
一种可更换牺牲阳极的研制
2018-07-04 03:07,,
石油化工腐蚀与防护 2018年3期
,,
(1.中国石油集团川庆钻探工程有限公司工程技术研究院,陕西 西安 710018; 2.低渗透油气田勘探开发国家工程实验室,陕西 西安 710018)
原油沉降罐是集输站、库最基本的原油处理和污水处理设施。由于罐底的水中含有原油的沉淀物、盐类(如氯化镁、氯化钠和氯化钙)以及硫酸盐还原菌等,从而导致了沉降罐内和沉积水接触的罐内壁发生腐蚀[1]。牺牲阳极阴极保护技术可以抑制腐蚀,最普遍使用的方法是储罐内壁加装牺牲阳极,从而有效保护原油沉降罐,延长原油沉降罐检修周期。
牺牲阳极消耗完后,需要及时更换。但由于普通阳极是直接将铁脚焊接于罐内壁,更换时,首先需要使用氧气-乙炔焊枪将铁脚切割,然后再将新牺牲阳极焊接在罐内壁。但在实际生产过程中存在以下问题:
(1)进行铁脚切割作业时,氧气-乙炔焊枪的高温会在焊接处造成热影响区,对罐壁产生损伤,产生腐蚀和安全隐患;
(2)新牺牲阳极进行更换时,还需进行阴极保护设计,对阳极进行重新布局;
(3)由于原油沉降罐属于一级动火区域,切割和焊接作业均需要办理动火手续方可作业。动火手续繁琐,消耗大量人力物力[2]。
1 可更换牺牲阳极组成
可更换牺牲阳极由可更换单元、焊接铁脚和防腐扣盒三部分组成,配套以螺栓和发泡胶,组装完成后的结构见图1。
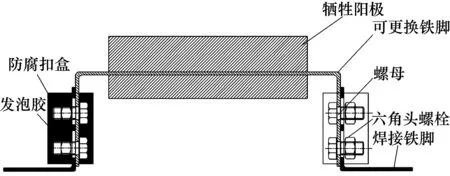
图1 可更换牺牲阳极组装
1.1 可更换单元
可更换单元主要由牺牲阳极材料和可更换铁脚组成,见图2。所用牺牲阳极材料为铝-锌-铟系合金牺牲阳极,化学成分经过GB/T4949—2007《铝-锌-铟系合金牺牲阳极化学分析方法》 中的方法测定,符合GB/T 4948—2002《铝-锌-铟系合金牺牲阳极》中的化学成分要求。可更换铁脚选用板状铁脚,由碳素结构钢制造,共设有4处螺栓孔,两侧各有两组。可更换单元为一体式结构,一次铸造完成,阳极材料使用完后,对此部分进行更换。

图2 可更换单元
可更换单元的型号和参数符合GB/T 4948—2002的相关要求,共分为4种型号,可用于不同规格储罐的内壁防腐施工。
1.2 焊接铁脚
焊接铁脚主要用于可更换牺牲阳极的焊接和安装,一组可更换牺牲阳极两侧共配备两根焊接铁脚。焊接铁脚一端设置两处腰型孔,和可更换铁脚的螺栓孔位置对应,组成可拆卸式连接。可拆卸式连接选用螺栓连接,螺栓选用六角头螺栓,型号为M16×65。焊接铁脚另一端要求表面清洁无锈,直接焊接到储罐板材表面。 焊接铁脚结构见图3。
