色纺梳理工艺难点优化和探讨
2015-12-19 06:37陈玉峰
纺织器材 2015年6期
陈玉峰
(光山白鲨针布有限公司,河南 光山 465450)
色纺纤维在煮、漂、高温染色烘干过程中,会受到不同程度的损害,在染色过程中易结块,尤其是开松打击后,索丝、棉结增多,纤维间的摩擦抱合力减弱,可纺性受到不同程度的降低。色纺纱对色结和强力要求非常高,梳理中排除棉结和减少纤维损伤是其工艺难点。为了减少色结,生产中实行多清、多梳、多混合工艺,但短绒易增加,因此对梳理工艺提出了新的要求[1-3]。
1 色纺梳理难点分析
1.1 梳理对象不同
色纺和白纺梳理对象的异同见表1。
从表1可知,经过高温、酸碱处理染色的棉或精梳、普梳纤维条、网与本色棉或化纤梳理的最大区别是二次梳理再成牵伸加捻纱,但采用原梳理针布配置和工艺很难满足梳理需求。
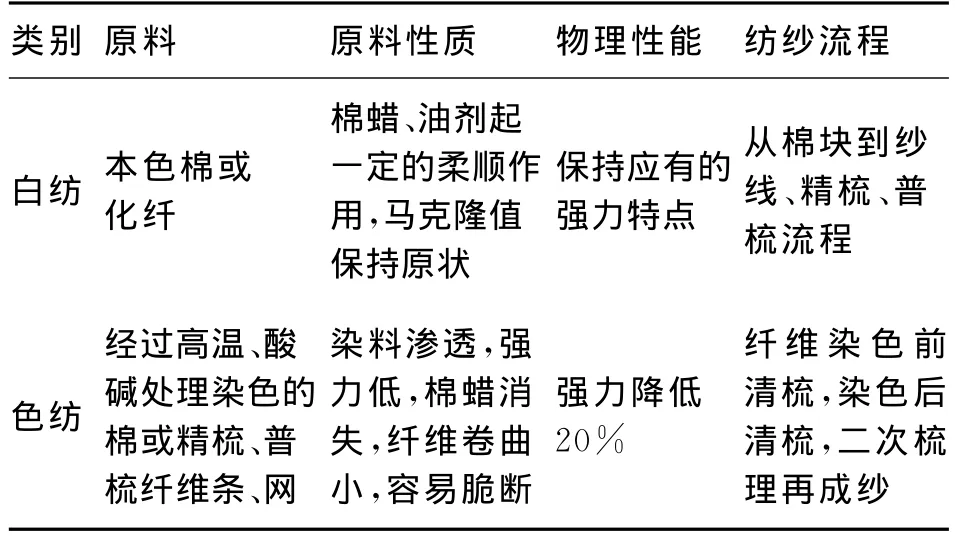
表1 色纺和白纺梳理对象异同对比
1.2 梳理工艺流程对比
1.2.1 精梳工艺流程
染色棉+梳棉染色棉网+本色棉→按比例称重混和盘混→双多仓→清棉机→棉箱→成卷→梳棉→预并→条并卷→精梳→混一并→混二并→粗纱→细纱→自络。
1.2.2 三精三梳工艺流程
A染色棉:原棉→清花→梳棉→预并→条卷(或条并卷)→精梳(染色)→色棉。
白棉→清花→梳棉→预并→条卷(或条并卷)→精梳(染色)→混并→二并→粗纱→细纱→自络。
B染色棉:原棉→清花→梳棉→预并→条卷(或条并卷)→精梳染色。
C白棉:原棉→清花→梳棉→预并→条卷(或条并卷)→精梳→色精条+精梳混→一并→二并→粗纱→细纱→自络。
普梳纱:染色棉+梳棉染色棉网+本色棉→按比例称重混和→清花→梳棉→混一并→混二并→粗纱→细纱→自络。
1.2.3 盘混加二梳工艺流程
