碳纤维增强PPESK/PPBESK共混树脂性能研究
2016-06-05 04:08李秀波王立伟
化工科技 2016年5期
高 峰,李秀波,张 明,王立伟*
(1.中国石油吉林石化公司 碳纤维厂,吉林 吉林 132022;2.中国石油吉林石化公司 研究院,吉林 吉林 132022;3.中国石油吉林石化公司 合成树脂厂,吉林 吉林 132022)
聚芳醚砜酮树脂(PPESK)、共聚聚醚砜树脂(PPBESK)具有二氮杂萘酮结构,是一种新型高性能聚芳醚聚合物,既耐高温又可溶解,其玻璃化温度为250~310 ℃,是新型的耐温、高性能树脂。碳纤维(Carbon Fiber,CF)是一种优异的增强材料,具有良好力学性能、自润滑性能。利用碳纤维增强高性能热塑性树脂[1],可提高共混复合材料的钢度,耐温性,耐磨性,替代金属部件,可广泛应用于油田采油系统高温、耐磨部件。
作者以碳纤维为增强体,采用连续挤出造粒成型方式加工CF/PPESK/PPBESK共混复合材料,主要考察了w(CF)、耐磨助剂对复合材料性能的影响,同时对影响PPESK/PPBESK加工因素进行了探讨。
1 实验部分
1.1 试剂与仪器
聚芳醚砜酮树脂(PPESK):5050、8020、2080,共聚聚醚砜树脂(PPBESK):4050、3505,大连保利新材料有限公司;碳纤维:JHTD-45,拉伸强度 4.9 GPa,吉林石化公司碳纤维厂;碳化硅:β晶型,10 000 nm,连云港市加贝碳化硅有限公司。
