
基于V E R I C U T软件对程序切削参数的优化
2015-11-09 08:29王晓升胡冠杰
机械工程师 2015年3期
王晓升, 胡冠杰
(1中航工业郑州飞机装备有限责任公司,郑州 450005;2中国人民解放军驻124厂军事代表室,郑州 450005)
0 引言
切削参数包括切削速度、进给量及切深,它们对加工质量及效率有着较大的影响。这3项参数不仅影响刀具寿命,同时影响机床的功率消耗。例如:切削速度高,刀具磨损严重,零件加工表面质量差;切削速度低,加工过程中易产生积屑瘤,走刀时间长。
在数控程序编制过程中,编程人员无法确定刀具每一步的切削量,一般按照加工经验给定进给速度。实际操作人员不得不根据现场加工状况,临时调整切削速度,保证切削过程平稳,避免对机床及刀具造成较大损伤,同时提高加工质量和缩短加工时间。
在数控编程过程中,为了准确给定切削速度,提高加工质量及加工效率,本文使用VERICUT软件对切削参数进行优化。优化的主要依据为刀具厂商提供的刀具参数参考标准及实际加工环境,包括设备、加工刀具、零件毛坯、数控程序等,确定最终程序所使用的进给速度。
1 优化原理
VERICUT软件采用了两种优化方式:
1)恒定体积去除率切削方式优化。当单位时间内,切削体积较大时,刀具进给速度降低,当切削体积变小时,刀具进给速度提高。此种优化方式适用于切削余量变化较大的情况。
2)恒定切削厚度方式优化。此种优化方法通过调整进给率来保持恒定的切削厚度,这种优化方式可以很好地避免过载切削和零件的啃刀。
需要注意VERICUT软件优化切削参数并不改变走刀轨迹。但是会根据切削过程切削余量的大小,把一段完整的加工轨迹打散为多段并分别给出进给速度。
软件会根据优化结果进行比较,将较小的进给速度作为最终的优化速度。
2 建模仿真及优化
2.1VERICUT切削参数优化步骤
1)创建仿真环境;2)载入数控程序及毛坯模型;3)创建VERICUT优化库,设定优化参数的指标,通过程序自学习模式创建刀具优化库;4)使用优化库优化程序;5)对比优化前与优化后的程序;6)分析优化参数,最终得到满意的优化程序。
2.2 建立仿真环境
1)机床及加工模型的建立。本文使用软件自带的机床模型basic_3axes_vmill进行仿真,机床结构树如图1所示。
2)建立毛坯模型,长方体毛坯几何尺寸为(203.2,279.4,25.4)。

图1
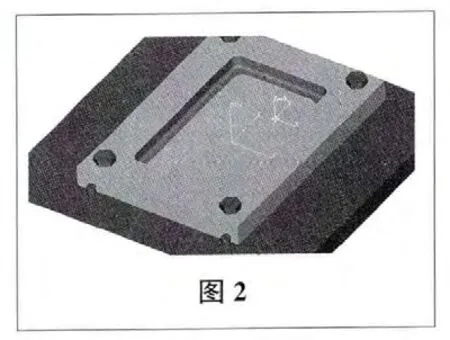
图2
3)建立刀具库文件,本例中程序使用的刀具为刀具库中的 2号刀(φ32,R4,刃长 54),3号刀(φ20,R4,刃长40)。
4)设定加工坐标系G54,本例中的加工坐标系为几何体下表面中心。
5)程序对刀,对刀方式选择从刀具到程序原点G54。
6)载入数控程序,数控程序中的走刀参数F由编程人员的经验得出。图2为铣削加工最终状态。
2.3 创建优化库
VERICUT对程序优化,模拟现实机械加工切削过程。根据数控刀具厂家推荐使用的切削参数与程序中编程人员给定参数进行比较,当切削大余量时,VERICUT软件会降低程序切削进给速度,当切削余量变小时,提高切削进给速度。
本文使用优化选项中的控制选项卡,选择优化控制下的向数控程序学习的方式为刀具库自动创建优化库文件,如图3。