染色棉→原棉→清花→梳棉+本色棉→按比例称重混和→混料机→清花→梳棉→条卷混合→梳棉→混一并→混二并→粗纱→细纱→自络。
1.2.4 多混普梳工艺流程
染色棉+精梳染色棉网或梳棉染色棉网+本色棉条+其他原料→按比例称重混和→清花→梳棉→混一并→混二并→粗纱→细纱→自络。
1.2.5 普梳色纺工艺流程
染色涤+本色涤→按比例称重混和→混料机→清花→梳棉→混一并→混二并→粗纱→细纱→自络。
1.2.6 半精纺色纺工艺流程
多种原料(羊毛)染色化纤→按比例称重混和→混料房间→料斗→(普梳)梳棉一并→混二并→粗纱→细纱→自络。
(精梳)梳棉一并→预并→条卷(或条并卷)→精梳→混一并→混二并→粗纱→细纱→自络。
1.2.7 两清两梳精梳工艺流程
染色棉+精梳染色棉网或梳棉染色棉网+本色棉→按比例称重混和→盘混清花→梳棉→预并→条卷(或条并卷)→精梳→混一并→混二并→粗纱→细纱→自络。
1.2.8 单梳粗纱混合
染色(棉或化纤)→清花→梳棉→混一并→混二并→粗纱。
本色→清花→梳棉→混一并→混二并→粗纱(赛络纺)。
1.2.9 单梳细纱混合工艺流程
染色→清花→梳棉→混一并→混二并→粗纱。
本色→清花→梳棉→混一并→混二并→粗纱→细纱(赛络纺)→自络。
1.3 色纺梳理工艺难点分析
1.3.1 原料性能差异大
色纺纱原料品种多、混合比例加大,纤维粗细、长度差异大,混纺比不易控制,容易出现色偏[4]。
1.3.2 多种不同染色纤维梳理难度增加
原料染色、原料本色、梳棉染色、精梳染色4种染色原料的选用,对后部工序工艺的影响很大。当所纺原料是不同类型纤维,如毛、麻以及新型的差别化纤维,染色时容易出现板结,不容易梳开[5]。
1.3.3 混合流程多增加棉结