双螺杆挤出机:TE-45,南京博创机械有限公司;注塑机:BC-V/I,广州创博集团;微机控制电子万能试验机:长春机械院设备有限公司;冲击试验机:JJ-5.5,长春智能仪器设备有限公司;高混机:KS-55,江苏白熊机械厂;扫描电子显微镜:KYKY2800B,中国科学院仪器厂;摩擦磨损测试仪:M-2000,济南竟成测试仪器有限公司;维卡-热变形分析仪:WK-400长春智能仪器设备有限公司。
1.2 试样的制备
按实验配方将PPESK/PPBESK树脂、加工助剂、加入高混机中,在室温下混合3~5 min出料待用。将混合好的原料通过双螺杆挤出机熔融共混,在双螺杆挤出机中部加入碳纤维,挤出,经水冷、干燥后进行切粒,挤出工艺条件见表1、表2。

表1 CF/PPESK/PPBESK树脂复合材料挤出工艺条件
将制备好的CF/PPESK/PPBESK料烘干待用。通过注塑机注塑成型,制得标准样件,注塑工艺见表2。

表2 CF/PPESK/PPBESK树脂复合材料注塑工艺条件
1.3 分析与测试
拉伸强度:按GB/T 1447—2005纤维增强塑料拉伸性能实验方法;摩擦磨损性能:按标准GB/T 3960—83测试;弯曲性能:按GB/T9341—2000测试,下压速率为2 mm/min;测试温度25 ℃;CF长度的测定:从注塑样条上截取一小块样品放到烧杯中,加入氯仿,保持8 h,将混合物分散在载玻片上,利用偏光显微镜下进行拍照,然后将碳纤维对照标尺进行测量;扫描电镜(SEM)分析:将样条断口喷金后,在扫描电子显微镜上拍照观察。
2 结果与讨论
2.1 PPESK/PPBESK共混树脂性能研究
PPESK、PPBESK系列树脂,力学性能接近,但加工性能差异较大,两种树脂加工流变性曲线见图1。
