冲压温度对镀锌22MnB5钢板镀层中裂纹的影响
2018-04-27 01:51启富
腐蚀与防护 2018年4期
, ,,启富,,,
(1. 河北科技大学 材料科学与工程学院,石家庄 050018; 2. 钢铁研究总院 先进金属材料涂镀国家工程实验室,北京 100081; 3. 首钢技术研究院,北京 100043)
提高高强钢在车身中的使用比例有助于实现汽车轻量化。热成形技术是提高钢板强度的有效方法,它通过将奥氏体化含硼合金钢快速冷却淬火,可以使钢板获得1 500 MPa以上的超高强度马氏体组织,不仅保证了车身安全性,还有效解决了传统冷成形中尺寸精度低等问题,在汽车制造领域得到越来越广泛的应用[1-3]。由于在奥氏体化过程中,热成形钢表面易出现氧化和脱碳[4],各大钢铁企业和科研机构对带镀层的热成形钢开展了相关研究。最早开发并实现商业化生产的带镀层热成形钢是欧洲Arcelor公司的Al-Si镀层USIBOR1500系列产品。Al-Si镀层具有优异的耐高温性,但是该系列镀层在室温或高温下进行成形时均易开裂,且生产成本较高[5-8]。近年来,各大汽车厂商将研发重点转向具有独特阴极保护作用的锌基镀层。锌基镀层成本较低,具有优异的涂装性、良好的美观性和足够的抗氧化性,是汽车热成形零部件的理想镀层[3]。
在热成形过程中,钢板和锌基镀层同时被加热。钢板在高温下塑性较高,易于成形[9],而锌基镀层熔点较低,在高温成形时易出现液态金属导致脆性(LMIE)裂纹[10]。因此,锌基镀层热成形钢的加热工艺和热成形温度等参数需要权衡锌基镀层与钢铁基体二者之间的矛盾。选择合适的成形温度对镀层的组织成分以及冲压后镀层中裂纹的产生情况具有很大影响。成形温度过高,镀层中易出现液态Zn导致的LMIE裂纹,成形温度过低,则会降低零件的力学性能[11-13]。本工作在不同温度下对镀锌22MnB5钢板进行了热冲压,研究了冲压温度对镀层组织以及冲压后镀层中裂纹产生情况的影响。
