混凝-气浮法处理煤化工废水的试验研究
2018-07-25 06:36罗文
山西化工 2018年3期
罗 文
(太原市环境科学研究院,山西 太原 030002)
我国能源结构为富煤、贫油、少气,新型煤化工技术综合应用先进的技术,以创造清洁能源和生产以煤炭为原料的产品为目标,低成本的巨大优势使其正逐渐取代传统的石油、天然气产品,在当今能源市场上更具竞争力[1]。但是,我国煤炭资源和水资源的分布呈逆向关系,新型煤化工也面临用水量大、污水排放量大的严峻问题,可以说,新型煤化工可能会造成水资源匮乏及严重的环境污染。而且,煤化工废水具有色度大、COD值高、成分复杂、有毒有害等特点[2]。因此,对于煤化工废水处理进行试验研究,进而通过经济有效的处理工艺降低其废水排放量的意义重大。
1 废水来源及水质
试验原水取自某钢铁公司调节池出水,其水质状况如表1所示。

表1 试验用煤化工废水水质
2 试验试剂及仪器
2.1 试验试剂
聚合氯化铝(PAC),广州市宝万化工有限公司;聚合硫酸铁(PFS),广州和兴化工有限公司;阳离子聚丙烯酰胺(CPAM),广州中贝环保科技有限公司;阴离子聚丙烯酰胺(APAM),郑州普尔化工产品有限公司;聚二甲基二烯丙基氯化铵(PDMDAAC),杭州海瑞化工有限公司;试亚铁灵指示剂,天津市大陆化学试剂厂;四氯化碳、氯化钠、重铬酸钾、浓硫酸、硫酸银、溴化钾、碘酸钾、硫酸汞,分析纯,天津市科密欧化学试剂有限公司。
2.2 试验仪器
pHS-3C数字式pH计,金坛市精达仪器制造有限公司;FA1204B精密电子天平,上海精科天美科学仪器;HJ-6型六联搅拌机,巩义市予华仪器有限公司;MAI-50G 红外测油仪,吉大小天鹅仪器有限公司;F202电热恒温干燥箱,济南百戈实验仪器有限公司。
3 工艺流程及分析项目
本试验采用25 L的水桶充当隔油池,首先,煤化工含油废水在桶中静置4 h,取水样测定含油量;其次,利用虹吸作用将污水进行投加药之后吸入到絮凝池中;第三,开启搅拌机搅拌0.5 h,并通过进水泵、调节阀及释放器作用,使压缩空气与回流水形成的溶气水进入到气浮池;最后,除渣,并运行一段时间后取适量待测水样[3]。隔油-混凝-气浮工艺流程如图1所示。
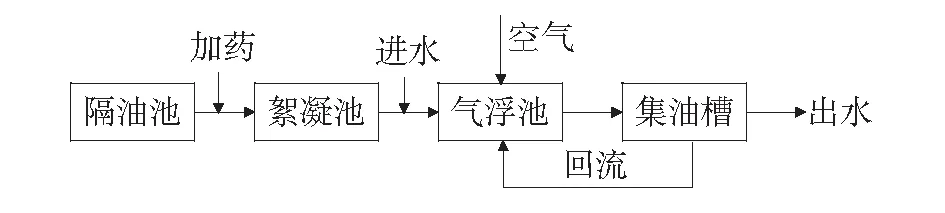
图1 隔油-混凝-气浮工艺流程简示图
本试验主要分析项目有COD、总酚、pH值及含油量,其中,COD的测定采用红外分光光度法,总酚的测定采用溴化滴定法,pH值采用pH计测定,含油量采用重铬酸钾法测定。
4 混凝沉淀法处理煤化工废水
4.1 混凝沉淀烧杯试验
混凝沉淀烧杯试验主要考察的是药剂种类、投加量等对除油脱酚效果的影响。具体试验条件及步骤为:首先,加无机絮凝剂,快速(450 r/min)搅拌1 min;其次,加有机高分子絮凝剂,慢速(100 r/min)搅拌5 min;第三,静置30 min;最后;取距液面2 cm处清液,测定分析项目。
4.2 混凝沉淀法处理煤化工废水试验结果及讨论
