快走丝电火花线切割机教学经验分享
2017-04-10 06:21刘新元
课程教育研究·新教师教学 2016年13期
刘新元
【摘 要】今天,快走丝电火花线切割机已经是机械加工业、特别是模具制造业常用的“标配”机器了。宏扬“工匠精神”,总结交流电火花线切割机操作经验,很有意义。
【关键词】快走丝电火花线切割机、数控编程、实习教学
【正 文】
2016年3月5日,李克强总理在第十二届全国人大四次会议政府工作报告上提到:“要鼓励企业开展个性化定制、柔性化生产,培育精益求精的工匠精神”,“工匠精神”首次出现在政府的工作报告上。社会需要更多更好的高品质产品,“工匠精神”是保证产品品质的前提。响应总理号召,宏扬“工匠精神”,技工院校教师责无旁贷。与同行们分享在快走丝电火花线切机使用方面的经验,探讨操作心得,让更多人能成为末来的“工匠”,是自己的心愿。
经过摸索,将“学习快走丝电火花线切割机操作”划分成三个任务,特与大家分享。
一、第一“学编程”
快走丝电火花线切割机属于数控机床,它的切割“刀具”是“钼丝”产生的高温电火花。钼丝与工件之间不直接接触,彼此间保留有0.01MM左右的间隔,这个空隙就是电火花燃烧的空间。在这个空间内,高频电放出的火花,瞬间产生近万度的高温,将作为电极的金属工件烧熔,汽化,造成裂隙,从而达到分离切割工件目的。作为电极的另一端——“钼丝”,只会上下快速移动,使整根钼丝都成为刀具;工件上要切割的轨迹,全靠機床的X、Y轴(丝杠)带动工件移动综合生成,机床丝杠是由数控设备及步进电机控制运动,它的运动精度比较高。
工件的外形图案,就是工件移动的轨迹,是靠数控系统程序来控制实现的。数控电火花线切割机使用的程序,主两有种:即3B代码程序和ISO代码程序。
1、3B代码程序
3B代码是一种结构相对固定的控制格式,代码中含有3个B字母(这些B字母只起到分隔符的作用,没有其它意思)。它是以X向或Y向托板进给计数的方法决定是否到达终点,只适用于二维加工。一般使用:B B B GX Z或B B B GY Z格式,所有数值采用绝对值,单位为微米(um)。
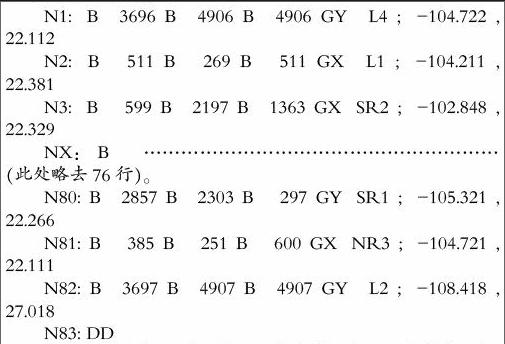
如下所示:这是一个加工模数m=1,齿数z=10,压力角20度,变位系数为=0,齿顶高系数=1,齿顶隙系数=0.25mm小齿轮的线切割数控3B程序。
这个程序共有83行语句,N1代表第一句,N2代表第二句,依此类推;N83表示第83句程序,它的代码内容是“DD”两个字母,表示停机结束程序的意思。从这里可以看出,线切割复杂一点的工件,程序行数都比较多,书写有点困难。因此,只有直线或简单图形,才会手工编程;通常情况下,都是依赖电脑数控编程。
2、电脑编程
不管是3B代码程序,还是G代码程序,都可以通过数控软件自动编程生成,既方便又准确。学习线切机操作,必须学会电脑编程。目前,可以生成线切割加工程序的电脑软件有很多种,有caxa线切割编程软件,也有YH,AUTOP专用程序软件,这些软件都有一个共同特点:首先画加工工件图形,然后给定加工参数(如选择钼丝直径,钼丝偏移量,补尝值等),最后自动生成加工程序。当然,程序生成后,还可以模似加工一下,以判断是否正确,是否符合加工需要。绘制工件图形,所用的画线功能与AutoCAD类似,就是画直线、圆弧、角线;并通过平移、复制、剪切编辑操作,认真练习,上手较快。
3、经验分享