人工混合、混料机混合、盘混、条混、房子风混、粗纱混合、细纱混合、流程混合(多仓数量增加)等混合流程的增加,以及打击点增加都易损伤纤维,出现解混合,增加梳理难度[6]。
1.3.4 多道梳理纤维损伤大
单清单梳、双清双梳、三清三梳、混清混梳(本色多梳,色纺多梳比例复杂)、单梳多梳等多种梳理方法,导致了为去除棉结增加梳理工序造成成本增加或减少梳理工序造成棉结增加的矛盾。
2 色纺梳理技术难题的解决措施
色纺加工纤维原料和梳理过程的多次清梳以及梳理对象的变化是其特殊性;在梳理过程中既要控制纤维损伤,又要保证梳理效果是色纺梳理的关键点。质量控制难点是:排除色结与减少纤维损伤、提高强力的矛盾;多次梳理排杂与落棉率大之间的矛盾。控制的途径有多梳、柔梳、多混与多排、少损伤
相结合,合理分工以保证质量。
2.1 合理选型,增加齿密,提高梳理能力
针布疏密搭配是色纺梳理的基本要求,纵向齿距扩大,横向齿距减小,是锡林针布发展的趋势,可实现梳理和短绒兼顾的效果。纤维不同、流程不同,针布的选型和配置也不同,应考虑梳理和排杂相互结合的原则,即强梳理弱排杂型、强梳理强排杂型、柔梳理柔排杂型、柔梳理强排杂型、保护纤维为主梳理为辅(长绒棉)、强梳理以降低棉结为主(棉和涤)等,具体可参考表2。
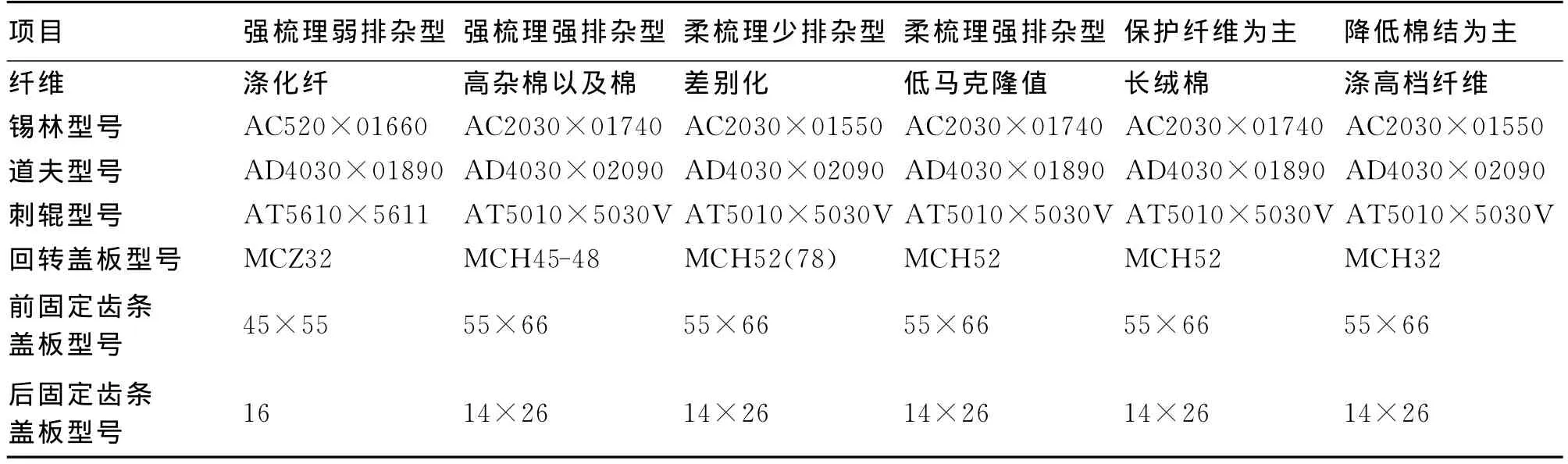
表2 不同色纺流程针布配置
为了保证梳理和排杂效果,在针布选型和配置方面以增加齿密、提高梳理度、适度速度、柔和梳理、保证色结的降低为主要目的。
2.2 紧隔距强分梳,提高梳理质量
紧隔距强分梳工艺在精细自由梳理区有非常明显的效果。纺莫代尔纤维14.6tex赛络纱,锡林针布选用AC2030×01550型,道夫针布选用AD4030×01890型,固定盖板选用TPT45型,具体质量对比见表3。
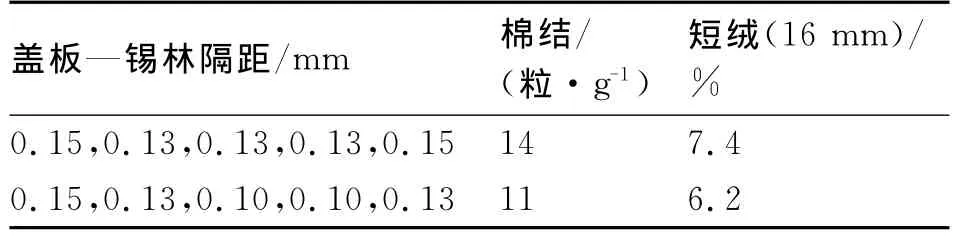
