
日本近代缫丝业的质量控制与组织变迁
2015-10-28 11:09[日]中林真幸
宏观质量研究 2015年3期
[日]+中林真幸
摘要:近代日本与中国在外部环境形势和出口商品结构等方面都有极大的相似性,特别是国际生丝市场两国竞争激烈。法国市场的萎缩和美国市场的扩张给日本生丝出口提供了外部契机,日本缫丝业通过合作完成系统积极生产符合美国市场对于中低价位、质量稳定的生丝的需求,成功地取代了西方贸易商主导质量控制的局面,并开启了品牌和质量内化的历程。面对中国上海等地厂丝的挑战,日本不同类型的企业退出合作社、组建现代工厂、推进器械缫丝,将质量控制和激励全部内在化,在国际市场上继续赢得质量溢价。缫丝业的发展模式成为日本不断重复的通过竞争性出口工业促进经济增长的标准成功范例。
关键词:生丝;质量;组织变迁;开明社;日本
一、引言
1842年鸦片战争清朝战败,被迫签订《中英南京条约》,政府放弃对国际贸易的控制权,还要开放包括上海在内的五个通商口岸。1844年,清政府和西方列国签订一系列条约使强加给中国的自由贸易的法律架构成为定局;这些条约在五个具体方面做出让步,中国不得不允许西方列强享有领事裁判权、单边最惠国待遇并且放松关税自主权等。1844年诸条约中设定的通商口岸制度成为东亚被强加自由贸易的标准范式。受迫于美国的军事存在,日本以1858年与美国签订《日本友好通商条约》为肇始,同样被迫接受了这一体制。恰在此时,法、意等国因受蚕茧微粒子病的困扰,丝绸的生产遭受毁灭性打击,法国的蚕茧产量由1853年的2.6万吨骤降到1856年的0.55万吨,意大利产茧量从19世纪中叶的5万吨减半到1865年的2.6万吨(梅村又次、山本有造,1997)。巨大的生丝缺口刺激了中日两国的生产,而强加的自由贸易又为中国和日本传统缫丝业进入国际市场提供了契机。
从中国出口至欧洲的手织生丝在法国这个欧洲主要的市场上的份额大幅增长,在19世纪80年代中期超过了50%。加上上海地区生产的机织生丝,中国生丝在法国市场上的主导地位一直持续到20世纪20年代。据估算,中国生丝产量从1880年的12000吨增加到1920的16950吨,增长率超过40%。日本传统缫丝产业在德川时代得到发展,曾具有比较优势的潜力(Huber,1971)。1859年日本开启汇入国际贸易新时代之后,生丝成为从横滨通商口岸运输出口到欧洲市场的最重要的商品。但是,此时日本手工丝能作为低等级产品来满足需求,只在法国市场占据一定市场份额,并不能占有国际市场主要份额。19世纪80年代,美国作为一个新兴丝织生产和消费大国崛起,生丝主要生产国中国、意大利、日本等在美国市场开始新的竞争,结果日本缫丝(机缫丝)取代了美国市场上意大利和中国生丝的地位。之后,日本缫丝产业通过向美国出口开始迅猛发展,到二战前生丝一直占据日本出口量的30%左右。20世纪20年代前,日本缫丝占据美国市场份额的80%,世界市场份额的60%(Sugiyama,1988;Crawcour,1988;Federico,1997)。缫丝业不仅是日本取得外汇收入的战略性出口品(西川俊作、阿部武司,1998),还是第一个成功的现代工厂制造产业,其发展更成为近代日本不断重复的模式和第一个成功范例,即通过竞争性出口工业促进经济增长的模式。
质量控制技术和组织中的异质性是19世纪晚期到20世纪早期缫丝业的一个重要特征,市场上的贸易管理也随之不同。在意大利,由地区商会负责的第三方检查保证生丝的质量,中小工厂占据主导。在中国,西方贸易公司的品牌占据主导,这一主导局面从晚清到民国一直未得到根本性改变,这也成为各界相对普遍认为西方从经济上垄断、操纵、侵略中国进而导致中国衰落的重要原因。在日本,尽管西方贸易公司的品牌直至19世纪80年代初都占据出口市场的主导,但从19世纪80年代中期开始,生丝生产商品牌逐渐替代了贸易公司的品牌,并且从建立自有品牌的公司成长为世界丝业巨头。
从市场运行的基本规律来讲,日本丝业突破西方贸易公司控制所带来的优势在于,进口国的市场消费信息可以及时地传导给生产商,即有效地降低了信息不对称程度和交易成本。降低信息不对称有两种有效的修复机制,一是政府特别是贸易协会或商会的第三方认证,二是关系型契约(Nakabayashi,2013)。日本缫丝业发展历程中,第一种修复机制未得到充分发展,第二种修复机制,即以品牌化的方式传递一定质量保证信号招徕回头客的方式,得到成功实施。在这一机制下,买方可能客观地通过观察品牌历史选取卖家的同时,也向卖家提供激励来保证一定的质量从而获取质量溢价(Klein and Leffler, 1981)。了解、控制质量并以最低的成本将这个信号传递给消费者,才能有效地建立一个品牌。在从生产到消费的漫长链条中,多种代理人会参与其中,将成本最小化的代理人可能是贸易商或生产商。日本自开港以后缫丝业随着市场重心的迁移、需求的变化和外部竞争加剧,生丝产品质量控制和品牌化的组织和实施主体和相应的制度也发生变化,经历了从西方贸易商、合作社到现代工厂的三个不同阶段。在这一产业发展历程中,长野县诹访区的缫丝产业成为发展的领头羊。本研究以日本现代缫丝业兴起过程中的重要条件为背景,探讨诹访缫丝产业质量控制和组织变迁的历史演化。
