
X型发动机涡轮导向器面积工艺控制方法探究
2018-08-02 01:32王湘萍
机械管理开发 2018年7期
王湘萍
(中国航发成都发动机有限公司, 四川 成都 610500)
引言
X型发动机研制以来,第Ⅱ、Ⅲ、Ⅵ级涡轮导向器排气面积一直存在不合格的问题,如果能在工艺上对影响导向器排气面积的因素进行分析,准确提供合格的导向器排气面积的数值,对发动机调试是非常重要的。
1 航空发动机的喉道面积(排气面积)测量分析
航空发动机的喉道面积是指导向器叶片之间形成的通道面积,也称之为排气面积。
由于组成排气窗口的叶片带有弯曲、扭转和形状误差,它使实际窗口与理论窗口有很大的差别,因此,国内外都规定在某一个位置上测量一个流通截面的当量面积来代替。不论那一种方法测量的面积都是当量面积[1]。
本文提出了适当增加测量截面是提高测量面积准确度的有效办法。由于目前没有好的测量方法,工厂还是采用最原始的测量方法:用测具和标准件,把一个不规则的空间曲面简化成一个梯形来测量。
2 X型涡轮导向器排气面积的测量方法、检测工具和方法
2.1 测量方法
通过测量每一个窗口的高度H和a1、a2值,再用求和仪器的方法来确定指定级别的导向器排气面积。
窗口的高度H是导向叶片内外缘板之间沿梯形窗口中线方向的距离,a1和a2值是叶片排气边缘半径和相邻叶片在截面B-B上叶背型面之间的距离(如图1示)。
导向器排气面积测量前,求和仪器按照给定导向器流通截面的标准窗口进行调整,此时,求和仪器千分表应为零显示。
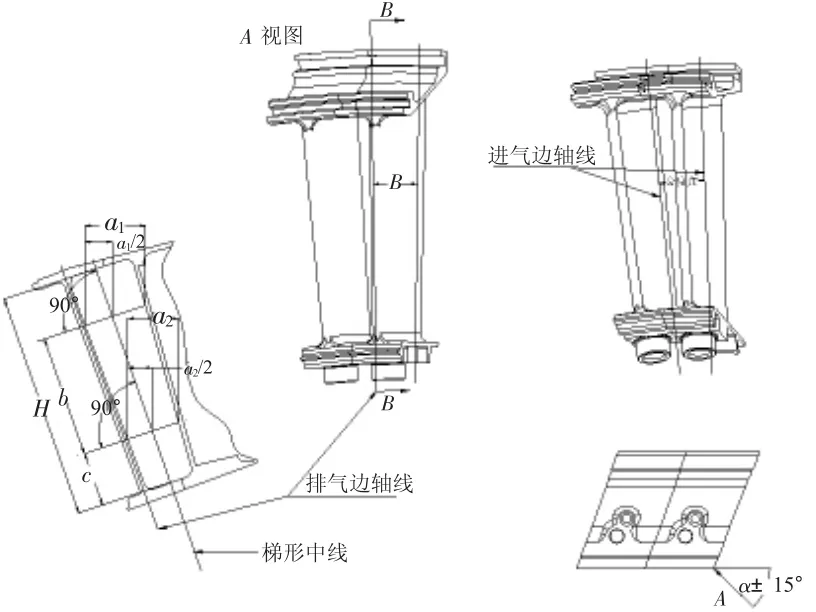
图1 涡轮导向叶片排气面积窗口示意图
2.2 检测工具和方法说明
求和仪器千分表指出被测量导向器窗口面积偏离对应导向器流通截面标准窗口面积的大小(3—6级导向器测量精度为2 mm2,1—2级导向器测量精度为 1 mm2)。
按导向器排气面积(cm2)按照下列公式确定:

获取的排气面积值记入该导向器的合格证中。不同级别的导向器求和仪器用于不同级别的导向器。
3 影响导向器面积的因素
从以上的分析可知,影响导向器面积的因素有三个:叶片的气道长度、叶型厚度、叶型安装角。
3.1 气道长度与排气面积关系
在X型发动机的研制过程中,按设计三维分析,以Ⅲ导为例:当通道高度为上偏差+0.4 mm时排气面积为1 740.37 cm2,当通道高度为下偏差-0.4 mm时排气面积为1 729.15 cm2。
3.2 叶型厚度与排气面积关系
根据下页图2数据,当叶型增厚0.1 mm时,排气面积将减小18.8 cm2。由此可见,铸件叶型偏厚应是造成排气面积偏小的重要原因之一。
3.3 叶型安装角与排气面积关系

图2 叶型厚度与排气面积关系图

图3 叶型安装角与排气面积关系图
从下页图3数据可以看出,当安装角从24°41′减小到24°26′时,排气面积将增大8 cm2。通过对这一参数的分析研究后,可以对工艺进行改进,即控制安装角度。
4 喉道面积控制
4.1 叶片毛坯制造阶段
XX型发动机调整导向面积的现行工艺是:导向器在组装后,进行喉道面积测量,反馈至前面的机加工阶段调整喉道当量,或调整毛坯的环形通道高度,即增加试装工序,导向面积小时,将叶片返叶片分厂进行抛修。
从上述分析可知:内外安装板形成的环形通道的高度误差及叶型厚度是影响喉道面积误差的重要因素。由于喉道面积测量的重要性,零件开始加工中就要着手控制喉道面积。因此导向器叶片采用精铸毛坯时必须控制环形通道的高度及叶型截面的公差值。
4.2 叶片机械加工阶段
叶片在机械加工中,主要是加工安装版的安装尺寸和定位尺寸。工艺是以精密定位为基准,采用磨削工艺进行加工。加工前,先对叶片进行精密定位,即以叶身为基准,将测点偏差调整到允许的误差内,浇注低熔点合金块,以低熔点合金块为基准加工安装定位面。这个过程称之为控制 “喉道当量”。
实际上叶片机械加工阶段只是利用安装角的公差值控制叶型弦线与安装板间的夹角,以达到控制上一叶片后缘与下一叶片背间的距离。
4.3 叶片组装阶段
4.3.1 选装
在大量库存叶片中,选取能使导向器面积合格的叶片进行装配。
4.3.2 抛修叶片
对配台叶片型面在公差范围内进行局部抛修,满足导向器面积要求。
5 提高测量精度的途径
国内外现行的测量导向面积的测具大都是摇表式测具,依次测量每个“窗口”宽度与高度,用百分表或千分表显示,然后按面积公式人工计算出来,几十年均沿袭这种方法,使用广泛但麻烦、精度低、不易测准,人工测量与计算效率低。
根据上面的分析,研究一种测量精度高及简便的排气面积测量仪是非常必要的。例如采用“线轮和差式”喉道面积测量仪、三坐标轨迹式喉道面积测量仪和电子喉道面积测量仪,此外还有一些新研制的专用测具。
6 结论
通过对叶片喉道面积的控制、测量环节的分析认为,影响导向面积的因素是可控的,设计和使用先进的测量仪器能够准确提供合格的导向器排气面积数值。
猜你喜欢
航空发动机(2022年4期)2022-10-13
航空制造技术(2022年5期)2022-07-15
东方汽轮机(2022年1期)2022-04-13
节能技术(2022年1期)2022-03-18
——以大庆油田为例
石油知识(2019年6期)2019-12-09
实验流体力学(2015年2期)2015-06-23
热力透平(2014年1期)2014-12-03
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年3期)2014-02-27
汽车与新动力(2013年5期)2013-03-11