表3 固定盖板紧隔距对梳理质量的影响对比
从表3可知,调整后短绒率为6.2%,棉结为11粒/g,效果非常明显。这是因为纤维受到的梳理控制强度增加,减少了两针齿面间的浮游纤维,降低了棉结,减少了纤维的损伤。
2.3 针布选型,保护纤维减少损伤
FA221B型梳棉机梳理色纺粘胶14.8tex纱,锡林针布选用纵向齿距1.7mm规格的AC2030×01740型,道夫针布选用AD4030×01890型,盖板针布选用TPT42型,具体见表4。
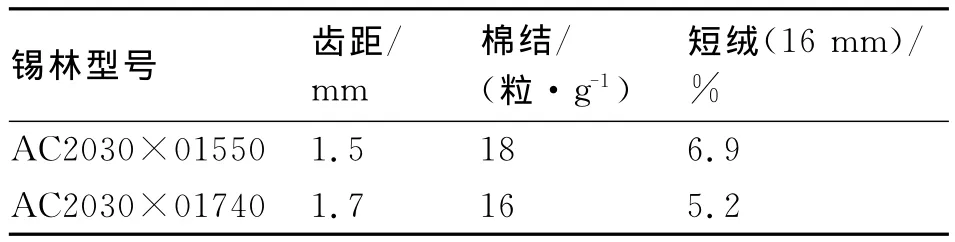
表4 针布选型保护纤维的效果对比
从表4中可知,锡林针布纵向齿距增加,对纤维的损伤减少,同时也提高了梳理效果。
2.4 速度适宜,降低对纤维的损伤
A186G型梳棉机纺色纺棉,刺辊速度为1 040 r/min,锡林速度为360r/min,定量为19.5g/(5m),结果棉结多、短绒多。原因有两个:一是速比小不利于转移,刺辊高速返花,棉结增加;二是刺辊速度过高,短绒增加。锡林、刺辊速比在2.1以上利于转移,刺辊速度适宜能够降低对纤维的打击,起到保护纤维的作用,具体质量优化对比见表5。
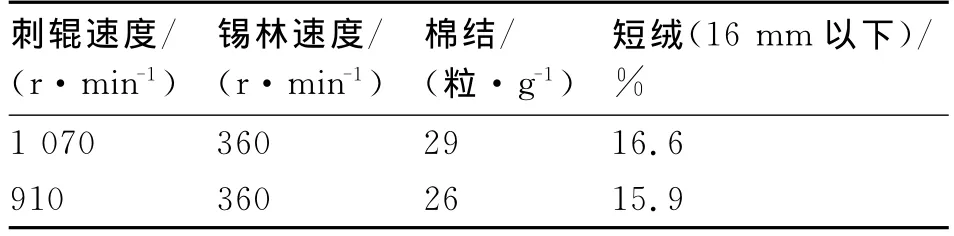
表5 锡林、刺辊速度优化对质量的影响
从表5可知,通过合理选择适宜的刺辊速度和速比,减少了对纤维的打击,提高了质量。
2.5 轻定量低速度同柔梳理相结合
工艺速度和定量结合起来,以轻定量、紧隔距、低速度的工艺流程来满足梳理需要,同时根据不同的工艺道数设计梳理工艺,具体指标参见表6。
从表6可知,不同流程、不同质量要求,其梳理要求的程度不同,在部分纤维排除色结达不到要求时,采用轻定量、低速度同柔梳理、多梳理相结合的工艺原则才能够达到工艺要求。