数控编程中,最容易出现问题的要素有两个,第一个是切割时钼丝的“偏移方向”,即钼丝中心线往那个方向偏移;第二个要素是“钼丝偏移的值”是多少?对于第一个要素:要看清加工时保留的工件是内芯凸件还是外凹母件,保留内芯件,钼丝就往外形方向偏移,这相当于锯割时让锯缝挪到外部,保证工件尺寸精度不受锯缝影响;反之,则采取相反选择。对于第二个要素,钼丝偏移值——通常取“钼丝的半径值再加上0.02”mm,例如,钼丝直径为0.16mm时,偏移值取0.10mm(半径0.08+0.02);这里0.02mm就是钼丝放电时它与工件的空隙。如果加工后发现工件尺寸有误差,就要调节这个放电间隙值,它与放电时的电压、电流等电参量有关,同时与切割时冷却效果,冲洗质量等因素有关,需要认真摸索,才能尽可能消除误差,达到高精度加工质量和效果。
二、第二“学操作控制”
利用数控软件,画好工件图形,自动生成加工代码程序后,仿真检验程序是否正确,如果正确,就可以进入生产加工环节——操作控制机器,切割出所需要的工件。在这个环节中,共有两个步骤:切削前准备和切削加工操作。具体过程及经验分享如下:
1、切削前准备
切削前任务有:完成程序录入,装夹工件,绕排及检查钼丝,准备冷却液等步骤。
准备任务内容中,首先要完成的任务就是程序录入工作。操作数控机器,需要有数控程序。数控电火花机床的程序输入方法有多种:可以用键盘直接录入;也可以用U盘等传递介质复制过去;或者通过通讯软件、电脑网络将程序直接发送到电火花线切割机的控制单元上;如果是机器自带编程软件,可以在编程届面中直接转向加工届面,将生成的程序启动,便捷实现加工操作。
装夹工件任务排第二步。装夹工件要考虑两个重要的因素:一是工件重量,二是不妨碍切割。装夹要安全、稳定、牢固,特别是考虑到切割过半时,工件要有足够支撑,不会因为自重原因而造成装夹变形,掉落,歪斜;切割终极时,保证工件还能有足够支撑或固定,这个对大型工件或重量大的工件,特别重要。装夹时要确定起点位;切割的起始位置是基准位,也是起点位;通常要先钻一个直径?3mm的小孔,以便能穿过钼丝;这个位置要与程序生成时相一致。将工件毛坯装夹固定后,手动调整工件,并对准基准穿丝孔中心位置,将钼丝穿过丝孔、导轮、电极和压紧轮,最后固定在卷丝筒上。装夹环节中,特别要注意固定爪不要在切割运行轨迹线上,不能跨越切割轨迹,否则钼丝会切断固定爪。
第三个准备任务是做好绕排及检查钼丝的工作。完成工件装夹与钼丝穿引后,启动卷丝筒,观察钼丝的绕排情况;钼丝在全工作长度范围内不能起绉、起折打结,保证良好直线性;注意钼丝与机床电极接触情况,确保接触良好,导电受电不被影响。调节好卷丝筒的电机行程开关位置,保证切割钼丝可利用的切割长度最长,滚筒两侧只留5~10圈的磨擦固定圈就可以了,这样可以有效提高钼丝使用效率,提高切割质量。
第四个准备任务是检查、调试好冷却液。走丝正常后,就要检查冷却液体的质量、余量,如果太脏、变质,要及时更换;如果余量不足,要增添新的乳化液。最后检查液体回流通道,不能有堵住通道的杂物存在;通道也不能有泄漏点,以免破坏干爽、整洁的工作环境。一切检查完毕后,即可启动冷却泵。冷却液上来后,要认真调节上、下喷嘴的流量,确保有足够的液体冲洗钼丝和切割缝中的切屑。
2、切削加工
准备工作完成后,即可开始切割加工控制操作任务。此时,主要工作内容是启动电控部分。具体步骤:首先启动高频电流,再启动自动进给。当X轴、Y轴进给驱动电机开始工作,并不断地把工件按程序要求送给钼丝切割,鉬丝靠近工件时,就会看到电火花,并听到哔啪爆炸声。这时电火花线切割正式开始了。
在切削过程中,认真调节钼丝、工件之间的放电电压,确保放电电流稳定。随着控制跟踪系统的进行,钼丝就可以稳定地进行切割。工件厚度大,采用大电流;但电流过大,切割表面比较粗糙,精度不好。电参数的设置,很重要;不同硬度材料,不同种类材料,电参数选择不同;操作者也可以通过记录总结,形成自己喜欢的,有效的电参数系列表。