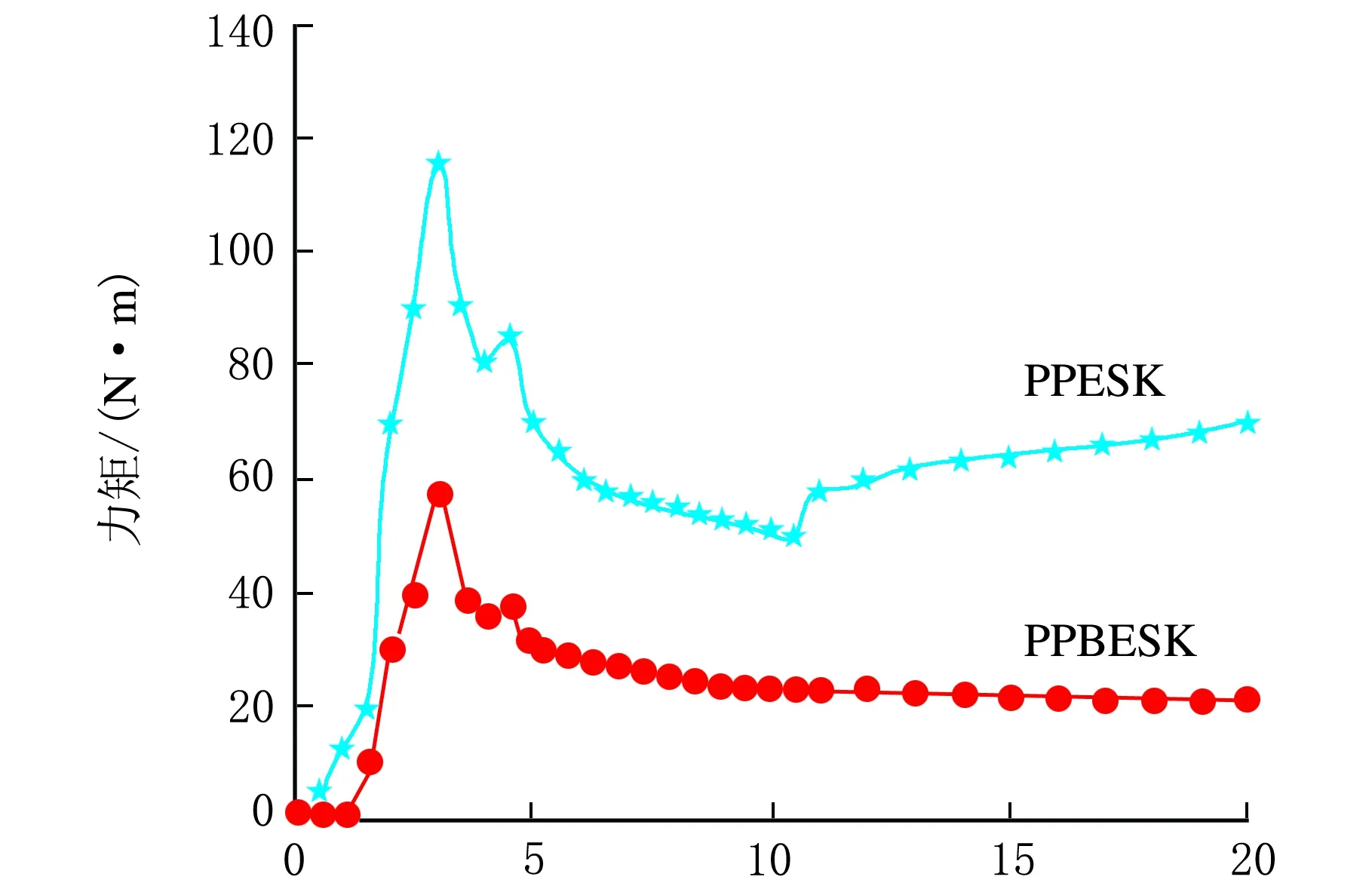
t/min图1 PPBESK与PPESK的哈克流变曲线
从图1上可以看到,PPBESK系列树脂具有较好的流变性能,因此与碳纤维复合后,浸润纤维性能好,加工性能好。
PPESK系列、PPBESK系列树脂热变形温度见表3。

表3 PPESK/PPBESK系列树脂热变形温度
其中,PPESK系列树脂的耐温性能较好,但流动性较差,为了满足连续挤出成型,综合考虑树脂的耐热性能和流变性能,一般采用两种树脂共混作为挤出、注塑制品的基体树脂。
PPESK8020与PPBESK3505 共混后的耐热温度及实际注塑压力见表4。

表4 PPESK/PPBESK系列树脂热变形温度及注塑压力
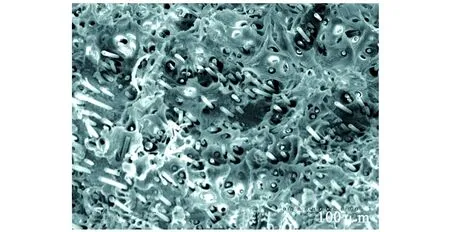
从表4中可以看到m(PPESK8020)∶m(PPBESK3505)=3∶7较适合作为高性能碳纤维增强树脂基体,二者共混后,具有类似的分子结构,见图2。
由图2可知,根据溶解度参数相近原则,PPESK8020/PPBESK3505共混物具有很好的相容性。
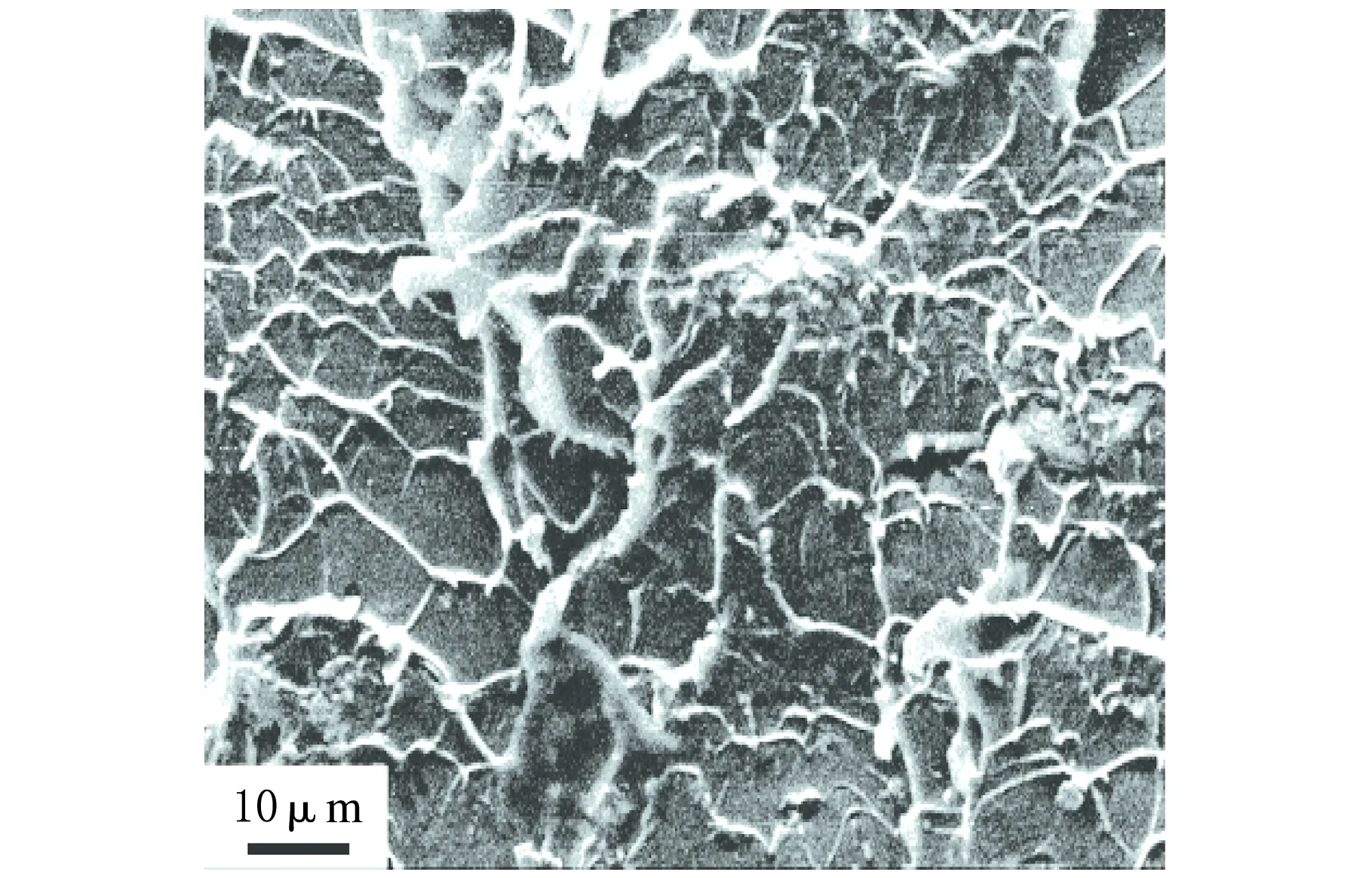
图2 PPESK/PPBESK共混物扫描电镜
2.2 烘料时间对PPESK/PPBESK共混树脂性能的影响
由于聚芳醚类树脂具有二氮杂萘酮结构[2],见图3。
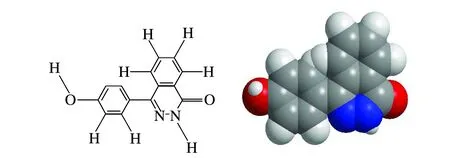
图3 二氮杂萘酮的结构图
