10,12-二十五碳二炔酸改性聚氨酯/聚环氧乙烯纤维膜制备及其紫外光/热致变色性能
2018-08-23 09:48曾婵娟籍晓倩刘雯雯殷允杰王潮霞
纺织学报 2018年8期
曾婵娟, 籍晓倩, 刘雯雯, 殷允杰, 王潮霞
(生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122)
防伪材料是利用防伪技术实现准确鉴别产品真伪,增大产品仿冒难度的一类功能材料。现有防伪技术主要包括物理、化学及生物防伪等[1],变色材料因其变色直观性,在检测便利程度上具有显著优势,因而被广泛地应用于化学防伪中[2]。二炔是一种无色单体,在254 nm紫外光诱导下会发生聚合,形成蓝色聚二炔(PDA)。这种具有π-共轭主链的聚合物在热刺激作用下颜色发生显著变化,从蓝色变为红色,并产生强烈的荧光性[3],因此,二炔是一种具有双重应激诱导变色性能的材料。
静电纺丝技术是目前发展较为成熟的制备聚合物纳米纤维的方法,工艺简单,成本低廉,并可在工艺上控制纤维的微观结构。Kim等[4]首次利用静电纺丝方法,将二炔纺入聚环氧乙烯(PEO)纤维中,通过紫外线(UV)光照成功引发纤维中二炔聚合,并发现在100 ℃条件下诱导聚二炔发生热变色。同时研究了PEO相对分子质量、纺丝液浓度等因素对纤维膜纺丝及成形的影响,但对纤维膜变色行为并未深入探讨。聚氨酯(PU)是由软硬段交替组成的嵌段共聚物[5],具有一定的弹性,采用PU纺丝可赋予纤维膜良好的力学性能。本文以10,12-二十五碳二炔酸(PCDA)作为变色化合物,PEO和PU为混合基材,制备具有弹性的静电纺变色纤维膜,并系统研究纤维膜光、热致变色性能,比较不同条件下纤维膜变色的差异,以期为其实际应用打下基础。