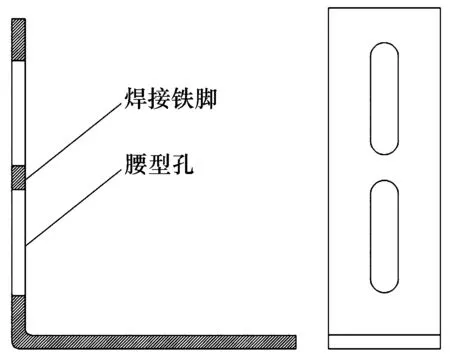
图3 焊接铁脚结构
1.3 防腐扣盒
防腐扣盒用于保护螺栓螺纹,材质为PVC,和发泡胶配合使用。
防腐扣盒由相同的两片扣合而成,每片扣盒的左右两侧设有凹孔或凸起,凸起或凹孔逐一对应。防腐扣盒上、下端设有长方形定位口,焊接铁脚或可更换铁脚可穿过。中部设有注胶口,用于注入发泡胶。防腐扣盒结构见图4。
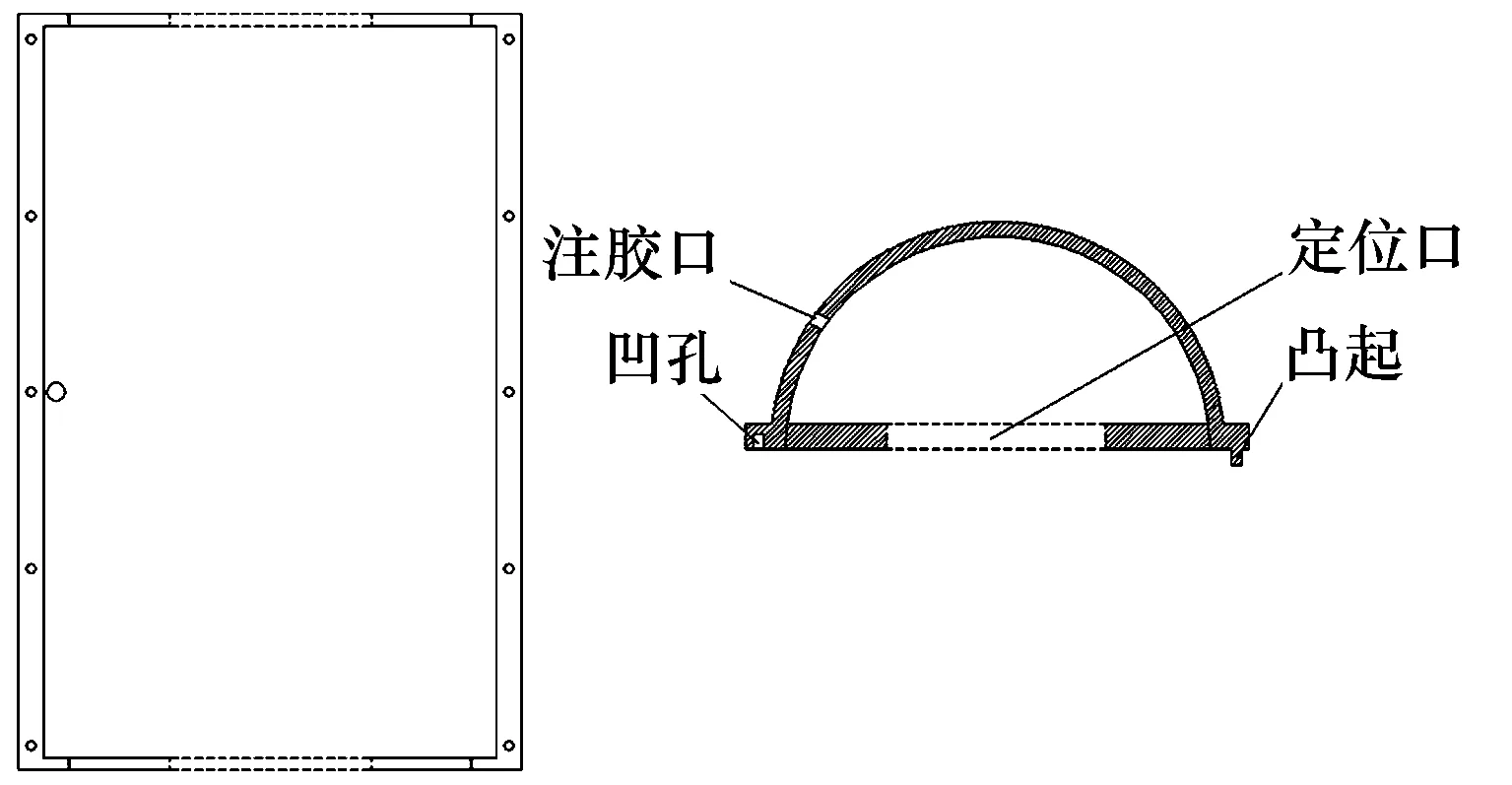
图4 防腐扣盒结构
2 安装及更换方法
2.1 安装步骤
可更换牺牲阳极可用于罐内底板、壁板以及加热管束的防腐,首次安装时,需使用电焊机对焊接铁脚进行焊接安装。
步骤一:安装焊接铁脚。按照阴极保护设计方案,确定安装位置,使用电焊机将焊接铁脚焊接在储罐内表面。焊缝要求全部焊透,确保无虚焊、假焊和砂眼,焊接质量确保达标。
步骤二:安装可更换单元。使用4组六角头螺栓对可更换牺牲阳极进行定位、安装和固定。
步骤三:安装防腐扣盒。将防腐扣盒进行定位固定,焊接铁脚或可更换铁脚穿过定位口,防腐扣盒将两组螺栓包含在内,向注胶口注入发泡胶直至溢出。
2.2 更换步骤
当需更换牺牲阳极时,按以下步骤进行更换。
步骤一:将防腐扣盒拆除,清理螺纹,拆卸螺栓。
步骤二:将可更换单元拆除,将新的可更换单元参照安装步骤进行更换。
3 结 论
通过合理设计研制出可更换牺牲阳极,用于储罐内壁防腐蚀。可更换牺牲阳极的材料和铁脚均符合国标相关技术要求,更换时无需进行切割和焊接作业。可更换牺牲阳极的使用可有效减轻牺牲阳极更换作业带来的工作强度及安全隐患。
[1] 李勇,徐伟.大型储油罐内腐蚀分析及防腐蚀措施[J].石油化工腐蚀与防护,2004,21(5):20-22.
[2] 张新发,李养池,郭亮,等.一种可更换牺牲阳极和更换方法:ZL201410314977.0[P].2017-03-15.
猜你喜欢
化工管理(2022年14期)2022-12-02
煤气与热力(2022年4期)2022-05-23
全面腐蚀控制(2021年6期)2021-12-10
建材发展导向(2021年14期)2021-08-23
文物季刊(2021年1期)2021-03-23
中国化工贸易·下旬刊(2019年11期)2019-10-21
中国临床医学影像杂志(2019年5期)2019-01-07
制造技术与机床(2017年10期)2017-11-28
化工管理(2016年22期)2016-11-25
—— 储罐
党员干部之友(2016年6期)2016-08-01
