酸性水汽提装置操作改进与技术改造
2014-06-23 13:54李强
石油化工技术与经济 2014年4期
李 强
(中国石化上海石油化工股份有限公司炼油部,200540)
酸性水汽提装置操作改进与技术改造
李 强
(中国石化上海石油化工股份有限公司炼油部,200540)
针对酸性水单塔高压侧线抽氨汽提装置在运行中出现的压力控制不平稳、恶臭气体散发等问题,进行了原因分析,提出了相应的整改措施。通过操作改进和技术改造,解决了运行初期存在的诸多问题,液氨产品质量达到设计指标,装置运行周期明显延长。
酸性水汽提 氨精制 操作改进 技术改造
中国石化上海石油化工股份有限公司(以下简称上海石化)130 t/h酸性水汽提装置是上海石化新建1.2 Mt/a延迟焦化装置的配套工程。该装置由中国石化镇海石化工程有限责任公司设计,主要处理催化裂化、常减压蒸馏、柴油加氢、延迟焦化、硫磺回收、加氢裂化等装置来的酸性水,使得处理后的水可以作为常减压装置电脱盐用水。130 t/h酸性水汽提装置采用单塔加压侧线抽氨工艺,从塔顶抽取硫化氢,送入硫磺回收装置回收硫磺,在塔中部氨富集区将氨抽出,经三级分凝、氨精制、脱硫得到合格的液氨产品。130 t/h酸性水汽提装置自2007年12月开车以来,出现一些影响生产运行和安全的问题,主要有:酸性水罐压力控制不平稳,恶臭气体散发到大气中,对周围环境造成严重的影响;侧线抽氨系统频繁发生管线、设备堵塞,仪表失灵;液氨产品质量达不到设计要求等。经过操作改进和技术改造,基本解决了上述问题,初步实现了130 t/h酸性水汽提装置的稳定运行。
1 工艺流程简介
130 t/h酸性水汽提装置简易流程如图1所示。
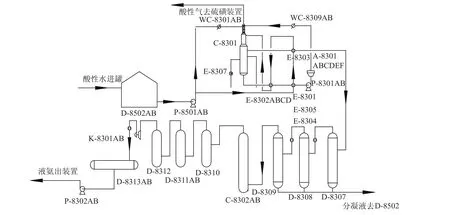
图1 汽提装置简易流程
自上游各装置来的含硫、氨酸性水经过除油、脱气后进入酸性水罐(D-8502A/B),在罐中静置,油水分层后,进一步除油后分两路进入汽提塔:其中一路作为冷料注入汽提塔顶,洗涤冷却;另一路经换热至150℃以上,进入汽提塔的第1层塔盘。塔内酸性水通过塔底重沸器加热,在塔顶抽出酸性气,经分液罐分液后进入硫磺回收装置回收。
酸性水中的氨在汽提作用下,在塔板中逐步上升,遇塔顶及中部冷料被吸收,在塔中部形成氨富集区,从侧线抽出,经三级分凝逐步降温、降压、分水、固硫后,粗氨气进入氨精制系统进一步提纯,生产出合格的液氨产品外送出装置。
塔底净化水与原料水2次换热后,经冷却至50℃以下,送至常减压装置做电脱盐注水用。
2 原因分析
2.1 酸性水罐区域有异味
装置投入运行以来,在酸性水罐区及氨精制区域时常散发出恶臭的气味,对周围的工作环境及工作人员的身体健康带来严重的负面影响。经过分析,发现气味的产生来源于以下几个方面。
2.1.1 酸性水罐顶液压式安全阀
按照设计,酸性水罐的安全保护采用液压式安全阀来实现。从使用的情况看,此液压式安全阀漏油严重(每天需要补油2次)、气体(含硫化氢、氨)直排大气,曾经更换过一次同种型号的安全阀,但问题依然存在,安全阀起跳的频率较高,起跳后部分恶臭气体迅速泄漏到大气中,对环境造成了恶劣影响。
2.1.2 酸性水罐顶呼吸阀
在原设计中,酸性水罐的压力控制采用呼吸阀来实现。从实际使用情况看,在远低于设计压力的情况下,酸性水罐顶呼吸阀频繁起跳,大量含硫化氢、氨的气体散发到大气中,产生恶臭气味。
2.1.3 水封罐
从上游装置来的酸性水中夹带有大量轻烃物质,进入酸性水罐中,压力进一步降低,轻烃类气体闪蒸出来,酸性水罐压力骤然上升,当达到水封罐的起跳压力(1.5 kPa)时,大量的烃类气体夹带部分硫化氢、氨进入尾气吸收塔,大部分硫化氢、氨被贫胺液吸收,残余的硫化氢、氨和烃类通过尾气吸收塔顶放空管线散发到大气中,形成恶臭气味。
2.1.4 酸性水罐压力过高
装置在运行及检修前管线置换过程中,进入酸性水罐中大量气体会导致酸性水罐压力超过设计压力,其来源有3个方面:
(1)氨精制部分检修时,需要排空管线和设备中的气体,这些气体中氨的体积分数相对较高,排进酸性水罐中后,高浓度氨气体不能及时被罐中酸性水完全吸收,剩余部分通过水封罐的常流水散逸至现场。
(2)排空后的设备和管线需要用大量的氮气进行置换,虽然在置换前要求密切注意酸性水罐压力,仍存在水封冲破的现象发生,主要原因是大量压力较高的不凝气体(氮气)进入罐中,气体迅速膨胀,造成酸性水罐压力升高,气体冲破水封后散逸至现场。