1 实验部分
1.1 材料与仪器
材料:10,12-二十五碳二炔酸,纯度为98%,阿法埃莎(中国)化学有限公司;聚环氧乙烯,黏均分子量为300 000,阿拉丁试剂(上海)有限公司;聚氨酯,实验室自制;二氯甲烷(DCM)、N,N-二甲基甲酰胺(DMF),分析纯,国药集团上海化学试剂公司。
仪器:DW-P503-1AC型高压直流电源(东文高压电源(天津)有限公司);LSP02-2A型注射泵(河北兰格恒流泵有限公司);SU1510-2800B型扫描电子显微镜(日本株式会社日立制作所);8400型测色仪(美国仪器有限公司);WFH-204B型手持式紫外分析仪(杭州齐威仪器有限公司);CN16DPT-330型恒温加热控制器(美国Omega有限公司);S180H181型超声波水浴(飞世尔实验器材(上海)有限公司);DZF-6050 型真空干燥箱(上海三发科学仪器有限公司)。
1.2 变色纤维膜制备
在常温避光条件下,利用超声波水浴将PCDA溶解在DCM中;然后将一定量的PEO、PU混合物用DMF(与DCM等质量)溶解后,与上述PCDA溶液混合得到均匀纺丝液。用注射器取3 mL纺丝原液,待静置消泡后,利用自制静电纺丝装置进行纺丝。具体工艺参数:流速为0.3 mL/h,电压为7.05 kV,接收距离为15 cm,针头直径为0.9 mm,整个纺丝过程均在室温下进行。将静电纺制备的PCDA纤维膜置于50 ℃真空干燥箱中干燥3 h后,用 254 nm紫外光照射,使PCDA发生聚合形成聚二炔,照射距离为 5 cm, 功率为6 W。
1.3 纤维膜形貌观察