1 试验
1.1 试验材料
22MnB5钢是在C-Mn钢的基础上加入一定量的B元素,B的存在可以使其CCT曲线右移,避免铁素体和珠光体的形成,从而在热冲压后得到完全马氏体组织[14]。本试验采用热浸镀锌22MnB5钢板,镀层厚度为1.2 mm,具体化学成分(质量分数):0.23% C,1.20% Mn,0.25% Si,0.18% Cr,0.003% B,0.03% Ti,余量为Fe。
1.2 试验设备及试验方法
一般当温度达到Ac1以上后,钢板中的珠光体便开始转变为奥氏体,当温度达到Acm以上后,难溶的渗碳体便开始溶解,为了保证热冲压零件在成形后能够得到超高强度,通常板料需要在Ac3以上保温一定时间使其均匀奥氏体化。由于22MnB5钢马氏体开始转变温度为382 ℃,故其奥氏体化的最佳加热温度为880~950 ℃、保温时间为3~5 min,加热温度过低不能完全奥氏体化,加热温度过高易造成过烧或晶粒过大,而保温时间则与钢板厚度有关[15-18]。实际生产中,在奥氏体化后的板料从炉内取出并转移至模具上定位进行冲压期间,板料通过对流和辐射向周围环境快速散热,导致热冲压时温度急剧下降,而当其他条件相同时,板料温度越高,其内能越大,塑性越好,变形抗力及成形应变力较低,成形精度较高[9,19]。因此,将奥氏体化后的钢板从加热炉中取出并放到热成形模具的过程必须尽可能快。这是为了防止高温下钢板发生氧化,也是为了保证钢板在冲压时仍然处于较高的温度,具有良好的塑性。在实际生产中,板料的转移时间一般为5~8 s[20-21]。
将镀锌22MnB5钢板置于SX-G12123型箱式电阻炉中加热至900 ℃保温5 min进行均匀奥氏体化后,快速转移至热冲压试验机上进行热冲压。通过焊接在钢板表面的K型热电偶实时监测钢板的温度,冲击温度分别为740,780,820 ℃,热冲压后钢板在模具中保压淬火,保证其奥氏体组织充分转变为高强度的马氏体组织。通过线切割方法分别从热冲压镀锌22MnB5钢板上取样,取样位置如图1所示,对其镀层组织和镀层中产生的裂纹进行研究。