由图3可见,该单体呈现“扭曲非共平面”结构,这种结构同样存在于由该单体聚合得到的聚合物中。这种“扭曲非共平面”结构的引入,不但增大了分子链中的空间位阻,妨碍了分子链的运动,同时使分子主链发生了扭曲,生成分子链易发生缠绕的高分子量聚合物,这就赋予该聚合物极佳的耐热性能(Tg在263~350 ℃之间),而且由于二氮杂萘酮结构的引入破坏了大分子主链的紧密堆砌结构,增大了聚合物主链间的空隙,有利于有机溶剂小分子的渗入,使聚合物的溶解性显著提高。但是,此类树脂对树脂中水分含量要求极高,在加工PPESK8020/PPBESK3505树脂时,要确认温度达到要求,并保证足够的烘料时间。共混树脂中含水量对材料力学性能影响见表5。
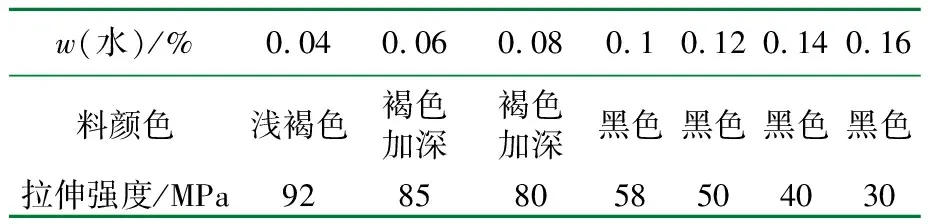
表5 w(水)对共混树脂力学性能影响
当树脂中w(水)超过0.05%时,加工过程中,材料开始降解,力学性能下降明显。经过实验,对于PPESK8020/PPBESK3505树脂,烘料时间与w(水)曲线见图4。

t/h图4 烘料时间与w(水)之间关系
通过对比分析,从节约电能及加工周期考虑,加工PPESK8020/PPBESK3505树脂前需要采用160 ℃,5~6 h加热处理。因此,加工碳纤维增强PPESK/PPBESK共混树脂前一定要对树脂进行烘干处理,要求w(水)<0.05%。
2.3 碳纤维增强PPESK/PPBESK共混树脂力学性能及纤维长度分布
碳纤维增强PPESK8020/PPBESK3505共混树脂的弯曲强度曲线见图5。