利用扫描电子显微镜(SEM)对喷金后的复合纤维膜表面形貌进行分析。通过Image-Pro 8.6 Plus软件随机选取SEM照片中的50组纤维,测量其直径,结果取平均值。
1.4 纤维膜的颜色及其深度测定
利用测色仪在D65光源、10°视角下测定光致变色过程中复合纤维膜的K/S值,以及纤维膜热致变色过程中K/S曲线和色度值。每个样品测试 3个点,结果取平均值。
2 结果与讨论
2.1 PU与PEO质量比对纤维形貌影响
采用PU/PEO混合物质量分数为10%、PCDA质量分数为0.5%的纺丝液进行纺丝,制备PU与PEO共混质量比分别为3∶7、4∶4、5∶5、6∶4、7∶3的纤维膜,其SEM照片如图1所示。

图1 不同共混质量比的PU/PEO纤维膜扫描电镜照片Fig.1 SEM images of PU/PEO fiber membrane with different mass ratio
PU/PEO共混质量比对纤维形貌影响十分显著。当PEO的比例大于PU时,纤维连续性好但直径较粗,随着PEO比例的降低,纤维平均直径从 1 084 nm(见图1(e))减小到495 nm(见图1(c))。而当PEO比例小于PU时,纤维出现断裂,随着PEO比例的进一步降低,纤维的断裂频率增大。这可能是由于自制的PU相对分子质量较小,而PEO分子链长度远大于PU,表明PEO质量分数越大,纺丝液黏度越高,纺丝过程中射流不易被充分地拉伸取向[6],而PU的存在不仅降低了溶液的平均相对分子质量,还阻碍了PEO分子间的相互作用,当PU大量存在时,纺丝液黏度过低而不足以平衡电场力的牵伸,导致纺丝不能连续进行。经以上分析可知,当PU/PEO共混质量比为 5∶5时,纤维直径较细,形貌较好。