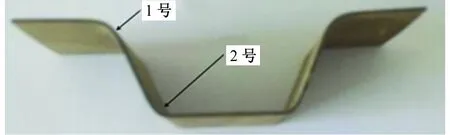
图1 取样位置Fig. 1 The positions of sampling
采用Olympus GX41光学显微镜(OM)对热冲压前后镀锌22MnB5钢板的镀层和基体组织进行观察;利用FEI Quanta650场发射扫描电子显微镜(SEM)及附带的能谱仪(EDS)对镀锌22MnB5钢板的镀层组织成分以及其热冲压后的裂纹分布情况等进行观察和研究。
2 结果与讨论
2.1 热冲压前镀层的微观形貌及成分
通过扫描电镜及附带能谱仪对热冲压前镀锌22MnB5钢板镀层的截面形貌进行观察,结果如图2(a)所示。由图2(a)可见:镀层由纯锌层和界面处抑制层组成。抑制层的完整性和均匀性对镀层在浸镀和退火处理过程中Fe、Zn原子的扩散程度有重要影响,从而成为影响镀层最终质量的重要因素。采用10%(质量分数)H2SO4溶液去除镀层表面锌层,观察抑制层形貌,结果如图2(b)所示。由图2(b)可见:镀层抑制层较完整且颗粒较为均匀。
采用能谱仪线扫描方式测热冲压前镀锌22MnB5钢板镀层中各元素在镀层截面上的分布情况,结果见图3。由线扫描结果可以看出:Zn镀层厚度约为10 μm,在镀层与基体之间存在一层较薄的Fe-Al抑制层,一般认为其成分为Fe2Al5-xZn。
2.2 热冲压后镀层的微观形貌及成分
由图4可见:冲压温度为740 ℃时,1号位置处镀层中的Fe含量在70%(原子分数,下同)左右,Zn含量在25%左右,镀层厚度相对较薄;冲压温度为780 ℃和820 ℃时,镀层中Fe、Zn的含量无明显变化,Fe含量约为65%,Zn含量约为30%。