二、外国贸易商对质量控制的主导
1859年开港之后,原本聚集在上海的外商前往日本寻求新的商机,幕府当局实施鼓励和支持政策,日本国内人口也向通商口岸迁徙,以外国商人居留地为中心、以优惠通商政策为保障的条约港经济得到发展。在日本诸条约港中,横滨位于日本东部海岸线的中部,背后依托江户,周边地区盛产蚕丝,地理区位优势明显。1850年前后,欧洲传统的丝绸生产国意大利、法国等蚕病流行,欧洲市场对蚕卵纸、蚕茧和生丝的需求骤增,价格腾贵,西方贸易商开始在中国和日本争相收购蚕纸、生丝等。横滨生丝贸易得到快速发展,其贸易主要方式是丝商买办从传统产丝区的个体生产者或地方商人处收购,转卖给国外洋商,这与中国开港之初的情形较为相似。但总体而言,日本的生丝业已经取得长足发展,但出产的生丝在技术、品种、生产能力和产品质方面仍然比中国同行落后,在国际市场上尚不是中国的对手(王翔,2002)。
1880年代早期之前,日本缫丝生产商都是依靠西方贸易公司查验生丝质量,单个工厂和合作运输协会都没有系统地控制质量。但长野诹访地区于1879年成立名为开明社的协会,成立之初是为了缫丝生产商的合作运输。他们将小型成员工厂生产的各种质量的生丝搜罗起来打包,打包期间每3.75克的生丝插入记录生产者姓名的卡片。然后将产品运输至横滨的委托批发商。批发商将这些寄售品销售给租借区的西方贸易公司。贸易公司在购买之前会先查验生丝,给每3.75克一份的生丝从1到3评定一个等级,购买价格会反映这一等级。批发商将销售收益和等级记录寄回给开明社。之后开明社根据每个成员提交的生丝的数量和等级给他们报酬。贸易公司证明生丝合格并根据质量再次打包,在货物上贴上“商号章”(商标),以自己的品牌出口至意大利和法国等地在纽约市场上,贸易公司的商标称作“商号”,丝织制造商的商标称作“原创品牌”,见Duran(1913),Chittick(1913)。。1879年开明社发给横滨批发商凉平渡村的随货信件,正说明了这一点横滨市开港纪念馆保存的Keiko Oguchi档案。(第一批货物的信件。开明社致凉平渡村,1879年7月19日):
为了对私人生产商售卖给西方贸易公司的生丝进行分类,每2.2t千克单位都有一张卡片嵌入,所以当西方贸易公司检查一二三等级时,请抽出每张卡片并将第一等级的每张卡片捆绑在一起然后封起来,第二和第三等级也是这样,最后请将卡片一起寄回给我们。即便有些生丝被西方贸易公司拒收,也请将其按一二三等分好级回寄给我们。但是如果西方贸易公司没有将生丝分级,我们希望由您来做这项工作,报明第一和第二之间的价格差异,然后回寄给我们。
同年11月4日开明社致凉平渡村的第十一批货物的信件称,其成员制造商希望区分开质量好或质量差的生丝,如果装货时没有一、二、三等的分级,就自然诱发质量下降,并请求尽量将生丝分级分得尽可能细,这样制造商成员也可以努力提高质量。这些信件中显示了这样的信息:第一,生丝分级和质量控制直接相关,质量控制是收入分配的激励,收入分配取决于分级;第二,分级完全由西方贸易公司负责,否则生产商们会请求横滨的批发商去做;第三,生产商没有自己的品牌,无法判断自身生产的生丝质量在市场上如何定价。因此,在这一阶段开明社完全依靠西方贸易公司的检验来进行质量控制和收益分配。
像其他所有商品一样,生丝的价格取决于特征的多维因素,尤其是丝线的匀度和光泽,这些都组成了质量。如果他们依靠西方贸易公司检查质量,缫丝生产商无法知道多维质量矢量的市场对他们生丝的评价。他们只知道支付他们生丝报酬的数额,而非生丝价格矢量对应的质量矢量。由于他们不知道本应追求的生丝质量改进方向,由缫丝生产商确定生丝质量的做法会使成本高昂而且充满风险。另外一个更深层的问题是贸易公司的“商号”,质量检验和质量保证之下产生的质量溢价,归属于西方贸易公司。
通过建立品牌,卖家可以获取关于质量边际提高带来价格边际增加的信息,还可以赚取一定质量保证的质量溢价。因此,代理商必须有必要的信息和激励去提高并确保质量(Thomas, 1995)。这个案例中的这种代理商正是西方贸易公司。身处腹地的生产商因缺少信息和刺激机制,无法在纽约价格函数的指导下朝正确的方向提高质量。这就是开明社及其下属的生产商1884年之前所面临的处境。
三、生产商合作复缫阶段的质量控制