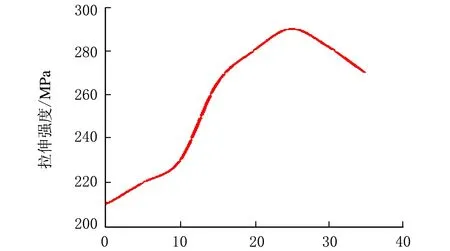
w(CF)/%图5 w(CF)对复合材料弯曲强度的影响
由图5可见,随着w(CF)的增大,复合材料的弯曲强度呈现先增大后减小的规律,这是由于CF的强度远大于基体树脂,而且当复合材料受到载荷时,树脂将载荷转移给CF来支撑,因此CF对二者共混的复合材料起了主要的增强作用,复合材料力学性能提高较明显。w(CF)增大,支撑作用显著。另外,当w(CF)不断加大,树脂与纤维的接触面积增大结合越紧密,此时拔出纤维时受到的阻力也变大,因此弯曲强度不断增大。当w(CF)过大时,CF的自由体积会增大,CF的分散比较困难,且CF与PPESK8020/PPBESK3505树脂之间的相互作用和相容性也会降低,应力传递受到影响,过量的CF会团聚,导致力学性能下降[3]。
通过显微镜下观察碳纤维长度分布见表6。
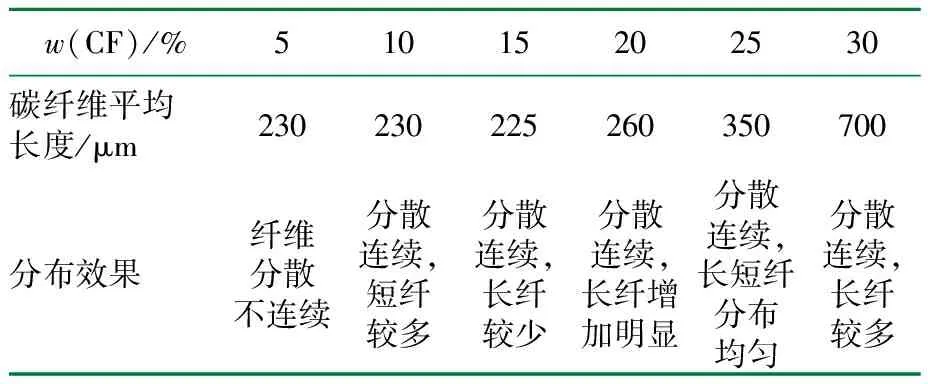
表6 CF/PPESK8020/PPBESK3505复合材料CF的平均长度分布
由表6可见,w(CF)=25%时,复合材料中碳纤维分布效果好,力学性能最高。
2.4 w(CF)对CF/PPESK8020/PPBESK3505共混树脂体系摩擦性能的影响
w(CF)对CF/PPESK8020/PPBESK3505共混树脂摩擦系数影响曲线见图6。
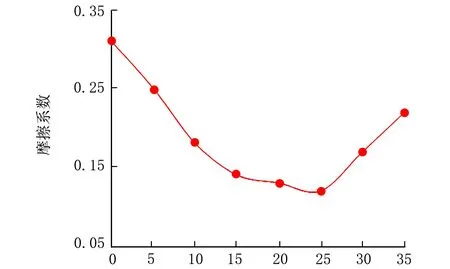
w(CF)/%图6 复合材料中w(CF)对摩擦系数影响曲线