三、第三“学维修保养”
电火花线切割机床也需要定期维护保养,才能保证长期稳定运行。保养项目有日常小保养,定期保养等。
1、日常保养项目
日常保养是保证机器正常使用,延长寿命的关键,日常保养很重要,是基础工作。日常保养的内容主要有:(1)每天认真检查滚轮、导轮,导电极的磨损及工作情况;特别要注意观察它们与钼丝的接触配合情况,保证钼丝在导轮、导电极的中心位置,确保走丝顺畅。(2)要认真检查钼丝本身,认真观察它是否有明显损伤(表面凹凸不平),如果烧损严重,要及时更换新的钼丝;(3)经常观察检查数控电机及传动丝杠工作情况,及时给丝杠更换润骨脂,保持传动精度良好;(4)检察及更换冷却液。冷却液起到防止工件烧坏、退火、隔绝空气,保持电火花稳定,及时冲洗切缝切屑等作用;冷却液使用一段时间后,会因为切屑积累,液体与空气接触氧化,经电火花高温影响等因素,会变色,变质,性能会下降;失效的冷却液,要及时更换。我们使用佳润牌线切割专用乳化液,通常一个月更换一次;如果切割频繁,半个月就要更换一次。
2、定期修理工作
日常保养工作做得好,机器性能就稳定,可以更好地为生产服务。日复一日的工作,机械也容易生病,因此,使用一定时间,比如半年或一年,很有必要对机器进行定期的检查、维修工作。电火花线切割机的定期维护修理主要有以下内容:
(1)、清洁或更换电路元件、插板等。长时间工作运行,电器元件最容易吸贮灰尘、积聚脏东西,因此需要定期打扫清洁、检查;同时,一些电子元件,如电解电容,大功率电阻等,容易老化、性能下降,造成装置性能下降、失效或损坏,无法产生正常的电火花,这时,就需要更换电路元件或插板。
(2)、定期检查测定丝杆及传动螺母的配合间隙。数控步进电机的信号,最终变成切割轨迹的位移,实现这个位移,全靠丝杆与传动螺母的配合,长时间的工作,两者间会出现磨损,从而影响加工精度;因此,定期检测工作间隙,当发现较大误差时,需要给予补尝处理或修理。
(3)、定期清理及维护冷却系统。冷却液带着切屑流动,通过各个通道回到蓄水箱,再由冷却泵抽出,因此,定期清洁及梳通冷却液通道,清理杂质,是保障供给的基础。冷却泵也要定期清理,维护,这些工作都很重要;是维护机器正常工作必不可少的修理任务。
(4)、定期检测机床轨道参数(垂直度、平行度等值),确保配合间隙,使之润滑良好,是保护加工精度的主要措施。通过定期检查,可以发现机器毛病,及时修复,避免故障扩大,这是技术工人必须养成的好习惯,这也是“工匠”精神追求的目标。
小结:经过多年的工作实践,用这种“划分三个任务”的方法安排学员学习,成效明显。同学们从刚进入车间时对数控电火花线切割机操作一无所知,到能熟练掌握操作,进步很快。学习训练任务的完美制订,体现教师对“工匠精神”的理解与施行;教师在教学过程中,自己就必须先是“工匠”,才能培育学生成为明天生产中的“工匠”。
只有不断追求完美的师傅,才能培育出精益求精的高徒;只要中国职业教育界中充满这样的意识,相信明天的“中国制造”一定能更辉煌!
猜你喜欢
亚太教育(2016年36期)2017-01-17
内蒙古教育·职教版(2016年11期)2017-01-05
职业·中旬(2016年9期)2016-12-22
科学与财富(2016年18期)2016-12-22
中外医学研究(2016年26期)2016-11-30
电脑知识与技术(2016年13期)2016-06-29
考试周刊(2016年34期)2016-05-28
考试周刊(2016年17期)2016-03-31