在具体生产中,应采用多梳、柔梳结合对梳理质量控制有利。梳棉网染色加本色粘CJ/R 65/35品种,采用双道梳棉梳理,指标有明显改善(单道梳理色结为35粒/g,用双道梳棉梳理色结为20粒/g)。工艺设计时二道梳棉机的锡林、刺辊要采取低速度,否则会使短绒大大增加,同时应合理控制落棉率,降低成本。
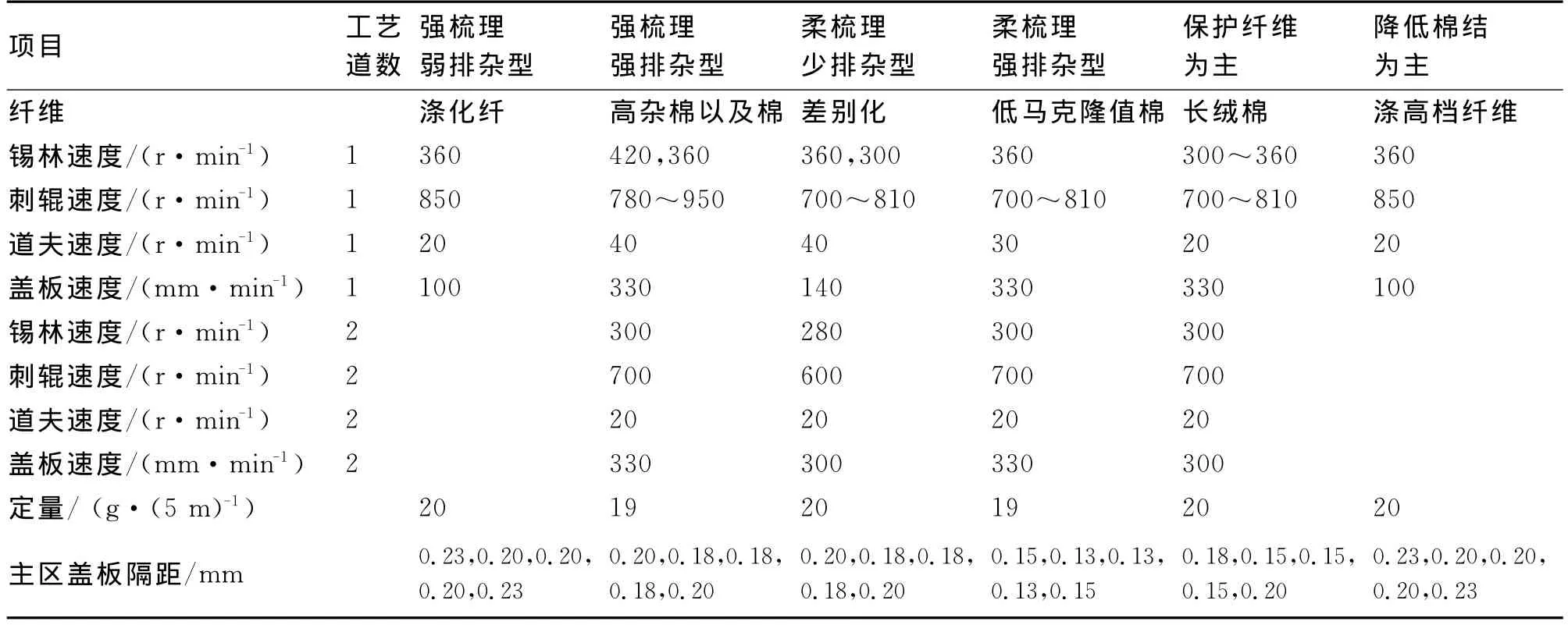
表6 工艺道数设计梳理工艺参考
2.6 锡林盖板渐强分梳工艺
锡林与回转盖板梳理区内梳理力的变化规律:梳理力由入口至出口逐渐变小,这是其隔距大小的理论基础,因而隔距变化应该从入口到出口逐渐变小,这种配置符合逐渐增强梳理强度的思想,也能避免纤维因梳理不当而受到损伤。FA201B型梳棉机色纺,回转盖板106根,采用渐进工艺后梳理效果得到改善,工艺优化见表7。
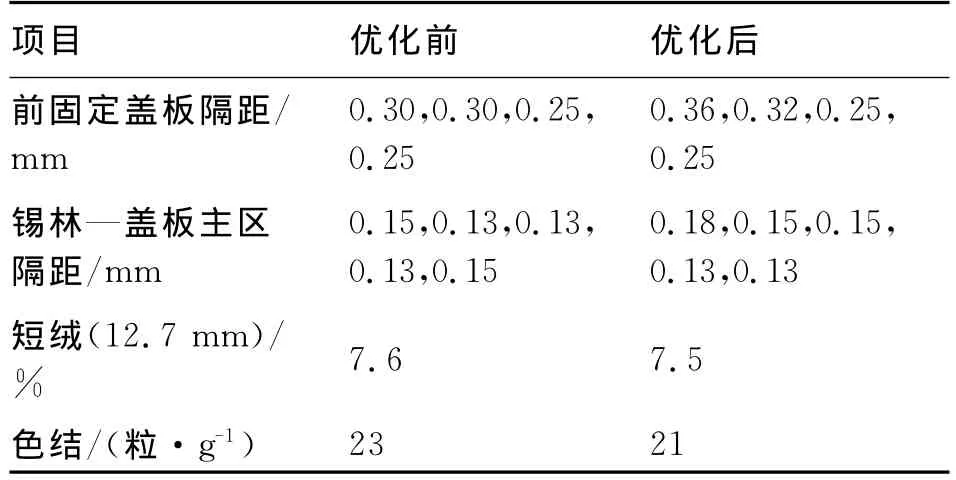
表7 采用渐进工艺对质量的影响对比
从表7可知,采用渐进分梳隔距前,原有隔距设计出口大,纤维须丛在出口处抬头,盖板处出现大量的纤维束,转移到锡林道夫转移区,增加了漏梳的概率。采用渐进隔距后,出口纤维能够在锡林和盖板的控制下,以相对伸直的状态转移到锡林道夫三角区,能够提高梳理效果。在盖板反转时,此隔距设计同样能够减少纤维在入口处因隔距过紧造成盖板带出锡林携带的纤维,克服落棉增加、棉网转移困难造成的损伤。
2.7 增加分梳元件,提高梳理能力,减少漏梳
在前区增加分梳元件,加强对转移到道夫和锡林隔距点之前纤维的梳理,可以减少漏梳的影响。前固定盖板主要是对盖板与锡林梳理后的纤维进行整理,使纤维伸直度、平行度进一步提高。加装固定盖板,增加了梳理面积和参与梳理的针齿数。固定盖板能够强化梳理度,对漏梳进行补充梳理,有效提高分梳效果。在色纺棉FA201B型梳棉机上加装固定盖板后对质量的影响见表8。