(3)在事故状态下,氨精制部分安全阀起跳后的大量的放空氨气,进入罐中也不能及时完全地被罐中的液体吸收,剩余氨气导致酸性水罐压力升高,散逸至现场。
2.2 侧线抽氨系统存在的问题
侧线抽氨系统于2007年12月运行以来,由于设计与操作方面的诸多原因,经常出现问题,严重时必须停车进行处理,同时导致含油污水pH及氨氮指标超标,给污水处理带来较大的压力。
2.2.1 氨精制系统管线堵塞
装置在运行中,富氨气氨冷却器(E-8306)以及三级冷凝冷却器(E-8305)至富氨气氨冷却器(E-8306)之间管线经常堵塞,严重影响了三级分凝系统的操作,曾经在1个月中该部位就堵塞3次,导致装置停车2次,只能用除氧水、蒸汽吹扫、清洗该部分管线中的铵盐,操作人员的工作量和劳动强度偏大。经分析,主要原因有:
(1)液氨蒸发器使用效果不理想。在设计时为了进一步降低侧线气温度,采用了液氨蒸发降温的新技术,通过设置富氨气氨冷却器(E-8306),使侧线气温度冷却到0~10℃。操作中发现侧线气被冷却后流动性明显变差,E-8306采用“U”型管换热器,在管束内容易产生局部低温,造成侧线气在管束中流动性进一步变差或堵塞。
(2)操作人员对侧线抽氨操作缺乏经验,汽提塔中氨的富集区难以掌握,氨富集区偏离抽出口,很容易使大量硫化氢进入侧线系统,加剧铵盐结晶,甚至导致净化水和液氨产品质量不合格。
2.2.2 仪表堵塞失灵
仪表堵塞失灵主要体现在三级分液罐上的压力表、压力变送器、液位计的导压管等部位,堵塞频率比设备、管线更高,主要原因是这些部位管径较细、温度偏低、流速较慢,在上游操作不稳定的情况下,硫化氢进入侧线系统,容易在上述部位造成铵盐的聚积,使仪表系统失灵,氨精制系统瘫痪。
2.2.3 塔、罐排液困难
在装置的运行中,有时发现氨精制塔、各分液罐排液,由于这些设备中的凝液都是低温固硫的残液,很容易在远距离排到酸性水罐的管线中堵塞,又由于排液的抽射器用净化水做动力,净化水中的渣油状物质很容易堵塞管线,无疑加重了管线的堵塞程度。
2.3 液氨质量达不到设计要求
装置开车后1年多时间内,液氨产品质量一直达不到设计要求,油含量偏高、纯度达不到设计指标,常会由于液氨油含量不合格导致液氨不能外送,滞留在液氨罐中,循环置换到酸性水罐中,造成装置能耗偏高,同时酸性水罐中氨的质量分数越来越高,对装置稳定运行也带来不利影响。根据企业总体安排,酸性水液氨拟做丙烯腈装置原料,对液氨产品油含量提出了更高要求。
液氨产品不合格的主要原因是:
(1)原料酸性水带油较多,油随侧线气进入侧线系统,在三级分凝和氨精制系统温度偏高的情况下,油进入液氨产品罐,造成液氨产品油含量超标。
(2)三级分液罐气相进口在液面上方,造成三级分凝系统除油、脱水效果不理想。
(3)氨精制塔降温效果不理想,气相进口虽在正常控制液面下方,但液氨纯度不够,汽化效果较差,使氨精制塔温度一直在20~30℃,脱水效果不好,大量的水进入液氨产品罐,造成液氨产品纯度超标。
(4)操作人员对侧线抽氨系统操作不熟练,在生产有波动的情况下,不能及时做出相应调整。
3 改进措施
根据以上原因分析,在装置停车检修阶段进行了技术改造和操作方法的改进,具体改进措施如下:
(1)在酸性水罐内部,增加氨放空气相分布器,改善酸性水对氨放空气的吸收效果,同时降低了脱气罐D-8501的操作压力,将D-8501的操作压力由0.15 MPa降至0.1 MPa,使轻烃闪蒸更加充分。
(2)对酸性水罐D-8502的压力控制系统进行改造,取消了原有的液压式安全阀和呼吸阀;增加了2台水封罐(起跳压力为2.15 kPa);将原有的2台水封罐水封同步起跳(起跳压力为1.5 kPa)改为分级起跳(起跳压力分别为1.5,1.3 kPa);设置了2台调节阀实现罐顶气的平稳释放,改善溶剂吸收效果;将罐顶气由除臭后直排现场改至硫磺烟囱。改造后的流程如图2所示。
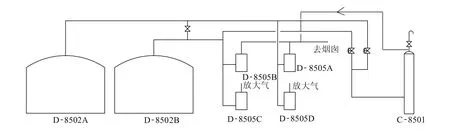
图2 酸性水罐改造流程
(3)强化除油操作,定期进行原料酸性水、三级分液罐的除油作业,并停用使用效果不好的氨蒸发器,增加氨蒸发器跨线。将三级分液罐气相进口改至液面下方,改善三级分凝系统除油、脱水效果,并对三级分凝罐上仪表导压管系统进行改造,增加除氧水、蒸汽、氮气吹扫管线。