4.2.1 无机絮凝剂影响
本试验无机絮凝剂包括聚合氯化铝、聚合氯化铁、硫酸铝和破乳剂F-01。不同无机絮凝剂种类和投加量处理煤化工废水试验结果显示:1) 在一定投加量范围内,废水污染物去除率随投加量增加而显著增强,之后,随着无机絮凝剂投加量的继续增加,废水污染物去除率反而出现下降的趋势。此现象出现的原因可能是,絮凝剂的过量投加导致阳离子大量引入,出现抑制和阻碍作用,从而使体系脱稳,去除率下降。2) 4种无机絮凝剂中,聚合氯化铝(PAC)对煤化工废水的除油、脱酚效果最好,硫酸铝[Al2(SO4)3]最差,聚合氯化铝(PAC)的最佳投加量为200 mg/L,去除率在40%左右。因此,本试验选用PAC。
4.2.2 阳离子度影响
阳离子度的高低会影响絮凝效果,进而影响废水污染物去除率。本试验结果显示:1) 在一定阳离子度范围内,废水污染物去除率随阳离子度增加而迅速增强,之后,随着阳离子度的继续增加,废水污染物去除率在保持一定水平后出现显著下降趋势。原因可能是,阳离子大量引入会导致聚合反应不完全,聚合产物特性黏度低,且会抑制电中和作用,进而影响煤化工废水污染物去除率。2) 阳离子度在15%~45%时,去除效果较好,且当阳离子度为15.8%时,去除效果达到最佳,可达60%左右。因此,本试验选择阳离子度为15.8%。
4.2.3 特性黏度影响
特性黏度会影响絮凝剂的吸附架桥性能,进而影响絮凝性能。试验结果显示:1) 实验初期,污染物的去除率均随特性黏度的增大而增大,到一定范围后趋于稳定。这是因为,随着特性黏度增大,架桥作用越强,越容易形成絮体,絮凝效果越好。2) 特性黏度在400 mL/g~550 mL/g时,絮凝剂效果较好,且为443 mL/g时,去除率达到最大,为60%左右。因此,本试验选择特性黏度为450 mL/g。
4.2.4 pH值影响
为了考察pH值对混凝沉淀除油脱酚的效果影响,调节pH值为2~12,并进行试验。试验结果显示:1) 随着pH值的增加,污染物去除率表现出先增加后减小的趋势,而且低pH值对去除率的影响要大于高pH值。原因可能是,在弱碱环境中,能保持混凝剂的水解反应充分进行,混凝效果较好,而较低的溶液pH值不利于阳离子水解,进而不能有效吸附水中污染物。2) 在pH值为8左右时,去除效果最佳,可达60%左右。由于试验原水pH值为7.5~8.5,出于经济性考虑,不对原水pH值进行调整。
4.3 混凝-气浮法处理煤化工废水试验结果及讨论
混凝沉淀法处理煤化工废水污染物最高去除率仍不到70%,而混凝-气浮处理煤化工废水可以进一步提高废水污染物的去除率,因此,混凝后需进行后续的气浮处理。本试验主要考察四大因素对气浮除油效果的影响。具体气浮时间、投药量、溶气压力、原水初始含油浓度变化4种因素参数值如表2所示,试验结果如图2所示。
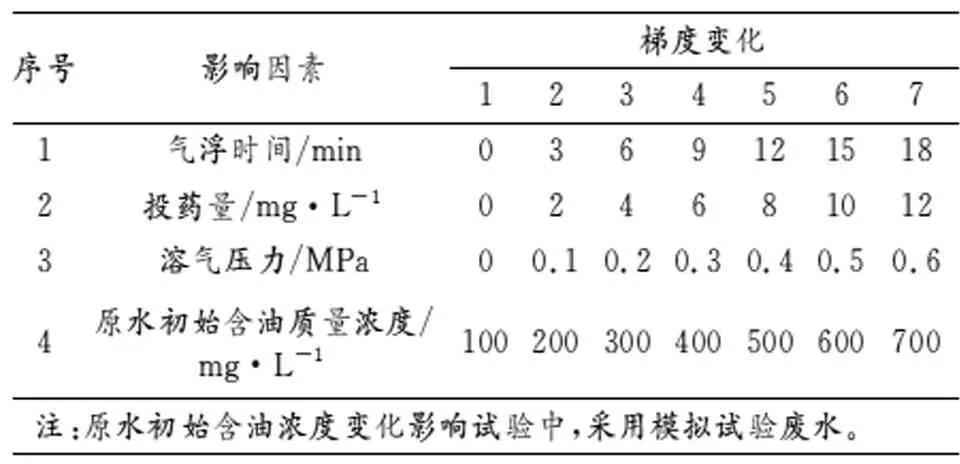
表2 4种影响因素梯度变化
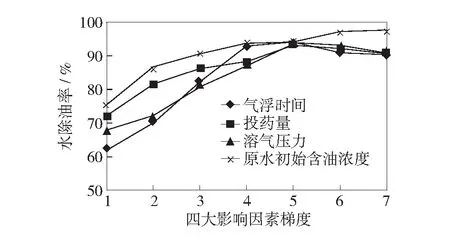
