
基于C#.net对多层压机实时自动控制系统设计
2016-06-16 08:55王伟平谌桂枝
现代制造技术与装备 2016年4期
王伟平 谌桂枝
(湖南汽车工程职业学院,株洲412001)
基于C#.net对多层压机实时自动控制系统设计
王伟平谌桂枝
(湖南汽车工程职业学院,株洲412001)
摘要:当前,在工业控制领域越来越多的工控用户要求工作界面人性化,以改善人们的工作环境,提高产品质量和生产效率。本文采用基于C#语言设计对多层压机实时自动控制系统程序,实现用户在人造板压制时根据要求设置参数,真正实现人机对话,改善工人的工作环境,提高产品质量和生产效率。
关键词:C#语言多层压机自动控制系统人机对话
1 C#.net程序
多层压机杠杆式同时闭合装置系统是应用C#程序语言设计并开发的,采用的开发平台是Microsoft Visual Studio 2010,该系统采用C/S架构开发,应用本地sqlserver2005数据库存储数据,程序运行环境.net Framework2.0。
选用.net平台进行开发,因为.net技术优势明显:①运行环境安装配置方便(.net Framework2.0);②技术易用,开发效率高;③技术成熟,主流技术;④能与windows平台紧密结合,最大限度利用系统功能。
2 压机参数确定
2.1 压机结构参数K1、K2、e的确定
根据中华人民共和国国家标准(GB1571-88)多层热压机参数,选定刨花板、胶合板、纤维板等人造板多层热压机同时闭合装置为主要对象,设计其工作界面并编制程序。
(1)压机层数分段。为简化设计,将各种压机层数实行分段。①刨花板热压机层数n为:5、10、15层,可将其层数分段,即:n≤10;n>10。②胶合板热压机层数n为:5、10、15、20、25、30、40、50层,可将其层数分段,即:n≤10;10<n≤25;25<n≤50。③纤维板热压机层数n为:6、8、10、12、14层,可将其分段,即:n≤10;n>10。
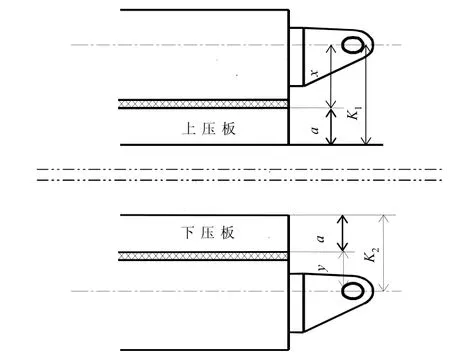
图1 同时闭合装置上、下铰座简图
(2)压机结构参数K1、K2、e的确定。如图1所示为同时闭合装置上、下铰座简图。K1为上铰接中心到上压板下表面之间的距离;K2为下铰接中心到下压板上表面之间的距离;X为上铰接中心到上压板上表面之间的距离;Y为下铰接中心到下压板下表面之间的距离;A为压板厚度。压机的结构参数x、y和e的影响因素及取值分析如下:
①与压机的层数n有关,层数不同,压机的受力和结构要求也不相同。层数n越多,压机受力越大,上、下铰支座结构尺寸要求越大,压机结构参数x、y和e取值越大。相反,x、y和e取值相应减小。为简化设计,把压机层数分成若干段来确定x、y和e的取值。
②因刨花板与纤维板厚度基本相当,为简化设计,它们的压机结构参数x、y和e取值相同;而胶合板较轻,同时考虑到其他因素,设计时胶合板压机结构参数x比纤维板压机小50 mm,结构参数y比纤维板压机小约40 mm。
③与板坯重量有关。但由于板坯与压板比较,板坯重量比较小,可以忽略不计。故设计时不考虑压机结构参数x、y和e与板坯重量。
因此,人造板多层压机同时闭合装置各结构参数x、y、K1、K2和e取值,如表1所示。
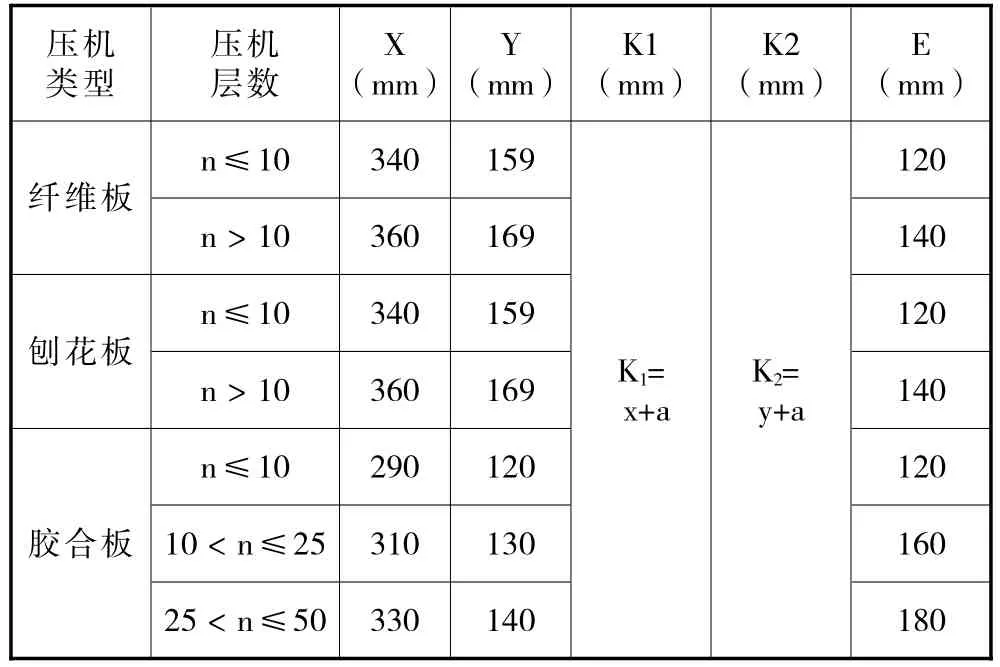
表1 压机参数x、y、K1、K2和e的取值
2.2压机开启角α1、终止角α2及其它参数的选定
压机层数较少时,摆杆摆角α一般约为45~90°;层数较多时,摆杆较长,一般设计为摆杆在水平位置上下摆动;设摆杆在水平位置上下摆动,向上摆动δ/2角压机完全闭合,向下摆动δ/2角压机完全张开,此时开启角和终止角为:
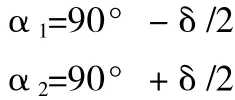
根据国外资料,角δ一般小于60°(取60°)。
(1)开启角α1的选定。层数越小,因压机重量越轻,开启角α1应取较值小;相反,开启角α1应取较值大。
(2)终止角α2的选定。为避免热压过程中拉杆与油箱碰撞,终止角α2应越小越好,即接近90°,但终止角太小,容易引起摆杆太长,使压机外廓尺寸大;故为减小压机外廓尺寸,终止角α2不能太小。一般终止角α2=90~120°。
人造板多层压机同时闭合装置开启角α1、终止角α2取值,如表2所示。
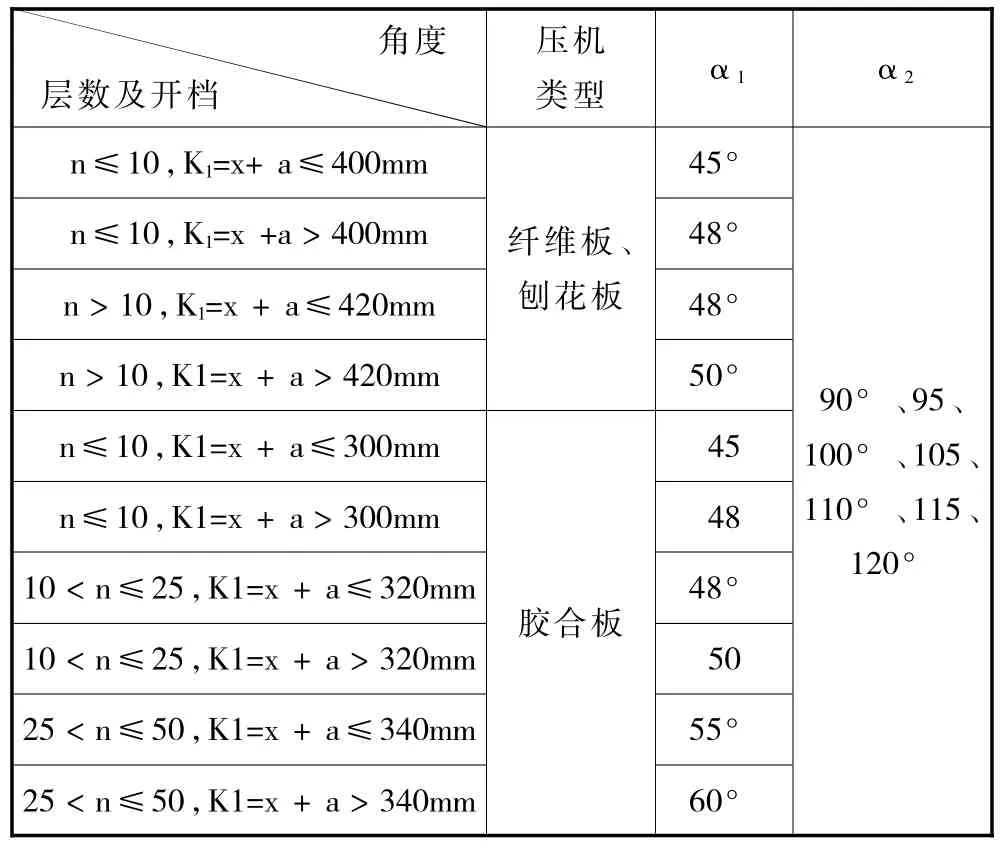
表2 多层压机同时闭合装置开启角α1、终止角α2取值
(3)其它参数确定。补偿油缸外径D=110mm,Δh=8mm;偏置式同时闭合装置修正系数KR=1.4;补偿油缸可靠性系数K=1.5;因此,人造板多层热压机同时闭合装置中各层热压板、板坯和垫板重量之和Q可按下式计算:

式中,Q为各层热压板、板坯和垫板重量之和,kgf;Q1为各层热压板重量,kgf;ρ1为热压板密度,7.8× 10-6kg/mm3;V1为热压板体积,V1=c.d.a1,mm3;Q2为各层板坯重量,kgf;ρ2为板坯密度,1×10-6kg/mm3;V2为板坯体积,V2=c.d.a2,mm3;Q3为各层垫板重量,kgf;ρ3为垫板密度,7.85×10-6kg/mm3;V3为垫板体积,V3= c.d.a3,mm3。
其中,c,d为分别为热压板、板坯及垫板的长和宽,mm;a1,a2,a3为分别为热压板、板坯及垫板的厚度,mm。
3 程序设计
3.1 对置式新压机同时闭合装置程序设计
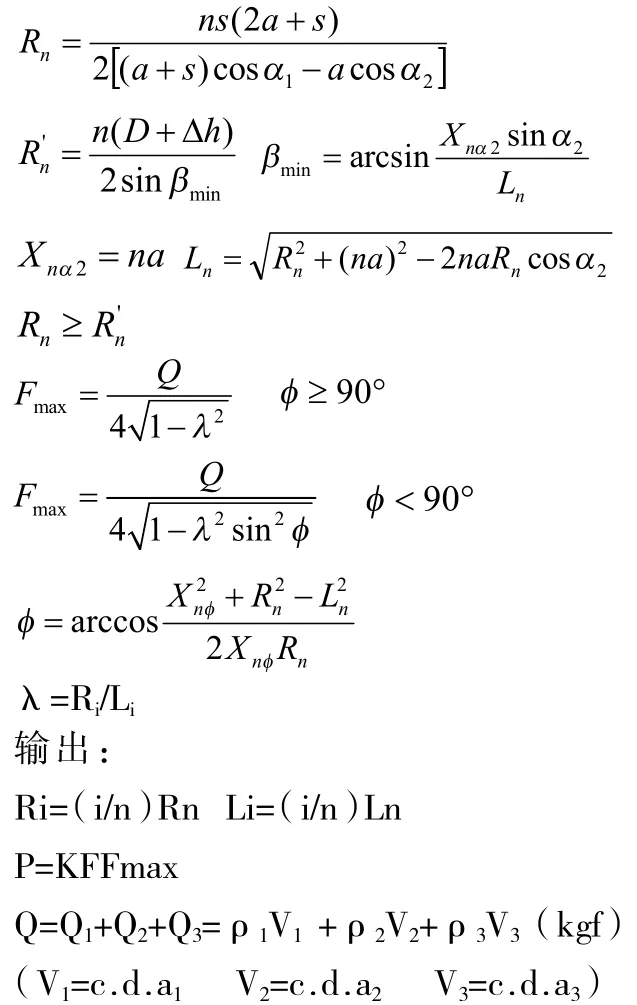
结构参数K1、K2;偏距e=0;摆杆总长Rn;推杆长Ln;摆杆长Ri;拉杆长Li;油缸直径D;拉杆最大受力Fmax;补偿油缸总作用力P。
3.2 偏置式旧压机同时闭合装置程序设计

结构参数K1、K2;偏距e;摆杆总长Rn;推杆长Ln;摆杆长Ri;拉杆长Li;油缸直径D;拉杆最大受力Fmax;补偿油缸总作用力P。
4 人机界面设计
压机同时闭合装置人机界面设计包括用户给定的压机类型(即新、旧压机和纤维板、刨花板和胶合板热压机);压机层数;热压板长度、宽度、厚度;压机开档;产品厚度;垫板厚度以及板坯厚度等。同时,提供用户所要求的压机参数,如摆杆长度、拉杆长度以及其它参数等。
人机界面设计相关说明:
(1)文本框内只能输入数字;
(2)当选择压机类型后,程序会自动将相关此压机的层数添加到“层数(n):”的下拉列表中,由用户自行选择层数。
(3)用户从“请输入参数”将热压板长度、宽度、厚度等参数输入后,人机界面上有一个“计算”按钮,点击按钮后,在“输出结果”区有三张选项卡上分别显示结构参数、油缸直径、拉杆最大受力等。
5 结论
通过设计基于C#设计开发的对多层压机实时自动控制系统,减轻了以往人们设计压机时繁重的计算工作,实现了人造板制造行业在压制产品时,用户根据要求设置产品参数,同时自动输出压机的结构参数,真正实现人机对话,改善工人的工作环境,提高产品质量和生产效率。
参考文献
[1]张彦玲.Visual Basic 6.0程序设计教程[M].2009,9.
[2]王伟平,谢力生.基于VB的人造板多层热压机杠杆式同时闭合装置专家系统设计[J].林业机械与木工设备.2008.11.
[3]马安红.计算机编码在人造板机械行业的应用[J].产品与开发,2005:11,26-29.
[4]南京林业大学.木工机械[M].中国林业出版社,1987.12.
C# .Net Design Based on Real-time Multi-press Automatic Control System
WANG Weiping,CHEN Guizhi
(Hunan Vocational College of Automotive Engineering,Zhuzhou 412001)
Abstract:Currently, in the field of industrial control industrial users require more work-friendly interface, in order to improve people's working environment, improve product quality and production efficiency. This article was based on C# language designed for real-time multi-press automatic control system procedures, set parameters when pressing wood-based panels in accordance with the requirements for the users, realized the real man-machine dialogue to improve working environment, product quality and production efficiency.
Key words:C# language, multi-press, automatic control system, man-machine dialogue
基金项目:湖南省高校科研项目“人造板多层热压机杠杆式同时闭合装置专家系统设计”(编号:14C1203)。
猜你喜欢
山东冶金(2022年2期)2022-08-08
农村科学实验(2021年19期)2021-12-24
农村科学实验(2021年8期)2021-07-22
金刚石与磨料磨具工程(2021年2期)2021-05-25
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年9期)2018-09-19
江西建材(2018年7期)2018-02-14
天津造纸(2016年3期)2017-01-15
新疆钢铁(2015年2期)2015-11-07