在载荷500 N,摩擦时间为120 min,对磨速度在200 r/min作用下,不同w(CF)的CF/共混树脂复合材料,随着对磨时间的增加,材料的摩擦系数趋于平稳,在120 min内变化不大。随w(CF)增加,材料的摩擦系数不断减少,w(CF)=25%的复合材料体系比共混树脂本身摩擦系数降低了1/3,这说明碳纤维的自润滑作用明显,当w(CF)>25%后复合材料的摩擦系数增大。
复合材料拉伸断口的SEM 照片见图7。
a
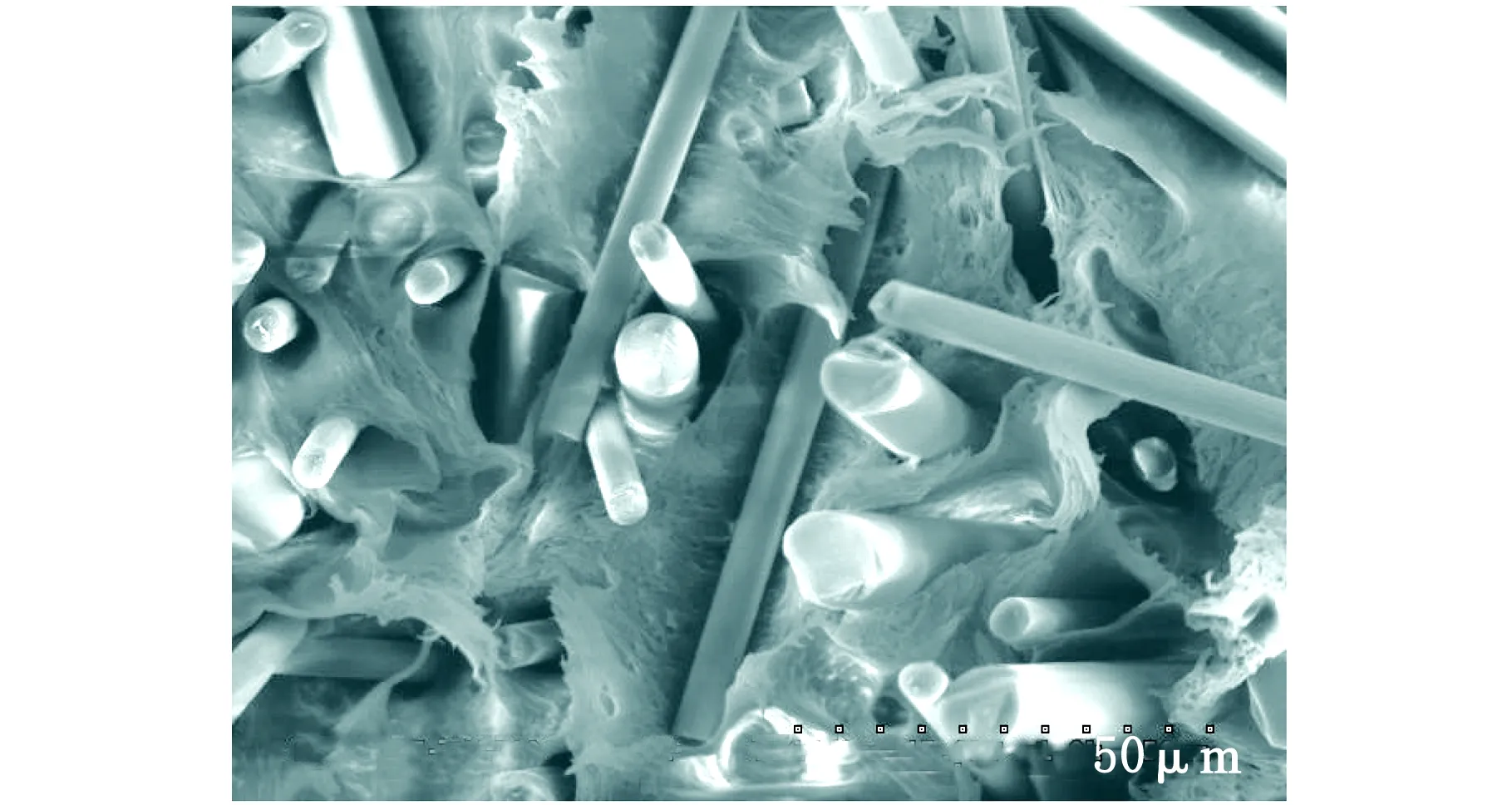
b图7 w(CF)=3%CF/PPESK8020/PPBESK3505共混树脂复合材料断面SEM图
由图7可见,当w(CF)>25%后,CF和基体之间的黏附性能较差,断口表面有多处纤维拔脱后形成空洞,CF未能很好地起到承受载荷的作用,随着摩擦的进行,试样中的碳纤维逐渐暴露出来,承担了大部分的载荷,而结合力弱的部位承载力变小,摩擦系数增大。
2.5 功能性耐磨助剂对CF/PPESK8020/PPBESK3505研究
选择w(CF)=25%的PPESK8020/PPBESK3505复合材料体系,以SiC为耐磨助剂[4],对其进行研究,在测试载荷为500 N载荷,200 r/min转速的条件下,复合材料的摩擦系数与滑动时间的关系曲线见图8。
从图8中可以看出,该复合材料具有很好的减摩抗磨效果,其稳定摩擦系数分别为0.13和0.10,其实验测试时间均超过2 h。
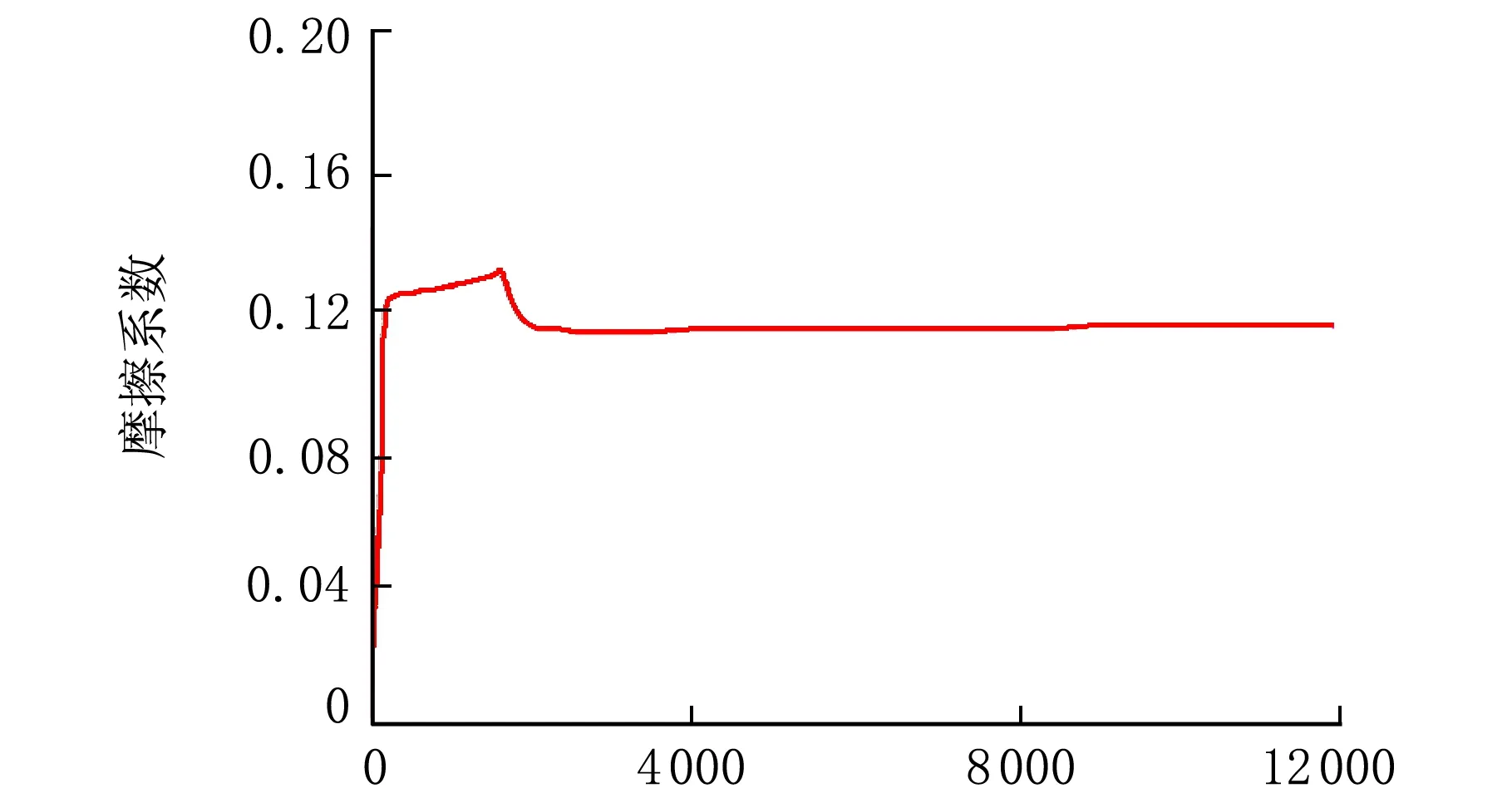
t/s图8 复合材料摩擦系数随滑动时间的变化曲线