图3
根据机床参数,加工材料参数,刀具厂家提供的切削最佳参数,设定优化参数标准:“最小进给率的改变=25”;“整理进给率=6000”;“最小切削进给率=250”;“最大切削进给率=2286”;“空刀进刀量=8000”。其中最小进给率的改变指相邻两段切削距离间进给率的最小变化值。整理进给率是指编程中的光刀进给率,在实际加工中,由于零件的变形和让刀等因素影响,需要刀具最终在加工表面按程序再走一遍,理论上没有体积去除量。
2.4 调用自动创建的优化库,优化程序
图4为VERICUT采用“向数控程序学习”的优化方式,创建的刀具优化库。重置VERICUT切削过程,调用创建的优化库对程序中的进给速度优化。
2.5 分析优化结果

图4
优化后刀具T2、T3加工时间对比见图5,整个加工过程原走刀时间为13 min 7 s,优化后走刀时间为4 min 4 s。优化后程序与优化前程序对比如图6。
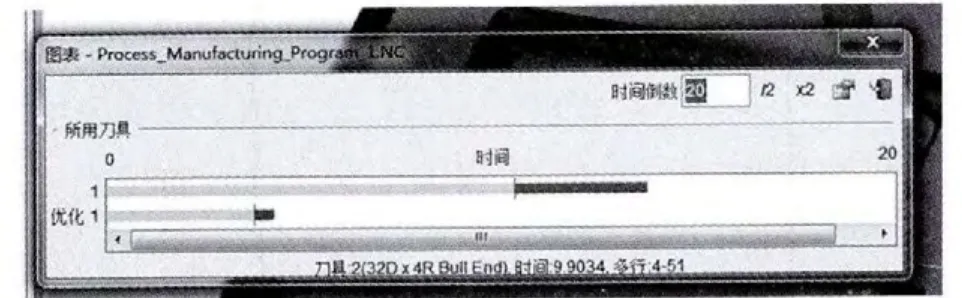
图5
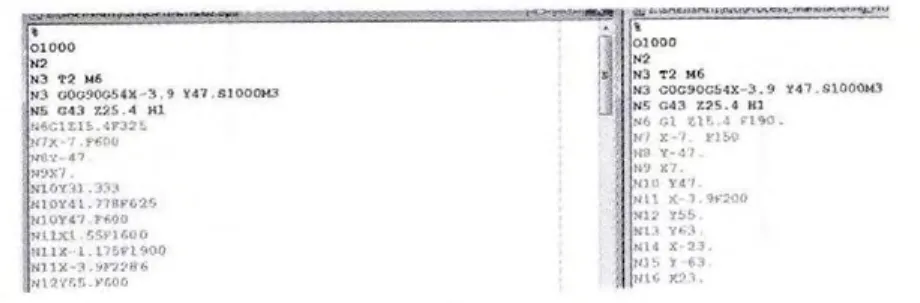
图6
3 结语
本文介绍了VERICUT软件对数控程序的进给速度优化,按照实际加工环境,优化切削速度,保证程序在运行过程中刀具承受合理切削载荷,减少刀具的磨损,提高刀具使用寿命,同时提高数控机床的使用效率和质量。整个数控程序在优化后,加工时间缩短了69%。提高了加工效率,在数控编程中有着广泛的应用价值。
[1] 杨胜群.VERICUT数控加工仿真技术[M].2版.北京:清华大学出版社,2013.
[2] 李郝林,方键.机床数控技术[M]北京:机械工业出版社,2000.
猜你喜欢
装备维修技术(2021年20期)2021-03-29
装备制造技术(2020年4期)2020-12-25
机械设计与制造(2020年10期)2020-10-21
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年7期)2018-01-19
河南科技(2016年11期)2016-11-11
发明与创新(2016年5期)2016-08-21
机械工程师(2014年6期)2014-11-28
制造技术与机床(2014年5期)2014-04-27
制造技术与机床(2014年1期)2014-03-11
