为了得到更好的分离效果,在采用1号溶剂油,有机溶剂与油砂油质量比为1∶1,水洗温度90 ℃,分离时间25min条件下,改变分离水洗试剂的质量分数,考察不同质量分数的水洗试剂对油砂油萃取效果的影响,结果如图6所示。
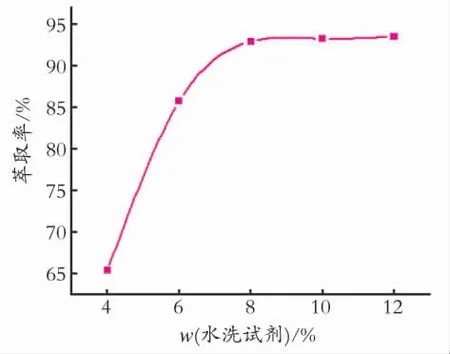
图6 水洗试剂质量分数对油砂油萃取率的影响Fig.6 Effect of reagent concentration on oil yield
由图6可知,水洗试剂质量分数小于8%时,萃取率快速增长,质量分数达到8%时萃取率达到92.9%左右,继续增大水洗试剂含量,萃取率增长缓慢。因此,最佳水洗试剂质量分数为8%。
3 结论
(1)实验所采用的油砂油为扎赉特旗油砂经一次水洗分离处理后得到的含有部分泥、砂的油砂油,其含油率为64.28%、含水率为15.83%、含泥砂率为19.89%。
(2)利用有机溶剂进行萃取实验研究,筛选出适宜的萃取溶剂:1 号溶剂油,萃取率可达到96.38%。1号溶剂油价格低、无毒、且性质较稳定,在溶剂回收过程中,无需完全回收,能起到对油砂油的调和作用,不会引入杂质。
(3)该工艺的最优反应条件为:以1号溶剂油为萃取溶剂,有机溶剂与油砂油质量比为1∶1,水洗温度90 ℃,水洗试剂质量分数8%,水洗分离时间25min。该工艺条件为油、砂分离的进一步研究提供一定的依据。
[1] 欧文.我国油砂勘探前景喜人[J].石油经济参考,2005(5):23-25.
[2] 陈艳玲,范畴,郭蜂,等.青海沥青砂油的提取试验研究[J].江汉石油学院学报,2002,24(2):95-97.
[3] 贾成造.油砂资源状况与储量评估方法[M].北京:石油工业出版社,2007:1-25.
[4] 单玄龙,车长波,李剑,等.国内外油砂资源研究现状[J].世界地质,2007,26(4):459-463.
[5] 崔苗苗,李文深,封瑞江.内蒙古油砂分离的研究[J].化学工业与工程,2008,25(6):530-534.
[6] 许修强,曹祖宾.新疆油砂水洗分离技术研究[J].郑州大学学报:工学版,2008,29(1):24-27.
[7] 全国煤炭标准化技术委员会.GB/T 480-2000 煤的铝甑低温干馏试验方法[S].北京:中国标准出版社,2000.
[8] 赵海刚,曹祖宾,李丹东,等.内蒙古扎赉特旗油砂油的脱水实验[J].辽宁石油化工大学学报,2012,32(1):29-32.
[9] 许修强,郑德温,曹祖宾,等.新疆油砂水洗分离技术研究[J].郑州大学学报,2008,9(1):24-27.
[10] 孙薇薇,侯美丽,赵德智,等.超声波对油砂的分离作用[J].石化技术与应用,2008,26(3):247-249.
[11] 张小波.辽河油区稠油采油工艺技术发展方向[J].特种油气藏,2005,12(5):9-11.
[12] 瓦尔特-吕尔.焦油(超重油)砂和油页岩[M].北京:地质出版社,1986.
[13] 王益民,曹祖宾,石俊峰,等.哈萨克斯坦油砂干馏实验研究[J].石油与天然气化工,2010,39(2):134-136.
猜你喜欢
山东科学(2021年5期)2021-10-25
环球市场(2021年26期)2021-09-18
油气田环境保护(2020年5期)2020-11-18
四川地质学报(2020年3期)2020-05-22
钻井液与完井液(2018年5期)2018-02-13
癌变·畸变·突变(2016年4期)2016-08-22
化学工业与工程(2015年1期)2015-02-10
中国药业(2014年17期)2014-05-26
城市建设理论研究(2014年11期)2014-04-21
安徽医药(2014年4期)2014-03-20