不同w(SiC)对复合材料的磨损量的变化见表7。

表7 w(SiC)对复合材料的磨损量的影响
表7中可以看到,当w(SiC)=10%时,其磨损量最低。因此,加入适应的耐磨助剂可以有效地提高体系的耐磨损性能,尤其是加入吸水性能好的助剂,可以在摩擦表面形成表层,阻止磨损量增大[5]。
w(SiC)=10%的复合材料的磨痕形貌SEM图见图9。
从图9中可以看到复合材料表面有明显的磨痕,并且磨痕表面出现微裂纹和凹坑。疲劳磨损理论认为,裂纹发源在摩擦表面上的应力集中源,裂纹由表面出发向表层内部扩展,到一定深度后,分叉形成脱落凹坑。由此推断薄膜的摩擦失效机理主要为疲劳磨损[6]。
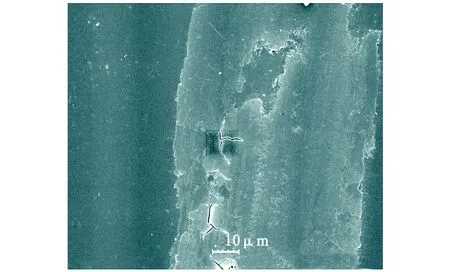
图9 复合材料的磨痕形貌扫描电镜图
3 结 论
(1)m(PPESK8020)∶m(PPBESK3505)=3∶7较适合作为连续挤出成型工艺树脂基体,二者共混后,具有类似的分子结构,具有很好的相容性;
(2) PPESK8020与PPBESK3505共混树脂加工前需要采用160 ℃,5~6 h加热烘干处理,要求w(水)<0.05%;
(3) CF/PPESK8020/PPBESK3505体系中w(CF)=25%时,体系的碳纤维分布效果好,复合材料力学性能最高;
(4)w(CF)=25%,复合材料体系的摩擦系数比共混树脂本身降低了1/3,碳纤维的自润滑作用明显,当w(CF)>25%后,复合材料的摩擦系数增大;