1882年法国经济大萧条,日本丝绸生产商在法国市场遭遇了衰退。这次衰退导致开明社亏损,于是他们试图将出口对象改为美国丝织市场。对原先向法国出口的供应商来说,将市场突然转换至美国并不简单,因为不同国家的市场对生丝需求存在很大差异。里昂市场手织商品仍旧占据主要地位,以低产量和多样性为特征,对不同类型生丝的需求一直持续到20世纪初(Rawlley,1919;Duran,1913;Shober,1930;Federico,1994;Federico,1997)。另一方面,在美国,19世纪70年代末起捻丝和织造的机器化发展迅猛,尤其是满足大众消费的中低等级织物的生产方面。最重要的是,随着动力织机的引入,织造的工作从一架手摇纺织机的谨慎操作转换为对数架织机的管理。此外,这对妇女和儿童劳动力的依赖性也很强 19世纪70年代至20世纪20年代,美国丝业中女工的比例超过50%。请参阅Federico,1994。。美国的机器化引发了对质量稳定、旦尼尔系数均匀、可大量生产运输的生丝——也就是使用现代工业生产方法生产的生丝的需求旦尼尔是一个用来衡量生丝的重量单位。里昂旦尼尔是476米除以0.05311克。,换句话说,只有能生产具有这种特性的丝线的生产商,才能在美国市场上占有一席之地。
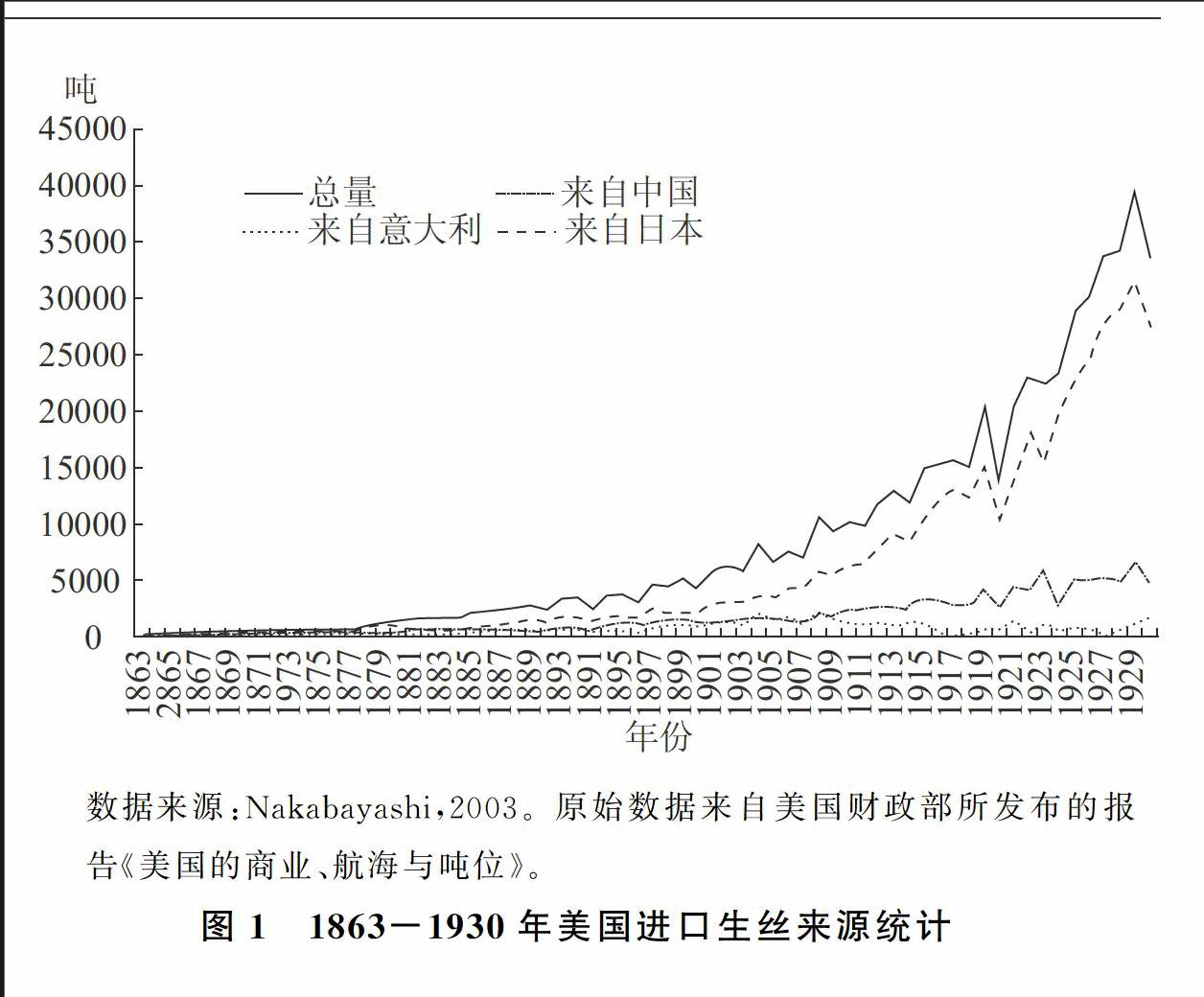
许多日本缫丝制造商将销往法国的10-12或11-13旦尼尔的生丝,改成符合美国需求的13-15旦尼尔生丝,诹访缫丝制造商更是迅速增加了向美国市场出口的数量。向美国市场出口要求生产商要符合这个市场所要求的更高标准丝线均匀度,但在横滨多数贸易程序依旧如初:生丝由西方贸易公司检查、分级、定价,之后以贸易公司的品牌出口到美国,这在纽约市场上被称为“私人品牌”(Duran,1913)。19世纪80年代早期,在美国市场日本缫丝一直处于意大利丝的下风(见图1),尤其是在旦尼尔匀度方面 “意大利丝绸和日本丝绸的竞争十分激烈;1881年下半年的丝绸交易中,前者纺纱和生产的成本很低”,见《截至1881年12月31日半年以来的生丝贸易》,《日本每周邮报》,1882年2月4日。当纤度不均匀时,纺纱[捻丝]的成本上升。。如果日本缫丝制造商忽略生产过程中的创新需求,继续生产运输不均匀的生丝,他们将无法在美国市场上保持压倒性的优势早在1882年下半年,美国织工就声称日本生丝纤度不统一。见Doshin Kaisha公司年报No.2,1883。。
19世纪80年代,日本工厂由于资金的限制,只装备了几十个缫丝锅,生产之初的产量尚达不到美国市场需求量的平均水平。因此,诹访丝绸生产商协会开明社引进复缫体系,并于1884年建立了合作完成系统这一创新组织。合作完成程序由合作复缫和合作检验组成。合作复缫是群马县的传统缫丝农民为试图进入美国市场而在19世纪70年代所引入的一次实践见Takashi Kato、Yasuo Sakata和Norio Akitani编的《日美丝绸贸易史料I》文档1,东京,1987;Federico 1997。。从字面上讲,复缫是指每个茧缫丝后再次缫丝,从而使生丝干燥缫丝工序是从煮过的蚕茧中抽丝并缠绕的工序之一。在意大利,丝卷可以从卷轴上取下然后被立即出口,日本的高湿度水平提高了一次织成的丝线互相粘连的可能。因此,为了干燥和整修,日本生丝必须再次在一个附加的、更大的卷轴上再缫。。复缫之后,各工厂和公司的生丝一起被装运。通过合作复缫和装运,小型制造商可以在同一批货中运货量扩大且生丝更加均匀。
开明社的成员生产商理所当然地将工厂的业绩传递给负责每一卷生丝生产缫丝工中间去。检验员将丝线抽样来测量旦尼尔(纤度)。每捆的重量和丝线的旦尼尔都要被测量并记入记录卡。然后这一捆生丝要进行最终的质量检查,根据旦尼尔均匀性、光泽和丝线稳定性被分级成一二三等或不合格,再被装箱贴上该等级的标签,然后运输到横滨的一个批发商那里。批发商用电报给开明社传递市场信息,再接收开明社回复的销售订单。另一方面,记录卡被寄回到开明社的会计人员那里,他们会在“生丝详细记录”部分在负责缫丝工人的名字下录入日期、旦尼尔、质量和数量。“生丝详细记录”会被传递给一个巡视员,该巡视员将信息传递给每一个女性职工所在部门的旦尼尔记载书中(见图2)。
“生丝详细记录”和“旦尼尔记载书” 每天会录入各个工厂每个工人的生产绩效,这成为控制各个生产商激励的手段,通过规定必要信息来提高质量。生丝销售后,根据开明社的检察员记录的等级进行销售收入分配。所以,他们认定的质量越好,生产商收到的货款就越多。巡视员通过传递质量信息并积累进“生丝详细记录”来引导工厂。通过“生丝详细记录”基础上的引导,生产商了解关于需要提高质量的各个术语的信息。
成员缫丝生产商因此得到了质量控制的财政激励和有关质量的具体信息。在这种体制下,提高质量使生产商得到更多收入成为可能。这也使得成员生产商维持质量水平与合作缫丝巡视员所提出的建议激励相容,巡视员传递的信息要满足市场需求的质量控制的成本已经没那么高了,而且提高质量会得到优先检验、优先装运和优先取得收入分配的激励。开明社将一部分市场定价功能合并进这一组织之中。
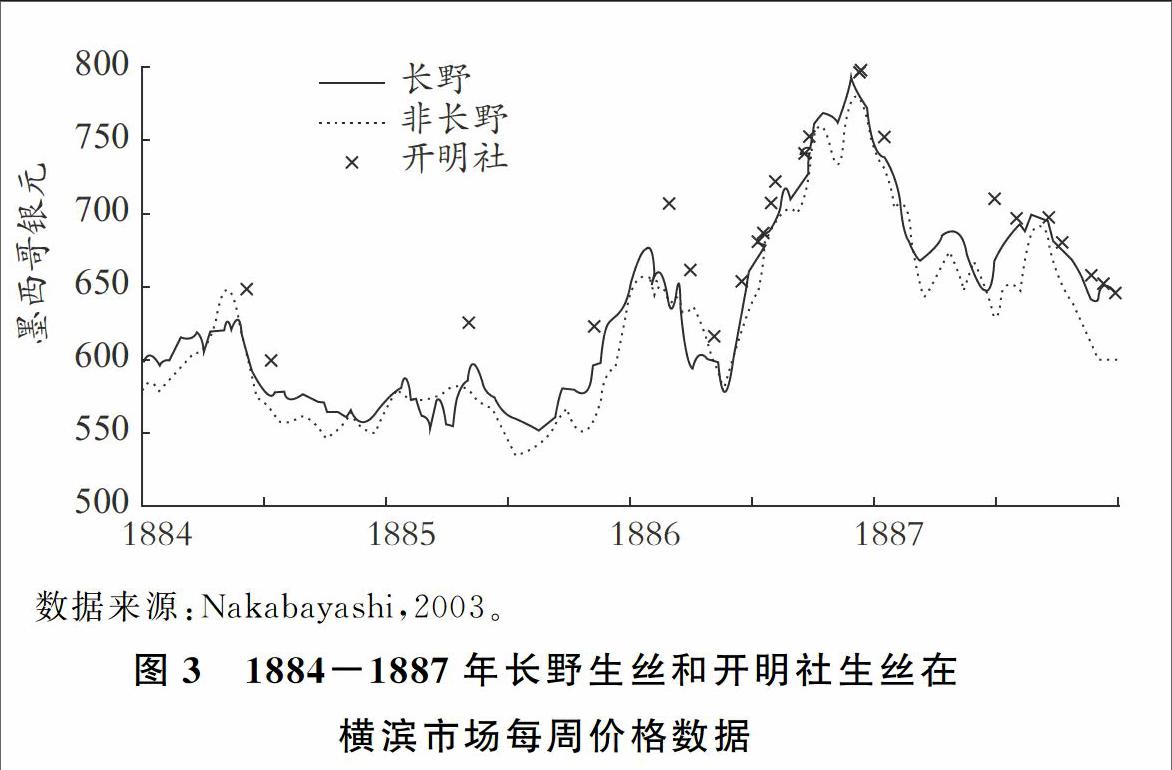