2.2 PU/PEO质量分数对纤维形貌影响
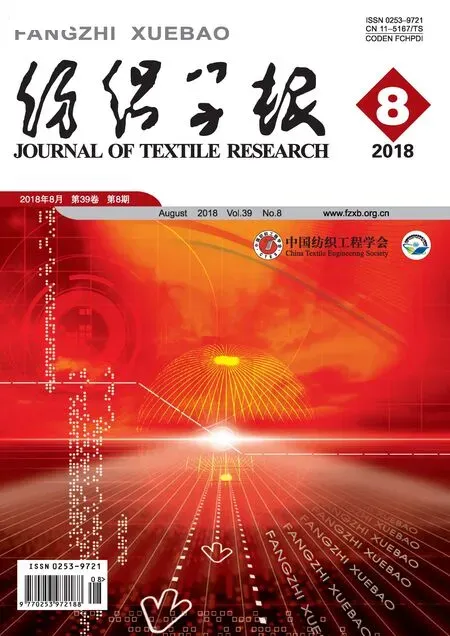
为研究PU/PEO质量分数对纤维线密度的影响,在 PU和PEO共混质量比为5∶5、PCDA质量分数为0.5%的条件下制备PU/PEO质量分数分别为4%、7%、10%、13%、16%的纺丝液并进行纺丝,纤维膜的SEM照片如图2所示。
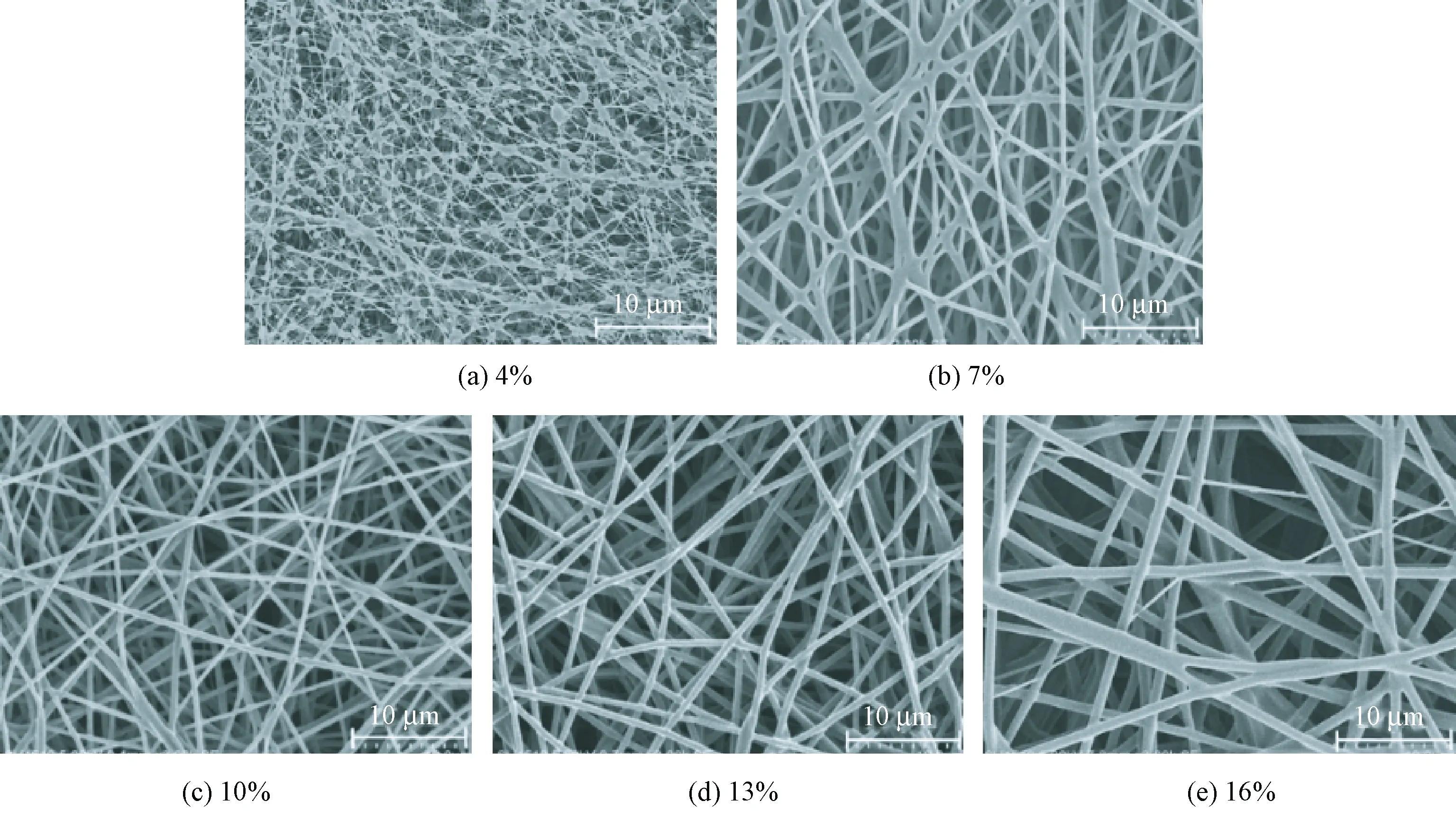
图2 不同质量分数的纺丝液制得的PU/PEO纤维膜扫描电镜照片Fig.2 SEM images of PU/PEO electrospun fiber membrane with different mass fraction of spinning solution
由图2可以看出,PU/PEO质量分数为4%(见图2(a))的纤维中存在大量纺丝串珠,随着纺丝液中PU/PEO质量分数的增大,串珠逐渐消失,纤维均匀性得到改善,平均直径从405 nm(见图2(b))增大到787 nm(见图2(e))。因为在PU/PEO质量分数较低的状态下,分子链交叠缠结程度小,纤维不能抵御外部电场作用而发生断裂收缩,同时溶剂分子在表面张力作用下发生聚集[7],导致串珠产生。增大PU/PEO质量分数不仅使分子链断裂得到有效抑制,也使射流在牵伸过程中受力更加均匀,纤维成形性变好,但溶液黏度增大阻碍了纤维伸长拉细,导致纤维直径增大。当PU/PEO质量分数达到16%(见图2(e)),纤维直径开始出现分化,部分纤维的直径(300 nm左右)明显小于主体纤维直径(900 nm左右)。这是由于纺丝液中PU/PEO质量分数较高时,射流表面积累大量电荷,使表面张力与电场力之间的平衡产生波动,纺丝稳定性降低,射流出现劈裂现象产生喷射支流[8]。