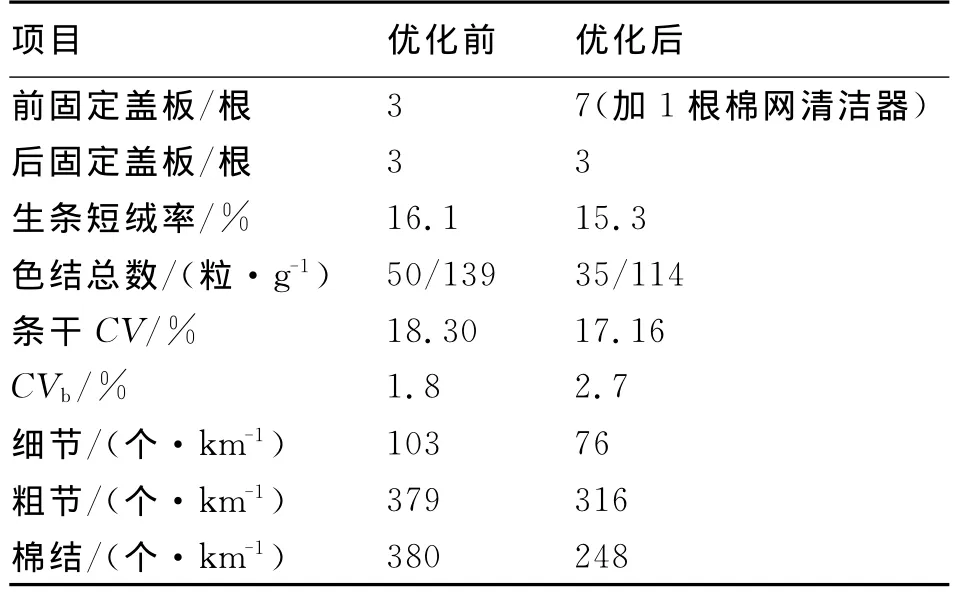
表8 加装前固定盖板对色纺色结质量的影响
由表8可知,前固定盖板增加后,梳理效果增强;同时使纤维在进入锡林道夫隔距点前,对漏梳的纤维束进行补充梳理,多次分梳为杂质的清除和短绒的排除提供了条件,能够有效提高产品质量。
2.8 采用新型精梳器材,提高色纺梳理质量
运用新型器材,在提高车速、增加产量的同时,使精梳条的条干CV值、重量不匀率、精梳条中的短绒含量、精梳落棉含短绒率等质量指标较改前有明显改善,为提高成纱质量创造了条件。新型精梳锡林规格见表9。
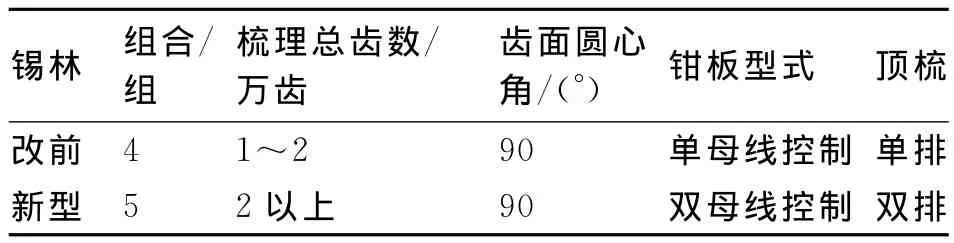
表9 精梳锡林对比
新型精梳锡林增加了齿面圆心角,加大了梳理区长度,采用了前稀后密齿片组合。改前三组合最密的齿排相当于5组合的第3排,因此新型精梳锡林齿密同改前设计相比增加了43%,分梳效果提高。总齿数增多(1只锡林有2万齿~3万齿),极大地增强了分梳力度,对排除结杂、降低短绒起到了十分关键的作用。具体使用原则:梳理器材密度和速度相配套、钳唇型式与梳理密度相配套、梳理隔距与锡林密度相配套、顶梳密度与锡林密度相配套。一般密齿锡林、双排顶梳、双口钳唇相互配套才能达到应有的效果。使用新型器材后色纺半制品的质量和成品的质量得到了改善,半制品和成纱质量指标分别见表10和表11。
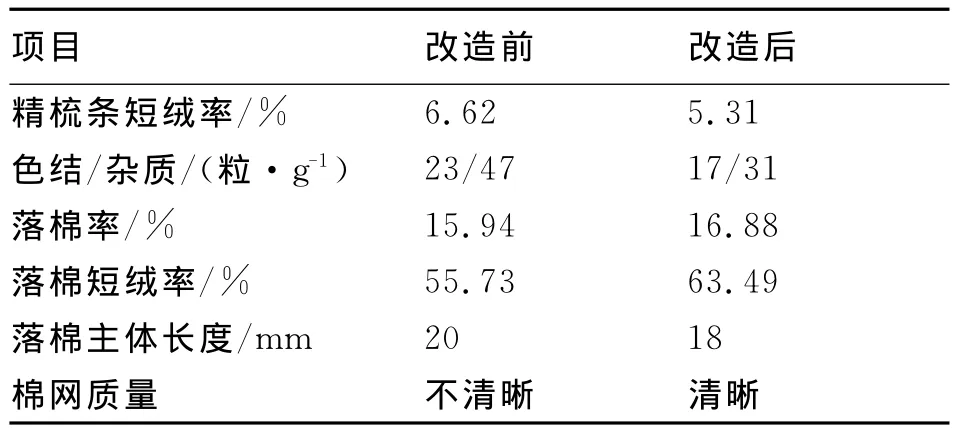
表10 A201D型精梳机采用新型梳理元件控制色结质量对比
3 结语