为了激励生产商提高生产效率,产品被准确估价并在最终销售时得到一个较高的合理定价是必要的。而且为了向生产商提供提高质量的激励,质量溢价不该属于贸易公司或者批发商,而该归生产商所得。由缫丝生产商商标来证明质量是实现这种组织协作的一个机制。开明社在其1884年规章里设定了其商标设计,并在1888年规章里进一步规定了品牌质量的严格控制。生丝被分为三类:第一类是最好的,被认为是开明社牌,该品牌下还有三个编号的类别。第二类在Soseigumi品牌下销售。第三类,只在国内市场销售,没有专门的品牌。根据1888年协议,开明社共有70%的产量被定为是开明社一级品牌(Nakabayashi,2003)。到19世纪80年代晚期,横滨的贸易公司开始接收纽约指定开明社品牌的订单。1880年代末开明社品牌似乎已经被纽约市场信赖,从1884年开始该品牌赚取质量溢价,其合作成员工厂发展迅速 1884年后信州(长野县的古称——译者注)缫丝格外被喜爱。“(1884年)七月中,信州丝绸有些流行起来,被证明品质优良。绞的价格持续下降,缫丝却毫无疑问走势很好,其优良品质明显让他们成为美国市场的主要偏爱”,《日本丝绸贸易》,取自《Messrs. Griffin & Co.(横滨的贸易公司)的半年期丝绸报告》,《日本每周邮报》,1885年4月18日。1884年诹访有1624个缫丝锅,其中691个都隶属于开明社。1890年有1310个缫丝锅隶属于开明社。。在此期间,横滨市场开明社生丝销售价格高于长野其他地区的价格,也高于长野图21884年后开明社生丝再缫和检验体系以外其他地区价格(见图3)。获得质量溢价的缫丝制造商有激励动力去维持其品牌理应保证的质量,这一实践被其他合作社效仿。一个典型的例子是诹访的一个合作社,Kyoryoskusha和1885年由Kyoryoskusha改名而来的 Kairyosha。Kyoryoskusha是一个合作装运组织。1885年,其成员生产商复制了开明社的方法并将自己的品牌名改为Kairyosha。虽然规模小了点,Kairyosha后来和开明社品牌一样成功地获得了质量溢价。
最初是诹访的丝绸生产商,后来在日本更广大的地区也随之采用复缫技术。一旦合作复缫被证明有利于生产适合美国市场需求的那种均匀生丝,机缫生产商也忙不迭开始采用这项实践。的确,这种合作从技术层面上有助于提高丝线的均匀性大部分是因为,在19世纪80年代,工厂规模都太小而不能保持大量生产时的质量统一。还有一部分原因是因为当时还有一些工厂仍然使用手摇缫丝机器,这种机器不易于保持生产均匀丝线必需的恒速。为部分消除这一问题,复摇轮通常由水力操作。1892年,开明社一共有20个成员工厂和1590个缫丝锅。同年,8家工厂共328个缫丝锅是手动的。见Noshomusho Nomukyoku,《日本缫丝工厂第一次调查报告》,1895年。。因此,合作复缫的进步并不是技术上的突破,这种进步更多是组织上的,尤其是在检验过程和与合作检验结果与收入分配严格关联起来的时候,横滨市场每周价格数据他们随后成功的一个重要原因就是这一技术优势。赢得溢价导致开明社成员生产商数量加速增长。缫丝工人操作缫丝锅的数量,从19世纪80年代中期到90年代初迅速增长。随着其他缫丝生产商追随开明社的足迹,到19世纪80年代末,美国市场上的日本份额超过了50%。认识到其在美国市场上份额的增长是因为始终如一地提供有保证的质量,已经获取质量溢价的缫丝生产商有足够的激励去保证其品牌更高的质量“在缫丝和复缫方面,一些有名望的生产商能产出优质的丝绸;而其他品牌尤其是那些中等品牌的丝绸,还是像从前那样不均匀、质量不可靠”,《日本丝绸贸易》,取自《Messrs. Griffin & Co.(横滨的贸易公司)的半年期丝绸报告》,《日本每周邮报》,1884年1月19日。另外,丝织生产商愿意为可信的“原创商标”支付质量“溢价”是真实的商务实践,见Duran,1913。。从此,随着这种生产模式的迅速成功,开明社的组织成为日本现代缫丝业发展的一个标准。
四、现代工厂的质量控制与激励阶段
19世纪90年代中期,随着越来越多的相互竞争的缫丝生产商想获更多个体激励时,日本生丝的许多品牌变得混乱美国关税委员会,《阔幅绸缎生产和关税》,1926年。。多数生产商以永久获得质量溢价为目的,少数生产商只打算通过欺骗买家、贴着高品质商标销售低质丝绸来获取短期利益。几项研究已经强调,一些日本缫丝品牌是不被信任的,而且贸易公司或批发商也要参与质量控制(Ishii,1972; Federico,1997)。尽管这一研究描述的是19世纪80年代早期的情况,它并不适用于80年代中期之后的领头缫丝制造商。不过总体来说,在诹访基础上的商业模式引导的主流缫丝生产商,对他们的品牌将领导日本缫丝业的进一步发展保持着足够的信心:
诹访缫丝生产商的既有组织完全不可能专门生产高品质生丝……,即使你花费任何必要的成本自己生产高品质生丝再将其运送至合作复缫工厂,打包后和低质生丝混在一起,你得不到任何应得的效果……,所以,如果你试图独自生产高品质生丝,你绝对需要自己仔细地挑选蚕茧,……,小心地复缫,严格地检查断线、纤度和光泽,还要小心地选择开水《诹访缫丝生产商经历的故事》,《信浓毎日新闻》,1895年12月1日。。