由于PU/PEO共混质量比为5∶5,纺丝液质量分数为10%的纤维膜直径较小且粗细分布均匀,因此,在后续研究中均采用该参数的纺丝液进行纺丝。
2.3 纤维膜的光致聚合变色
用测色仪测试并记录UV光照过程中纤维膜K/S值的变化情况,其结果如图3所示。可以看出:随着UV光照时间的延长,纤维膜K/S值不断增大,并逐渐趋于平衡;PCDA质量分数越大,纤维膜颜色深度越深,但K/S值起始变化速率相对较慢;当UV照射时间达到10 s时,PCDA质量分数为5%的纤维膜K/S值基本达到饱和状态,而PCDA质量分数为10%的纤维膜K/S值仍有上升趋势。
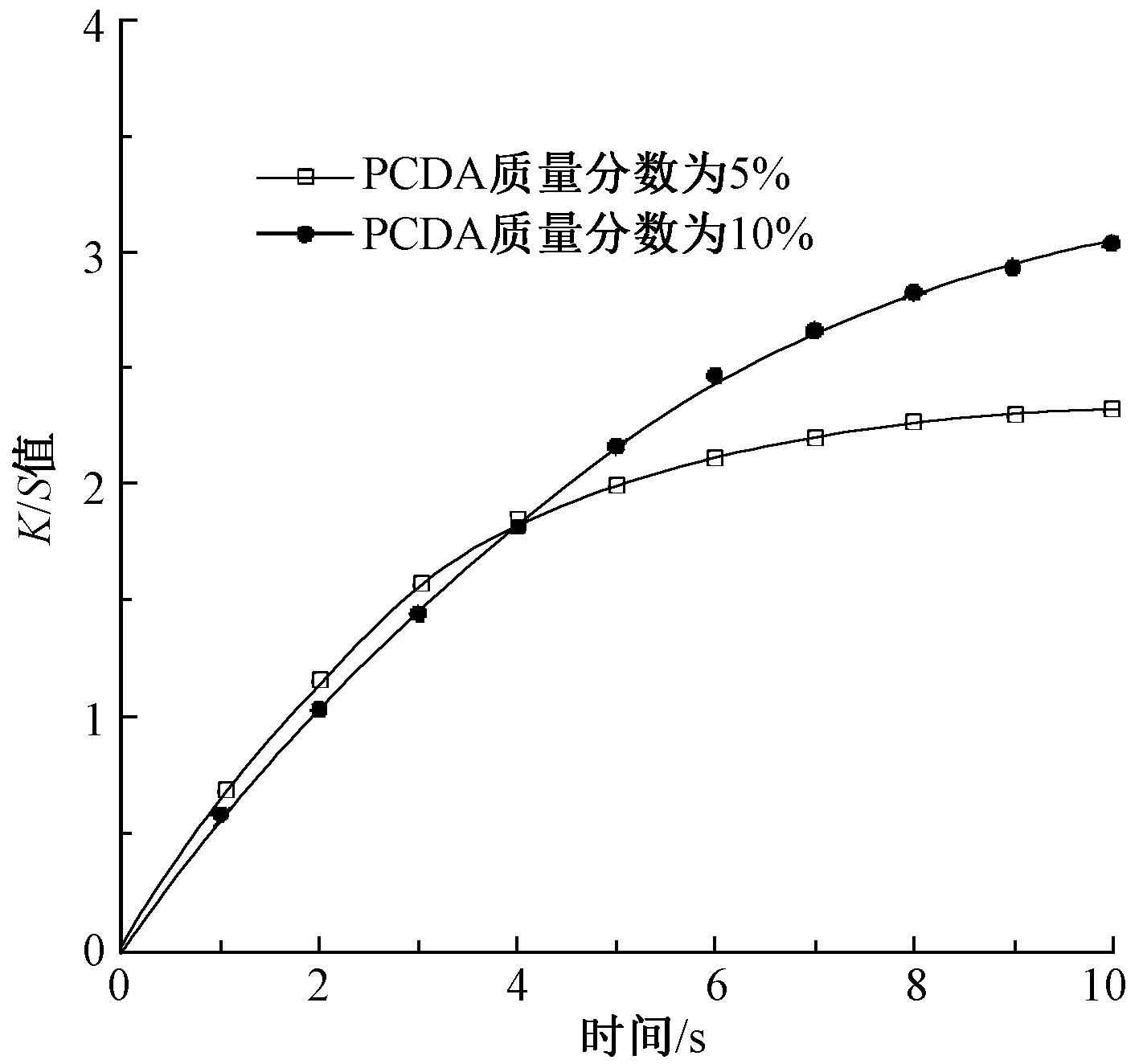
图3 PCDA纤维膜的K/S值随UV照射时间的变化曲线Fig.3 Curves of K/S value of PCDA fiber membranes under different UV irradiation time
图4 PCDA的拓扑化学聚合Fig.4 Topochemical polymerization of PCDA
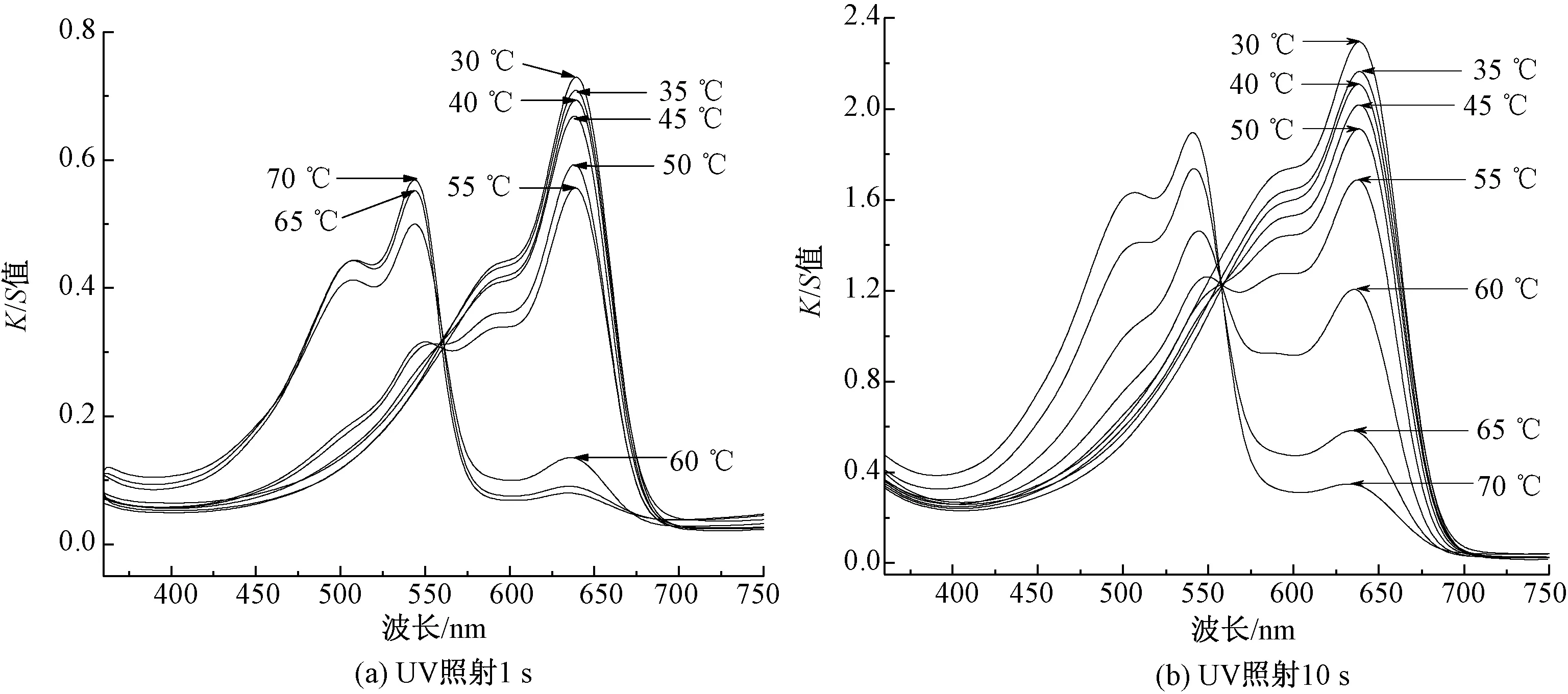
图5 不同时间UV照射下复合纤维膜的K/S值曲线Fig.5 K/S curves of fiber membrane at different irradiation time. (a) UV irradiation 1 s; (b) UV irradiation 10 s
