
解决某气门帽形淬火端面与心部硬度不能兼顾问题
2018-08-23 02:00周小伟
金属加工(热加工) 2018年8期
■ 周小伟

扫码了解更多
1. 问题的提出
在对一批有明显混炉批号(材料为85Cr18Mo2V,成分检查发现这两种气门材料含碳量、含硅量都有较大差异,可根据盘锥面与盘端面淬火后产生的明显颜色差异分成两组)的气门进行小头帽形淬火时(见图1、图2)的取样(也即加热时间和电压等参数摸索),发现下面现象:用较低的电压或较短的加热时间,一组(称A组)气门小头端面中心硬度(要求52HRC以上)偏低,不合格。另一组(称B组)合格,只是硬度过渡区较厚;用较高的电压或较长的加热时间,A组合格,但B组气门小头的心部硬度偏高,不合格。
如两组气门用不同的参数(A组加热时间较长或功率较高,B组加热时间较短或功率较低)来淬火是可以的,但要分选,较麻烦。找不到合适的参数能兼顾到两种材料达到同一要求,要么A组小头端面中心硬度偏低,要么B组气门小头淬火部分的心部硬度偏高。
2. 工艺与应用设备观察结果
淬火工艺为感应加热空冷的冲击淬火,加热时间0.5s左右,使用导磁体。电源为MOSFET逆变电源,频率200kHz。感应器如图3所示(导磁体未装)。
通过对直流电压表、电流表和频率表等的观察,证明电源无异常。通过观察、检查淬火机床部分和冷却系统,也无异常。
进一步的观察发现,淬A组合格时需要的表面温度比淬B组合格时的表面温度要高。
3. 产生原因
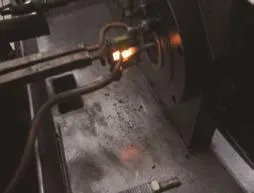
图2 气门小头帽形淬火

图3 气门小头帽形淬火感应器1
感应加热深度和功率取决于感应器中电流的大小、频率,以及工件导磁性、导电性、导热性和感应器的周围的磁场分布。感应器周围的磁场分布特征会导致工件表面各处加热功率有差异,从而可能导致各处加热温度差异,从而引起淬硬层深度及硬度有差异。图3中蓝色五星位置处间隙较小时,邻近效应将比较明显,影响感应器在此处的电流和磁场分布。感应器中电流远离工件分布,使气门小头杆端面中心的加热功率相对较小,温度较低,硬度也就相对较低。当然,即使消除了邻近效应的影响,杆端面中心温度常常也较低,主要原因是小头端面边沿由于尖角效应温度会比中心较高一些。由于热量会自动从温度高处向低处传导,因此为了使杆端面中心温度上升到足够高,消除杆端面中心硬度低的现象,就必须使整体表面温度高一些或高温时间维持较长一些。这样,由于热传导,加上气门杆部直径相对于表面淬硬层深度要求较小,工件心部温度就会高到使冷却时材料心部组织发生变化,造成心部硬度过高。从以上分析可见,由于小头杆端受热不匀,两种材料差异过大(与B组相比,A组导热性较差或需要较高的淬火温度),A组气门需要比B组气门高的温度或加热时间较长一些才能满足杆端端面中心硬度要求。而此时B组气门会由于表面温度相对过高,表面热量向心部传导过多致使心部温度过高,造成心部硬度过高。此外,加热的后段,导磁体的温度可能升高到居里点,加热深度也会增加,进一步导致了心部温度和硬度升高。这样,两种材料用同样的参数淬火时,心部硬度与杆端中间硬度难以兼顾。
4. 用同样参数淬A、B材料的办法
方法的关键是用较低的淬火温度的前提下提高A组材料气门端部中心硬度。能否缩小气门小头端面与感应器的间隙来提高端面中心硬度呢?理论和试验证明是可以的。但是,小头端面边沿时常过热甚至烧坏,因此这样做整体是不行的,顾此失彼。可行的办法如下:
(1)修改感应器 先在图3中感应器正对杆端面中心的位置,采取感应器正对气门杆端面的中心局部突出措施(见图4箭头所指),来改善感应器中电流和感应器附近的磁场分布,从而解决杆端端面中心加热功率小的问题。但是,由于箭头所指突出部位的对面没有凹陷,感应器中流到突出部位的电流很小,其作用很有限,在这种邻近效应较大的感应器中尤其有限。为此可采用图5所示形状的感应器。但是这种感应器一方面手工制造其形状不易做到一致且易变形,也不便加装导磁体,使用起来不便,另一方面是这种感应器内部通水面积较小,易过热变形。如装有导磁体,过热还会造成导磁体失磁,从而使加热深度变深、心部温度升高。因此,还是应加大图3中蓝色五星位置的间隙,减小邻近效应,甚至在图4箭头所示位置外侧(左)加装导磁体。这样就可根据需要很灵活地修改导磁体的尺寸,适当地减小中心位置磁路磁阻。这样改善感应器的周围的磁场分布,避免杆端面中心加热功率低,从而避免了因加热时间短造成的中心温度低、进而造成杆端面中心硬度低的现象。
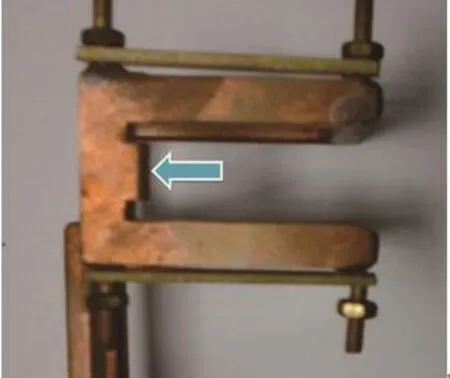
图4 气门小头帽形淬火感应器2
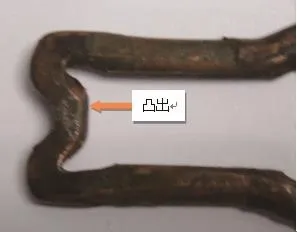
图5 气门小头帽形淬火感应器3
(2)采用水基淬火冷却介质淬火工艺 此类气门淬火最终淬硬组织为马氏体。奥氏体向马氏体的转变是以极大的冷却速度在极大的过冷度下发生的。空冷时的冷却速度与马氏体转变的临界速度较接近,比较难以控制硬度。用水基淬火冷却介质淬火时,工件冷却速度比空冷时的速度快很多,需要的淬火温度可稍低。水基淬火冷却介质淬火时,表面热量向心部传导的时间缩短。因此心部温度上升较少,过渡区也较薄。在本例中只要控制好加热功率和时间就不会发生端面中心硬度低或心部硬度过高的现象。
需说明的是,把上述两项措施结合起来效果更好。
最终采用邻近效应极小的感应器并配合水基淬火冷却介质来淬火,很好地解决了气门帽形端面和心部硬度不兼容的问题。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23
材料与冶金学报(2022年2期)2022-08-10
现代交通与冶金材料(2022年3期)2022-06-15
江苏安全生产(2022年2期)2022-04-19
名作欣赏·学术版(2021年1期)2021-02-08
有色金属科学与工程(2020年3期)2020-07-07
科技与创新(2020年4期)2020-03-12
大型铸锻件(2019年5期)2019-08-30
汽车实用技术(2018年20期)2018-10-26
电子制作(2018年10期)2018-08-04