在19世纪80年代后期,诹访缫丝生产商的资金限制因他们获得的大量利润而得到缓解。此外,质量的最佳规模取决于生产商提高质量的效率。高质量生产比低质量生产的成本要高,而成本增加的多少取决于生产者效率的高低。因此,对一个效率不高的生产者而言,高质量生产可能不意味着利益的最大化。换句话说,开明社的这种组织向那些低效率工厂提供的激励十分之小。实际上,它会驱逐那些质量上达不到开明社平均水平、生产力达不到开明社平均水平80%的成员工厂(《开明社章程》第7条,1884)。成员资格的可持续对质量控制也很重要:19世纪90年代晚期之前,开明社还一直拥有大多数的创始成员。与此相对照的是,只有流动成员的协会即便引入了合作复缫,也无法很好地控制质量(Nakabayashi,2003)。因此,随着成员工厂在质量方面两极分化趋势的增强,质量目标的次优选择带来的效率丧失的问题变得严重。开明社成员生产商增加差异化的现象确实存在。开明社在19世纪90年代早期迅速发展,规模的变动也增长。
另一方面,19世纪90年代,美国生丝市场日本份额有所下降。特别是在1893年至1896年间的经济衰退(Scranton,1989)所引起的美国纺织业的停滞时期,许多生产大众消费的中低级织物的纺织公司将他们的经丝(一种制为经线的捻线)从日本缫丝换为上海缫丝见Federico (1997) 来自美国丝绸协会主席B. Richardson的一篇报告,《日本养蚕业协会期刊》,No.19,1894年1月;《横滨Kiito Gomei Kaisha纽约分行的报告(表)》,29,1894年11月;32,1895年2月;No.44,1896年2月,45,46, 1896年4月。。并且美国丝织业广泛使用捻丝机和动力织机,机器的使用和生产速度的提高意味着生产率和丝制品质量的提升。每台织机阔幅绸缎的年产量从1890年的197471码增长到1899年的251001码。这导致丝织物的真实价格降低,在19世纪90年代成为越来越流行的大众消费品见Kumasaburo Tanabe,《丝绸价格上升的原因和丝织物在美国的流行》,《汉方(官方公报)》,2936,1893年4月17日。。同期,尤其是1893年之后停滞的那几年,在中低级布料的生产中,熟练技能男性工人被生疏技能女性工人代替的现象在美国丝织业的中低级织物生产中进一步发展。这种条件下需求的生丝,首先要有均匀的纤度,因为这样的生丝能适应动力织机的高速操作,使高生产率成为可能。中低级和高级织物都需要均匀纤度的生丝作经线见Iwajiro Honda的报告,Dai Nihon sanshi kaiho, No.52, 1896年10月。 如果经纱不均匀,会在织机中缠在一起,工人必须停下织机将丝线去除。另外,织机需要由熟练的男工调整。见Chittick (1913) 《阔幅绸缎制造商和关税》,51;《美国妇女儿童工资劳动者状况报告,卷4:丝绸产业》,34;Matsui (1930)。。这实际要求生丝需要有更高的产量,更高的劳动效率,并且在大规模批量生产的同时还应确保丝线质量的均匀和稳定。
产自上海的缫丝适应了美国市场的新需求。上海的机器缫丝工厂肇始于19世纪80年代的西方投资,90年代间迅速成长。平均每个工厂配备有150-500个缫丝锅,缫丝机都由蒸汽驱动。所以,从质量的稳定性和纤度的均匀性来说 见Umon Nishikido,《中国的蚕业和缫丝》,1987;Li,1981。1922年开明社的成员工厂数量是22家,其中15家装备的缫丝锅不到100个。,它们生产的缫丝优于日本产品。另一方面,19世纪80年代到90年代,西方贸易公司在上海建立了装备有150-500个缫丝锅的大型工厂见Nishikido (1897)和Li (1981)。。鉴于中国缫丝的丝线比其日本竞争者的更加均匀,美国丝织生产商在加捻生丝方面替换了日本缫丝而选用上海缫丝。美国市场上日本份额的停滞使日本清楚地感受到中国生丝替代的威胁。这次替代还表现在横滨市场上开明社品牌质量溢价的减少。在19世纪90年代中期,属于开明社和其他长野县品牌的质量溢价减少,直至消失(见图3)。
为了重新得到失去的市场,诹访的缫丝制造商必须重组生丝产业。第一,将生产过程转入更大的工厂是必要的,这样缫丝和复缫可以连续操作。换句话说,合作复缫协会(图2)建成的质量控制系统必须被取代,继之以整体内化进每个公司的生产体系的质量控制流程。因此在19世纪90年代中期,领先的生产商在合作社之外建立起装备了几百到一千个缫丝锅的大型工厂。早在1894年,开明社成员片仓和小泽就建立了拥有200-300个缫丝锅的独立大工厂。片仓后来增加了他的工厂,独立进行质量控制,每一个都用不同的品牌名出口产品,慢慢成长为世界最大的缫丝产业组合。1897年,同是开明社成员的三个小型缫丝制造商长尾口川上(Otojiro Oguchi)、桥爪宇之吉(Unokichi Hashizume)和横内玄卫门(Genemon Yokouchi)理解组织改革的必要性,他们退出了开明社,共同组成一个公司并建立一个装备400个缫丝锅的冈谷丝织公司Otojiro Oguchi备忘录,1903年。“Hashizume档案”,存于冈谷丝绸博物馆。。为达成由一个综合管理下经营的“更大的工厂”的“原材料、开水和管理的标准化”, 1899年这个工厂扩张到装备了794个缫丝锅,20世纪初超过了1000个。1900年代,冈谷是最大的一枝独秀的工厂,其产品以同一个品牌名称出口。1903年,冈谷公司的会长尾口川上(Otojiro Oguchi)阐述了公司的创办目标和成就:
过去,我们缫丝制造商在各自的工厂生产生丝再集中至合作复缫地点。我们检验生丝,贴上一样的商标,再合作销售。但是,这些生丝丝线只是样子上一样罢了,实质上它们不可能一样……。于是,外国织工总是抱怨。1897年,我们成立了一家大工厂,将所有原材料、煮茧的水和监管都标准化……从此我们一直生产持续优质的高级生丝,我们的产品获得国外买家越来越高的评价。美国丝织厂经常下订单……点名要我们冈谷公司的产品(Hiramoto,1985a)。
冈谷公司在其大规模工厂成功生产了统一、高水平的产品,20世纪初,其品牌“白鸡”在横滨市场上被公认为是 “信州No.1”分级的标准品牌,在纽约市场上作为“日本No.1”分级《生丝的分级》,《美国丝绸杂志》,No.7,1908年7月。。(Chittick,1913, Duran,1913;Hirano-son,1932;Nakabayashi,2003) 也就是说,和“冈谷白鸡”牌质量相同的生丝在横滨和纽约都被认为是“No.1”牌。美国丝绸协会在1908年正式承认“冈谷白鸡”是分级的标准。见《生丝的分级》,《美国丝绸杂志》,1919。 “No.1”牌曾是美国市场上中低级织物需求量最大的。。这样大型的独立工厂的一个重要优势还是技术上的。均匀丝线缫成的生丝的生产需要来自动力绕线轮的恒速、锅炉蒸气的恒温以及高昂固定成本的工厂投入缫丝工艺包括在蒸汽里煮蚕茧。。另一个优势是组织层面的和技术上质量的最优目标一样,两者都与退出合作复缫有关。效仿片仓和冈谷公司创始人的范例,诹访的缫丝制造商一个接一个从合作复缫协会退出,建立他们自己的拥有复缫设备的大规模工厂。因此到大约1900年之前,诹访的缫丝工厂平均每家有超过100个缫丝锅。19世纪90年代后期有许多缫丝制造商破产,那些存活下来者在其大工厂里进行从摇纱到复缫的连贯性生产,产出规格统一的生丝,并创建自身的独立品牌(Hiramoto,1985; Takamura,1995; Nakabayashi,2003)。诹访大规模工厂生产的“日本No.1”牌缫丝,在光泽和弹性方面都不如日本其他区生产的 “日本特级”牌和 “意大利特级”牌。从这两点上看,“日本No.1”并不是高级缫丝(Ishii,1972; Federico,1997),但它均匀统一且价格低廉,适合织造美国大众消费的中低级织物。不过,这却是1875年到1925年间的50年里世界上最盈利的市场。诹访缫丝业使自身适应美国市场,并扩大了这个市场。
伴随从合作社到独立大工厂的过渡的组织上的重要变化之一,是检验过程的内化和个体品牌的建立。如果属于一个协会的所有工厂的效率水平是相同的,质量的最优水平,也就是能使他们的利益最大化的质量水平,也是相同的。但是,如果工厂之间的效率水平不同,质量的最优水平本身也会不同。当需要更高水平的质量时,这种效率差异会是最显著的,正如任何拥有较低效率工厂的合作社会将损失强加给其更有效率的工厂。在这种情况下,一个更大且更有效率的生产商如果退出协会,将检查过程合并进自己的工厂并建立自己的品牌,会更加盈利。这就是19世纪90年代晚期到20世纪初,大型独立工厂在纽约市场上建立信赖的品牌“原创品牌”的动力机制。
随着这个组织上的改变,缫丝生产商逐渐获得纽约市场上的多维质量矢量,并更有效率地将其和缫丝操作联系起来。的确,这个学习过程成为日本超过上海缫丝的发展优势之一。20世纪初,当日本缫丝生产开始再次发展并扩大其在美国市场上的份额时,上海缫丝业发展陷入停滞。在一些研究中已经指明引发停滞的原因,包括极其昂贵的法国设备、低效劳动率和金融市场等引起的生产成本的提高(Sota,1994)。此外,我们还需考虑组织的问题。总体来讲,上海丝织公司的经营者和所有者不是同一批人。通常是经营者与所有者签约租赁一个工厂及其品牌,租期一年。经营者并不持有某一工厂的长期契约,他们对设备改进也不感兴趣。因此,这个工厂的商标无法保证稳定的质量(Li,1981;Eng,1986;Furuta,1988) 许多种不足是错误的缫丝方法造成的,而一些缺陷是劣质的蚕茧造成的。。上海只有极少数的工厂拥有通过建立可识别的品牌来获得质量溢价的激励结构。尽管Federico批判这一观点,认为还是有一些上海缫丝是优质的(Federico,1997),重点问题是倾向于品牌强化的管理理念是否占据主导。相反的是,诹访的缫丝生产商有强烈的激励来保持长期利润,并利用从其自有品牌价格中获取的信息来优化控制生产过程,保持品牌和质量溢价的管理导向占有支配地位。于是,日本在美国市场上的份额在1900年以后能够再次增加(Federico,1997; Nakabayashi,2003)。