传统成形过程中,由镀层中Fe含量较低,其发生包晶反应的温度也较低,液态Zn在较低温度下便已经存在,很容易渗入钢铁基体内部,导致LMIE裂纹的产生,而热成形过程中,镀层在奥氏体化之后具有足够高的Fe含量,使镀层中的液态Zn转变为固态的α-Fe(Zn)组织,可以有效减少或避免LMIE裂纹的出现。
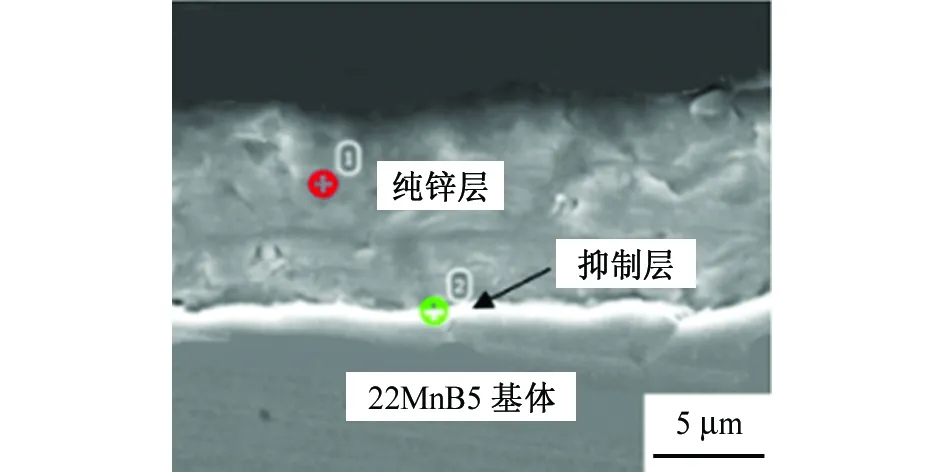
(a) 镀层截面形貌
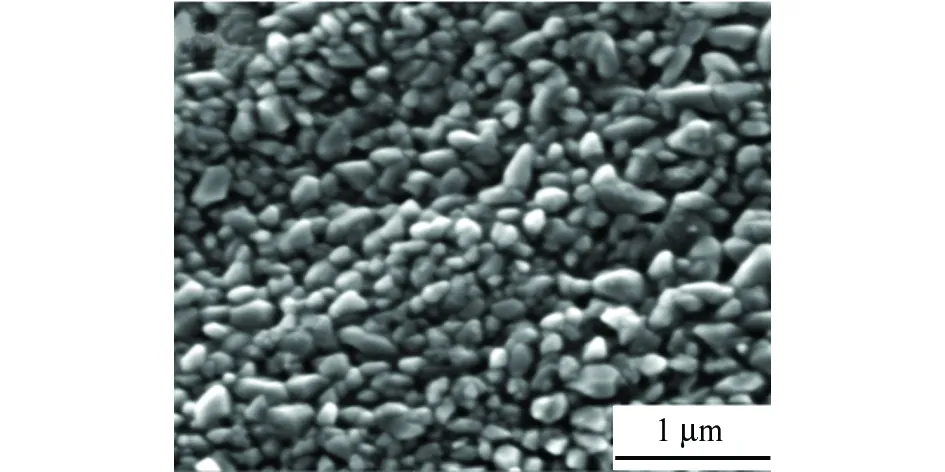
(b) 抑制层表面形貌 图2 热冲压前镀锌22MnB5钢板镀层的截面形貌 及其抑制层表面形貌 Fig. 2 Sectional morphology of coating (a) and surface morphology of its inhibition layer (b) on galvanized 22MnB5 steel plate before hot-stamping
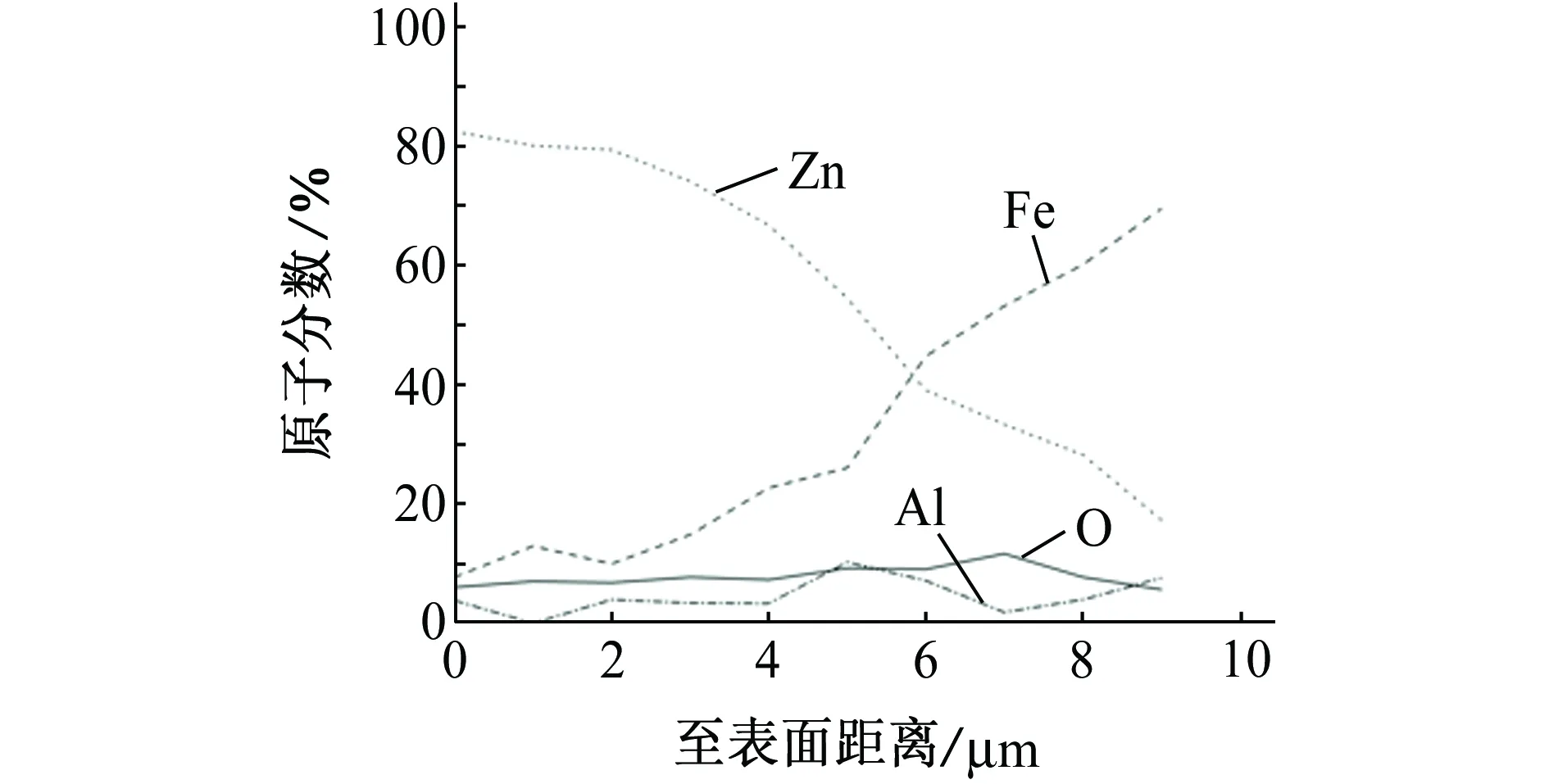
图3 热冲压前镀锌22MnB5钢板镀层线扫描结果Fig. 3 Linear scanning results of the coating on galvanized 22MnB5 steel plate before hot-stamping
由图5可见:在740 ℃下冲压后,2号位置的镀层中Fe含量在70%以上,镀层中存在数条微细裂纹;在780 ℃下冲压后,镀层表层O含量增加,镀层中的Fe含量为60%~65%;在820 ℃下冲压后,镀层中的Fe含量为60%~70%,Zn含量为20%~30%,并出现了一定波动。对比图4和图5中O、Al、Fe和Zn元素的含量可知,相同温度下冲压后, 2号位置与1号位置处,镀层的成分基本一致。
镀层中存在较多Zn元素,尤其是在奥氏体晶