色纺纤维染色后可纺性差,色结不易排出,采用多清多梳工艺,纤维容易受到损伤,造成强力降低的问题。实践中通过工艺优化,针布的合理选型配置,新型梳理和精梳器材的配合,采用多梳、柔梳、少损伤以及相关工艺的调整,能够在梳理过程中对纤维进行有效保护,并实现充分梳理、精细排杂,为纺出优质色纺纱线提供有利条件。
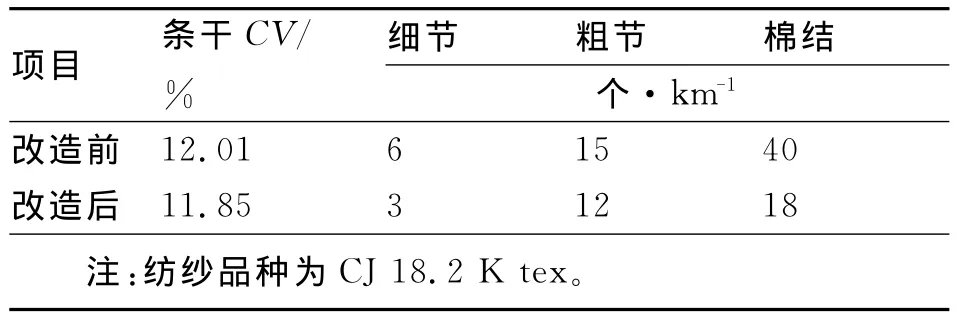
表11 采用新型梳理元件的细纱质量对比
[1]许鑑良.化学纤维针布的选配[J].梳理技术,2010(3):6-9.
[2]孙鹏子.高产梳棉机工艺技术理论的研究[M].上海:东华大学出版社,2002:20-26.
[3]桂亚夫.色纺梳理工艺的探讨[J].棉纺织技术,2012,40(11):63-64.
[4]桂亚夫.色并技术研究[J].棉纺织技术,2012,40(2):19-21.
[5]黄玉莲,王在京,刘浣.低比例色涤与棉纺纱的工艺技术要点[C]//2004年全国织造新产品开发学术研讨会暨年会论文集.2004:324-326.
[6]张文赓.棉纺气流问题[M].北京:中国财经出版社,1964:146-162.
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
棉纺织技术(2022年5期)2022-05-18
毛纺科技(2021年8期)2021-10-14
纺织器材(2020年5期)2020-12-21
东坡赤壁诗词(2020年5期)2020-11-06
福建基础教育研究(2020年3期)2020-05-28
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
机械工程与自动化(2020年1期)2020-03-22
棉纺织技术(2019年10期)2019-10-22
纺织科技进展(2019年4期)2019-04-30