图2 气浮时间、投药量、溶气压力、原水初始含油浓度变化对气浮除油的影响
4.3.1 气浮时间影响
由图2试验结果可知,气浮时间在0 min~10 min时,随着气浮时间的增加,煤化工废水的除油率迅速增加,当气浮时间为9 min时,除油率基本达到最大,为92.5%,而后随着气浮时间的不断增加,除油率不但没有增大,反而有小幅度减小。可能是因为,气浮时间过长,会导致形成的絮粒越来越大而下沉,因此,确定最佳气浮时间为9 min。
4.3.2 投药量影响
由图2试验结果可知,与气浮时间影响类似,当投药量在0 mg/L~8 mg/L时,随着投药量的增加,煤化工废水的除油率随之增加,当投药量为8 mg/L时,除油率达到最大,为93%,而后随着投药量的不断增加,除油率反而有小幅度减小,可能是大的投药量影响了气浮反应所致,因此,确定P(AM-DMD-MMA)最佳投药量为8 mg/L。
4.3.3 溶气压力影响
由图2可知,溶气压力在0 MPa~0.4 MPa时,随着溶气压力的增大,气浮的除油率也在不断增大,可能是由于溶气压力越大,溶解的气体量越大,气浮效率也就越高。但当溶气压力在0.4 MPa~0.5 MPa时,气浮的除油率趋于稳定,不再增大,为93%左右。随后,随着溶气压力的继续增大,除油率不但没有增大,反而有小幅度减小,这可能是因为压力超过0.5 MPa后,压力的增大并不能使气泡粒径继续减小,还会出现气泡数量过多而使气浮效果变差。因此,最好将溶气压力控制在0.4 MPa~0.6 MPa。
4.3.4 原水初始含油浓度的影响
由图2可知,与其他影响因素不同,煤化工废水除油率随着原水初始含油质量浓度的增大而增加,只是原水初始含油质量浓度在100 mg/L~400 mg/L时除油率增加更快,超过400 mg/L时,随着浓度的继续增加,除油率升高较慢。本试验废水含油量为150 mg/L~200 mg/L,除油率为75%~80%。
5 结论
综上所述,对于煤化工含油废水,混凝-气浮处理比单纯混凝沉淀处理效果更好,混凝-气浮处理的最佳参数选择为:气浮时间为9 min,P(AM-DMD-MMA)投药量为8 mg/L,溶气压力控制在0.4 MPa~0.6 MPa,利用混凝-气浮处理煤化工废水实际原水,除油率为75%~80%,比单纯混凝沉淀处理的55%~60%要高出20%,因此值得在煤化工工业推广应用。
猜你喜欢
皮革制作与环保科技(2022年19期)2022-12-09
能源工程(2022年2期)2022-05-23
供水技术(2022年1期)2022-04-19
制冷与空调(2021年3期)2021-07-25
石油化工高等学校学报(2019年5期)2019-11-18
小猕猴智力画刊(2019年9期)2019-11-08
中国油脂(2019年8期)2019-08-22
中国油脂(2019年3期)2019-04-29
中国资源综合利用(2017年1期)2018-01-22
化工管理(2015年14期)2015-12-21