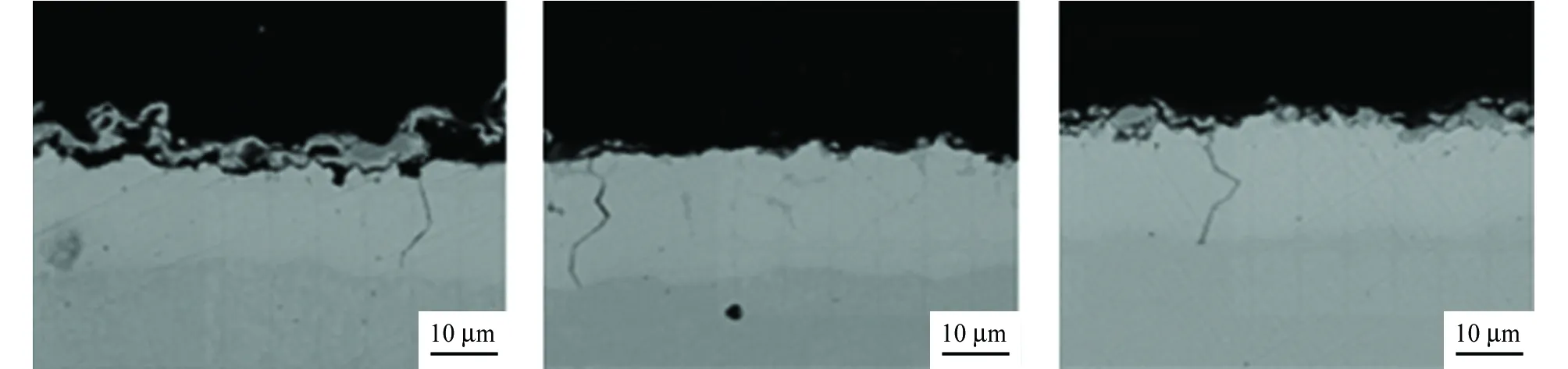
(a) 740 ℃,截面形貌 (b) 780 ℃,截面形貌 (c) 820 ℃,截面形貌
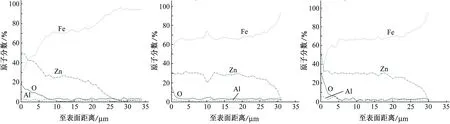
(d) 740 ℃,元素分布 (e) 780 ℃,元素分布 (f) 820 ℃,元素分布 图4 不同温度冲压后1号位置处镀层的截面形貌和元素分布Fig. 4 Sectional morphology (a, b, c) and element distribution (d, e, f) of coating at position of No. 1 after stamping at different temperatures
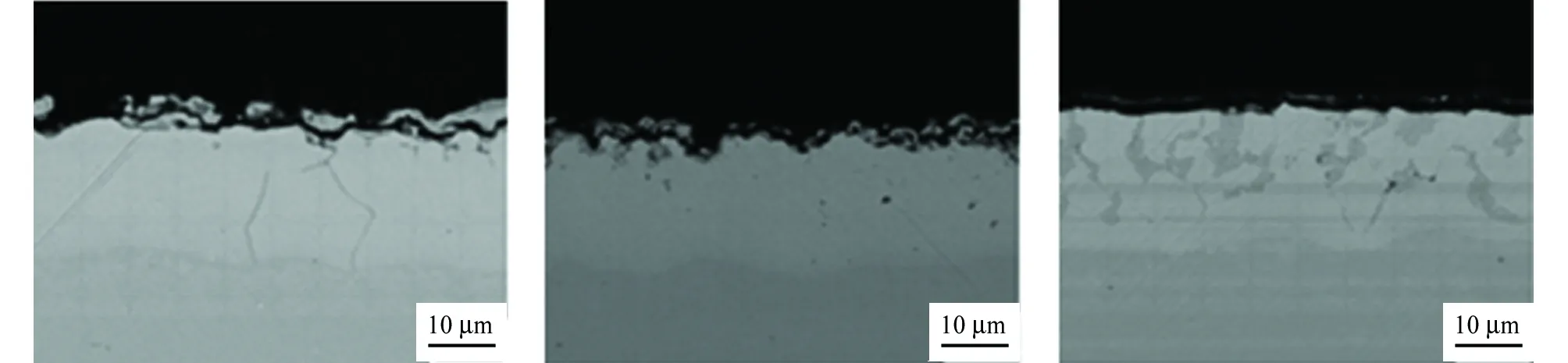
(a) 740 ℃,截面形貌 (b) 780 ℃,截面形貌 (c) 820 ℃,截面形貌
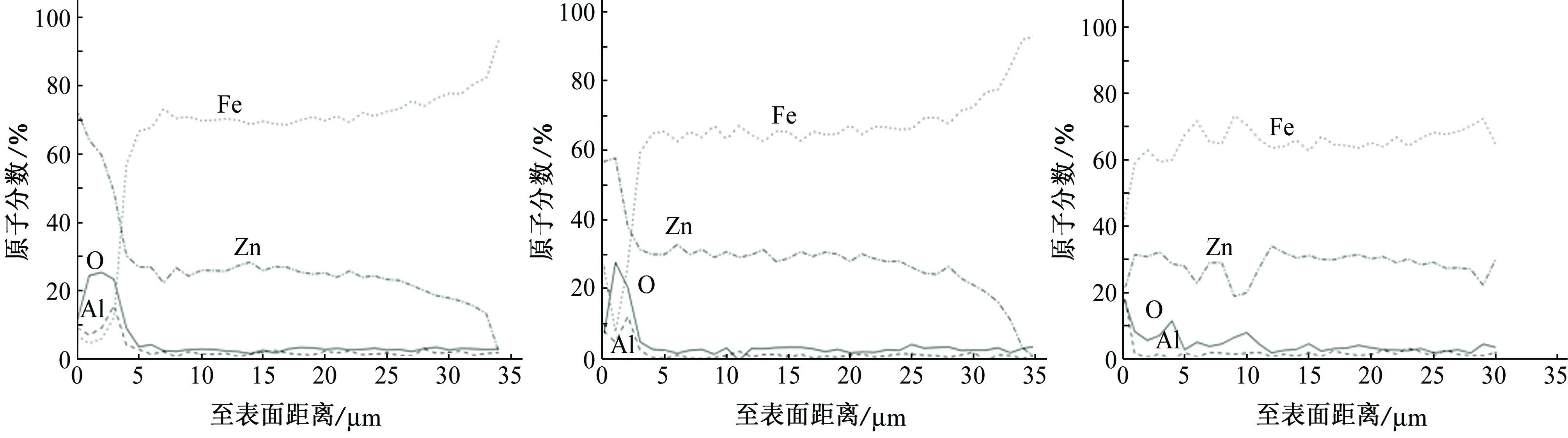
(d) 740 ℃,元素分布 (e) 780 ℃,元素分布 (f) 820 ℃,元素分布 图5 不同温度冲压后2号位置处镀层的截面形貌和元素分布Fig. 5 Sectional morphology (a, b, c) and element distribution (d, e, f) of coating at position of No. 2 after stamping at different temperatures
界处Zn含量偏高,这些Zn在高温下为液态,脆性断裂将会发生在固态α-Fe(Zn)和液态Zn或Zn-Fe相的界面处,热冲压成形时,在外应力的作用下Zn原子在奥氏体晶界处以液态沿裂纹尖端扩展,会形成较长的LMIE裂纹。
2.3 镀层裂纹分析