信息获取从合作社向生产制造商的转移引起雇佣工人工资体系的巨变。从19世纪80年代晚期,诹访缫丝生产商已经采用相对工资体系,工人的工资由工人间的相对评估决定,即工人年绩效的绝对值减去工厂全部女工的平均值等于该工人绩效的相对值。这个相对值决定了她的基本工资,年底一次结清。开明社建立的质量控制体系依赖于各工人劳动效率的每日计算,允许基于事后估计的相对工资体系的采用。19世纪80年代末,一种运用劳动生产力和物质生产力(生丝的产出量 / 蚕茧的投入量)的相对评价的工资体系在诹访缫丝业内普遍推广(Nakabayashi,2003)。这个相对工资体系能够通过减小信息传递过程中产生评价误差的可能来给予工人激励。它还能借扩大工资分发的偏度给格外优秀的工人以强激励,使其获得相对高的工资(Rosen,1988;Holmstrom,1982)。
但是19世纪90年代晚期,随着生产和检验的分离,公司却几乎只局限于劳动生产率的定量测量,可行性和成本等方面的限制使得各个工厂只进行这一方面的监管。在多维生产情况下缺少监督,投机行为会驱使工人以牺牲产品质量为代价来提高劳动生产率。为了避免这样的多任务道德危机,诹访的缫丝制造商构造了一个同时控制多维任务的激励体制(Holmstrom and Milgrom,1991;Nakayabashi,2003)。无论如何,合作复缫工厂还收集了包括已缫生丝质量等在内的绩效信息。
随着大型独立工厂的建立,这些信息逐渐由个体工厂收集。所以在1890年代后期,大生产商引进一种新的工资体系。这种新的工资体系利用一个四维的工资函数,由劳动生产率、材料生产率、丝线均匀性和丝线光泽这四个独立变量构成。通过这个工资函数诱发激励,工人从本质上同时通过自身收益最大化的同时实现了了工厂利润的最大化。的确,在当时这种工资函数下工人劳动矢量得到更好协调(Nakabayashi,2006)。这一工资体系经过运行实践后变得越来越周密。20世纪前10年,一个同时控制质量和劳动生产力的激励体系得以建立。利用这个“高能激励”(Williamson,1985),诹访的缫丝制造商成功地将工人的劳动力最优化(Nakabayashi,2003)。因此,将市场定价整合进生产组织的做法全面呈现了工人个体在生产操作的劳动水平,借此操作工人将自市场的流线型信息流被组织起来,通过将检验过程的信息反馈给生产过程,给市场上的品牌定价,进而20世纪初工厂操作工人提供多维激励。
五、结论
通过开港之后长野诹访地区生丝业的发展及其质量控制的历程分析,我们可以看出,日本生丝业的质量控制和组织变迁经历了三个不同的发展阶段。1880年代初之前,日本生丝的国际贸易是由西方贸易商主导的,他们在横滨生丝输出港进行检验和分级工作并将这些质量信息通过委托批发商间接地反馈给生产商,生产商无力从事该方面的工作,也无法从信息中获取质量溢价。1880 年代中期以后,为应对法国等传统欧洲市场的萧条,特别是对美国这一新兴市场对大批量、廉价且质量稳定生丝的需求,早期成立的以合作运输为目的的合作社开始调整职能,致力于整合成员工厂,以合作社为实施主体推广复缫技术。这提高了日本生丝的质量水平并初步建立了受到美国市场普遍认可的品牌,导致生丝检验和等级评定的职能从西方贸易商手转移到日本厂商手中。随着质量差异化品牌的建立,协会可以获取多维价格函数的信息,还可以通过收入分配用这些信息控制成员生产商的激励。
19世纪90年代中期,以合作社为主体的合作复缫导致内部质量的分化,品牌变得混乱,造成市场认知的困扰。与此同时,美国制丝业普遍使用丝机和动力织机,生产效率的降低导致成本和价格的降低以及消费需求量的扩大,这就需要数量更多、质量更加稳定的生丝作为原料。中国上海等地区所设立的器械缫丝厂符合了美国市场的需求,给日本丝业以极大的压力。在这三重作用力下,日本的缫丝业生产组织再次发生变迁,他们开始退出合作社,实力较大的工厂谋求扩大生产规模,较小的厂商则通过彼此联合实现扩大生产规模。生丝质量检验过程再次融合进个体工厂,各个工厂的品牌建立起来。生产商利用从他们自己品牌从市场获取的多维价格函数信息,直接通过多维工资函数来控制工人的激励。在这一点上,外国出口市场上要求的、由多维价格函数体现的多维质量矢量,有效地和工厂工人的激励关联起来。这种组织上的变化使日本缫丝业的优势彰显无遗。随着在20世纪第一个十年中成长期的开始,美国市场上的日本份额持续增长到20世纪20年代末。
参考文献:
[1]梅村又次、山本有造,1997:《日本经济史之三: 开港与维新》,三联书店。
[2]王翔,2002:《中日丝绸业近代化比较研究》,河北人民出版社。
[3]西川俊作、阿部武司,1998:《日本经济史之五: 产业化的时代(下)》, 三联书店。
[4]Chittick, James, 1913, Silk Manufacturing and its Problems, New York: James Chittick.