(5) 当w(SiC)=10%时,CF/PPESK8020/PPBESK3505体系磨损率量最低。因此,加入适应的耐磨助剂可以有效地提高体系的耐磨损性能,尤其是加入吸水性能好的助剂,可以在摩擦表面形成表层,阻止磨损量增大。
参 考 文 献:
[1] 蔡小平,等.聚丙烯腈基碳纤维生产技术[M].北京:化学工业出版社,2012:229-245.
[2] 李志路.杂萘联苯聚芳醚的碳纤维增强及共混改性研究[D].大连:大连理工大学化工学院,2011:15-20.
[3] 顾铁生.短玻纤增强共混改性杂萘联苯聚芳醚复合材料[D].大连:大连理工大学化工学院,2010:30-32.
[4] 王燕.新型PPESK耐磨复合材料的性能研究[D].大连:大连理工大学化工学院,2006:40-50.
[5] 邢亚娟,等.改性PA66复合材料的摩擦磨损性能研究[J].机械科学与技术,2009,28(1):31-35.
[6] 张静,等.纳米SiC或Si3N4与玻璃纤维混杂填充PA6复合材料摩擦磨损性能研究[J].塑料,2008,37(4):18-20.
猜你喜欢
中外公路(2022年1期)2022-05-14
表面技术(2021年9期)2021-10-16
今日农业(2020年20期)2020-11-26
中学生数理化·八年级物理人教版(2020年3期)2020-10-29
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
铁道学报(2016年1期)2016-05-08
橡胶工业(2015年8期)2015-07-29
中国铁道科学(2015年5期)2015-06-21
中国洗涤用品工业(2015年9期)2015-02-28