由图6可见:热冲压后镀层中产生的裂纹主要与Zn的扩散有关,在奥氏体化过程中,由于奥氏体晶界处能量较高,锌铁反应速度快,导致部分的Zn扩散到奥氏体晶界中,在780 ℃和820 ℃进行冲压时,镀层中仍然有液态Zn或Zn-Fe相存在,冲压变形时,液态Zn或Zn-Fe相沿奥氏体境界扩展,导致较长的裂纹,如图中圈内裂纹已扩展至钢铁基体;在低于Γ相熔点(782 ℃)的740 ℃冲压成形时,晶界处的Zn-Fe相虽然能够转变为固态,但是由于Zn-Fe相是脆性相,在镀层裂纹尖端的应力作用下,基体也会产生微裂纹[22]。
由图7可见:冲压温度为740 ℃时,冲压后产生的裂纹仅存在于镀层内部,这是由于镀层中主要由固态的α-Fe(Zn)相和少量Γ相组成;冲压温度为780 ℃时,镀层中出现较多裂纹,且较1号位置处的裂纹宽;冲压温度为820 ℃时,镀层中出现了数条扩展至基体中的长裂纹。

(a) 740 ℃ (b) 780 ℃ (c) 820 ℃ 图6 不同温度冲压后1号位置处镀层中的裂纹形貌Fig. 6 Crack morphology in the coating at position of No. 1 after stamping at different temperatures
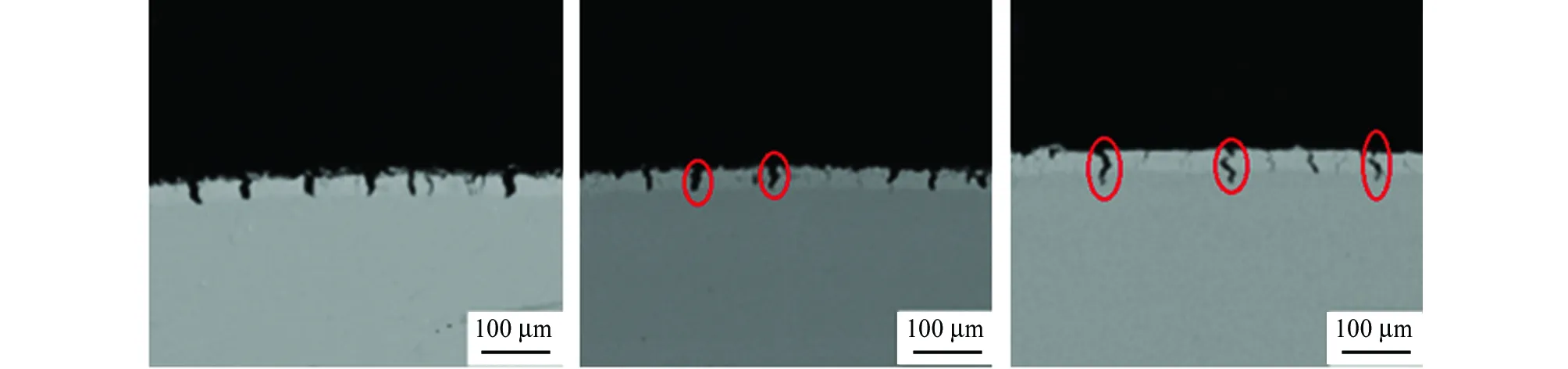
(a) 740 ℃ (b) 780 ℃ (c) 820 ℃ 图7 不同温度冲压后2号位置处镀层中的裂纹形貌Fig. 7 Crack morphology in the coating at position of No. 2 after stamping at different temperatures
对比图6和图7中的裂纹形貌及分布可知,2号位置处裂纹较1号位置处裂纹宽,且2号位置处出现的扩展至基体的裂纹数量较多,这是由于两个位置所受外界应力(主要是与模具之间的摩擦力)不同造成的。