[5]Crawcour, S. E., 1988, “Industrialization and Technological Change, 1885-1920”, Duus, Peter (ed.), The Cambridge History of Japan Vol. 6.
[6]Duran, L., 1913, Raw Silk: A Practical Hand-book for the Buyer.
[7]Eng, R. Y., 1986, Economic Imperialism to China: Silk Production and Exports 1861-1932.
[8]Federico, G., 1994, Il filo d'oro: L'industria Mondiale delta Seta dalla Restaurazione alla Grande Cris.
[9]Federico, G., 1997, An Economic History of the Silk Industry 1830-1930.
[10]Furuta, Kazuko, 1988, “Technology Transfer and Local Adaptation: the Case of Silk Reeling in Modern East Asia”, Unpublished Ph. D. dissertation, Princeton University.
[11]Hiramoto, Atsushi, 1985a, “Gōshi Okaya Seishi Kaisha no seiritsu”,The Establishment of Okays Silk Reeling Co., Kenkyū Nenpō Keizaigaku, Tōhoku University, 47-2, pp. 41-5.
[12]Hiramoto, Atsushi, 1985b, “Gōshi Okays Seishi Kaisha no shihon chikuseki”,Capital accumulation of Okays Silk Reeling Co., Kenkyū Nenpō Keizaigaku, Tōhoku University, 47-3, pp.1-21.
[13]Hirano-son, 1932, Hirano Son Shi History of Hirano Village.
[14]Holmstrom, B., 1982, “Moral hazard in teams”, The Bell Journal of Economics, 13-2, pp. 324-40.
[15]Holstrom, B. and Milgrom, P., 1991, “Multitask Principal-agent Analysis: Incentive Contracts, Asset Ownership, and Job Design”, The Journal of Law, Economics and Organization, 7-sp, pp.24-52.
[16]Huber, J. R., 1971, “Effect on Prices of Japan's Entry into World Commerce After 1858”, Journal of Political Economy 79-3, pp.614-28.
[17]Ishii, Kanji, 1972, Nihon-Sanshigyō-Shi-Bunseki.
[18]Jin-Hai Li, Alistair R. Anderson, Richard T. Harrison, 2003, “Total Quality Management Principles and Practices in China”, International Journal of Quality & Reliability Management, Vol.20, pp.1026-1050.
[19]Klein, B., and Leffler, K. B., 1981, “The Role of Market Forces in Assuring Contractual Performance”, Journal of Political Economy 89-4, pp. 615-41.
[20]Li, L. M., 1981, China's Silk Trade: Traditional Industry in the Modern World 1842-1937.
[21]Nakabayahi, Masaki, 2003, Kindai-Shihonshugi no Soshiki: Seishigyō no Hatten ni okeru Torihiki no Tōchi to Seisan no Kōzō.
[22]Nakabayahi, Masaki, 2006, “The Rise of a Factory Industry: Silk Reeling in Suwa District,” in Masayuki Tanimoto, ed., The Role of Traditional Factors in Japanese Industrialisation 1880-1920, Oxford: Oxford University Press, pp. 183-216.
[23]Nakabayahi, Masaki, 2013, “Price, Quality, and Organization: Branding in the Japanese Silk-reeling Industry,” ISS Discussion Paper Series, F-160, Institute of Social Science, The University of Tokyo.
[24]Rawlley, R. C, 1919, The Silk Industry and Trade.
[25]Rosen, S., 1974, “Hedonic Prices and Implicit Markets: Product Differentiation in Pure Competition”, Journal of Political Economy, 82-1, pp. 34-55.
[26]Scranton, P, 1989, Figured Tapestry: Production, Markets, and Power in Philadelphia Textiles, pp.1885-1941.
[27]Shober, J., 1930, Silk and the Silk Industry.
[28]Sota, Saburō, 1994, Chūgoku-Kindai-Seishigyō-Shi no Kenyū.
[29]Sugiyama, Shinya, 1988, Japan's Industrialization in the World Economy 1859-1899: Export Trade and Overseas Competition.
[30]Takamura, Naosuke, 1995, Saihakken Meiji no Keizai The Economy in the Meiji Era: a Rivision.
[31]Thomas, Louis A., 1995, “Brand Capital and Incumbent Firs Positions in Evolving markets,” The Review of Economics and Statistics, Aug, 77 (3), pp. 522-534.
[32]Williamson, O. E., 1985, The Economic Institutions of Capitalism.
Quality Control and Organizational Change of Japanese
Modern Silk-Reeling Industry:
A Case Study of Silk-Reeling in Suwa, Nagano
Masaki Nakabayashi
(Institute of Social Science, University of Tokyo)
Abstract:Modern Japan and China shared great similarity in the aspects of external environment and export commodity structure, and particularly fierce competition arose between the two countries on the international market. The contraction of the French market together with the expansion of the American one provided external opportunity for the export of Japanese raw silk, while Japanese silk-reeling industry actively produced the raw silk of low-and middle-price and stable quality which met the requirement of the American market through cooperative nishing system. The internalization of brand and quality thus replaced the previous situation where quality control was dominated by western traders. Facing the challenge from the Chinese latures produced in Shanghai, different types of enterprises in Japan dropped out of the cooperatives, established modern factories and promoted machine-reeled raw silk, internalizing both quality control and incentive, thereby earned quality premium on the international market. The development mode of silk-reeling industry serves as a standard successful example for Japan to repeatedly boost economy through competitive export industries.
Key Words:Raw Silk; Quality; Organizational Change; Kaimeisha; Japan
责任编辑汪晓清
猜你喜欢
初中生学习指导·中考版(2022年4期)2022-05-12
中华手工(2021年2期)2021-09-15
作文周刊·小学二年级版(2021年20期)2021-08-10
新高考·英语进阶(高二高三)(2016年1期)2016-03-05
Coco薇(2015年12期)2015-12-10
中学生数理化·七年级数学人教版(2014年6期)2014-09-18
海外英语(2013年1期)2013-08-27
环球时报(2009-09-17)2009-09-17
环球时报(2009-02-18)2009-02-18