(4)增加地下集液罐,将氨精制系统各塔中的凝液集中排放至地下集液罐,再通过三分分凝液管线,将凝液压送到酸性水罐,具体改造流程如图3所示。
(5)优化氨精制塔操作,将氨精制塔正常控制液位由50%提高到80%,改善液氨汽化效果,使氨精制塔操作温度由20~30℃降低至-10℃左右,使氨精制效果大大改善,成品液氨质量大幅提高。
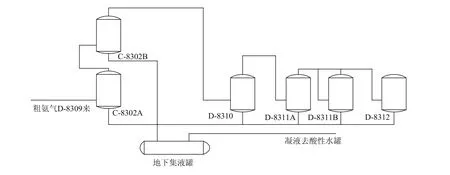
图3 氨精制塔、罐排液改造流程
4 实施效果
(1)经过一系列技术改造和操作优化,酸性水罐区恶臭问题彻底得到解决,酸性水罐的压力控制比较稳定,没有出现冲破水封的现象。
(2)液氨产品质量明显改善,控制指标完全达到设计要求。液氨产品质量改造前后对比见表1所示。

表1 成品液氨改造前后质量指标对比
(3)氨精制操作指标控制平稳、系统运行周期明显延长,氨精制系统根本无法正常运行的问题得到解决,即使在系统波动、仪表失灵的情况下,也可以通过改造的吹扫流程及时对存在问题进行在线处理,使系统迅速恢复正常运行。
(4)经过一系列操作改进和技术改造,酸性水汽提装置运行状况大大改善,初步实现了长周期运行。但目前仍存在一些制约装置稳定运行的不利因素,如原料酸性水带油较多,在净化水空冷器、汽提塔塔盘、净化水系统管线和仪表等部位产生固体沉积物,同时原料酸性水带油对汽提塔系统的正常调节带来不利影响,容易造成H2S进入侧线系统,生成铵盐堵塞设备和仪表,影响装置稳定运行,如何减少原料酸性水中的油含量、实现酸性水汽提装置的稳定运行还需要进一步努力。
Operation Improvement of Acidic Water Stripping Unit and Technological Transformation
Li Qiang
(Petroleum Refinery Division,SINOPEC Shanghai Petrochemical Co.,Ltd.200540)
In view of the problems appearing in operation of acidic water single tower high-pressure side ammonia stripper such as unstable pressure and emission of odor,the causes were analyzed,and corresponding measures for improvement were raised.Through operation improvement and technological transformation,the various problems in early stage of operation were resolved,so that the quality of liquid ammonia products reached designed indexes,and the operation cycle was prolonged obviously.
acidic water stripping,ammonia purification,operation improvement,technological transformation
1674-1099 (2014)04-0026-04
TQ969
A
2014-06-11。
李强,男,1981年出生,2006年毕业于南京工业大学化学工程与工艺专业,现为中国石化上海石油化工股份有限公司炼油部主管师。
猜你喜欢
中国化肥信息(2021年9期)2022-01-19
中国化肥信息(2021年4期)2021-07-22
中国化肥信息(2020年6期)2020-11-20
昆钢科技(2020年6期)2020-03-29
周末·校园文学(2017年35期)2018-02-06
铁道通信信号(2016年7期)2016-06-06
小学阅读指南·低年级版(2016年8期)2016-05-14
小学教学参考(2016年28期)2016-03-04
中国化肥信息(2014年37期)2014-02-27
铁道标准设计(2012年5期)2012-11-27