3 结论
(1) 900 ℃保温5 min均匀奥氏体化后,镀层中Fe含量明显增加,Zn含量明显减少,镀层中的液态Zn在热冲压后转变为固态的α-Fe(Zn)相,可有效减少高温下冲压成形时由液态Zn或Zn-Fe相导致的LMIE裂纹。
(2) 随着冲压温度的提高,镀层中Fe含量呈现下降趋势。冲压温度为740 ℃时,镀层中Fe含量较高,为70%左右;冲压温度为780 ℃时,镀层中Fe含量为65%左右;冲压温度为820 ℃时,镀层中Fe含量为60%~65%。
(3) 在低于Γ相熔点的740 ℃时进行热冲压时,Zn或Zn-Fe相为固态,冲压后未出现扩展至基体的长裂纹;在高于Γ相熔点的780 ℃和820 ℃冲压时,镀层中存在的液态Zn或Zn-Fe相,会在成形过程中沿奥氏体晶界扩展产生LMIE裂纹。
参考文献:
[1] KARBASIAN H,TEKKAYA A E. A review on hot stamping[J]. Journal of Materials Processing Technology,2010,210:2103-2118.
[2] MORI K. Smart hot stamping of ultra-high strength steel parts[J]. Nonferrous Met Soc China,2012,22:496-503.
[3] STEINHOFF K,BARBAKEDZE N,SCHUPFER M. Press hardening-from galvanized UHSS to body-in-white application[C]//8th International Conference on Zinc Alloy Coated Steel sheet. Genava:Galvatech,2011:12-15.
[4] KONDRATIUK J,KUHN P,LABRENZ E,et al. Zinc coatings for hot sheet metal forming: comparison of phase evolution and microstructure during heat treatment[J]. Surface and Coatings Technology,2011,205:4141-53.
[5] GUI Z X,LIANG W K,LIU Y,et al. Thermo-mechanical behavior of the Al-Si alloy coated hot stamping boron steel[J]. Materials and Design,2014,60:26-33.
[6] 张杰,江社明,张启富. 热成形钢镀层研究进展[J]. 金属热处理,2015,40(3):169-172.
[7] GUI Z X,LIANG W K,ZHANG Y S. Formability of aluminum-silicon coated boron steel in hot stamping process[J]. Transactions of Nonferrous Metals Society of China,2014,24:1750-1757.
[8] LIU H S,XING Z W,LEI C X. Hot formation quality of high strength steel BR1500HS for hot stamping without cooling system[J]. Nonferrous Metals Society of China,2012,22:542-547.
[9] LEE R S,LIN Y K,CHIEN T W. Experimental and theoretical studies on formability of 22MnB5 at eleva-ted temperature by Gleeble simulator[J]. Procedia Engineering,2014,81:1682-1688.
[10] LAWERENCE C,Heeseung K,CHANGWOOK L,et al. Microstructure of liquid metal embrittlement cracks on Zn-coated 22MnB5 press-hardened steel[J]. Scripta Materialia,2014,90/91:25-28.
[11] 林建平,立影,孙国华,等. 超高强度钢板热冲压成形研究与进展[J]. 金属铸锻技术,2008,37(21):140-144.
[12] 张杰,江社明,张启富,等. 加热工艺对22MnB5钢板组织和力学性能的影响[J]. 热加工工艺,2014,43(14):204-206.
[13] ZHU L J,GU Z W,XU H,et al. Modeling of microstructure evolution in 22MnB5 steel during hot stamping[J]. Journal of Iron and Steel Research,2014,21(2):197-201.
[14] NEDERI M,KETABCHI M,ABBASI M,et al. Analysis of microstructure and mechanical properties of different boron and non-boron alloyed steels after being hot stamped[J]. Procedia Engineering 2011,10:460-465.
[15] TURETTA A,BRUSCHI S,GHIOTTI A. Investigation of 22MnB5 formability in hot stamping operations[J]. Journal of Materials Processing Technology,2006,177:396-400.
[16] 谷诤巍,孟佳,李欣,等. 超高强度钢热成形奥氏体化加热参数的优化[J]. 吉林大学学报:工学版,2011(S2):194-197.
[17] GEIGER M,MERKLEIN,HOOF C. Basic investigations on the hot stamping steel 22MnB5[J]. Advanced Materials Research,2005(6/8):795-804.
[18] 侯红苗,盈亮,吴秀峰,等. 加热温度对22MnB5微观组织和奥氏体晶粒的影响[J]. 锻压装备与制造技术,2012(6):89-91.
[19] 李肖科, 周隐玉,刘芳,等. 高强度硼钢22MnB5的热变形方程及其模拟应用[J]. 塑性工程学报,2011,18(6):53-58.
[20] 姜超,单忠德,庄百亮,等. 热冲压成形22MnB5钢板的组织和性能[J]. 材料热处理学报,2012,33(3):78-81.
[21] DRILLET P,GRIGORIEVA R,LEUILLIER G,et al. Memorie study of cracks propagation inside the steel on press hardened steel zinc based coatings[J]. La Metallurgis Italiana,2012,104(1):3-8.
猜你喜欢
金属热处理(2022年10期)2022-10-25
表面工程与再制造(2019年3期)2019-09-18
机械工程师(2018年10期)2018-02-18
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
超硬材料工程(2016年1期)2016-02-28
现代冶金(2016年6期)2016-02-28
焊接(2016年9期)2016-02-27
焊接(2015年10期)2015-07-18
装备环境工程(2015年4期)2015-02-28