在纤维成形过程中,溶剂挥发及电场力牵伸促使PCDA发生自组装,在紫外光诱导下,PCDA成功地聚合形成蓝色聚二炔[9],其过程如图4所示。可知:PCDA的双炔键发生断裂,形成主链为烯-炔键交替的聚二炔(PDA),在可见光的激发作用下,其共轭主链上的离域电子发生π-π*跃迁,使聚二炔呈蓝色[10]。在反应起始阶段,PCDA聚合非常迅速,当聚合的转化率达到一定程度时,单晶态PCDA发生相变,残留的单体活性降低,聚合反应速率迅速下降。通常情况下,紫外光不能使PCDA单体完全转化,这与紫外光的穿透能力以及照射剂量有关。而在UV照射剂量一定的条件下,PCDA质量分数越高,平均到各个分子的辐射量则越少,因而分子活性相对较弱,聚合反应速率越慢。
2.4 纤维膜的热致变色
PCDA的UV聚合时间可能会影响聚二炔分子结构及其在纤维中的质量分数,对PCDA质量分数为5%的纤维膜进行不同时间(1 s和10 s)的UV光照处理,比较其K/S值及颜色随温度变化情况,结果如图5、6所示。经不同时间UV光照处理的复合纤维膜热变色规律基本相同,随着温度上升,复合纤维膜的最大吸收波长从640 nm转移到545 nm,当温度达到 55 ℃时,蓝色PCDA纤维膜出现过渡色,而在 70 ℃时,纤维膜K/S曲线在640 nm处的特征吸收峰基本消失,纤维膜变为红色。UV照射不同时间的纤维膜中聚二炔质量分数不同,因此,在变色过程中,纤维膜的颜色有所差异。
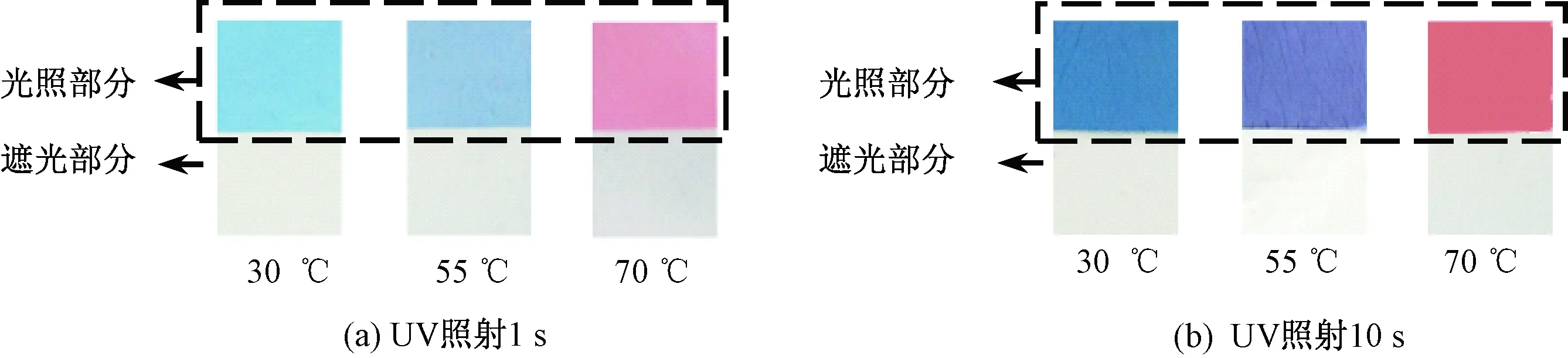
注:在UV照射纤维膜之前,用锡纸遮住部分纤维膜以作为参照。图6 不同时间UV照射下复合纤维膜的颜色变化Fig.6 Colors of fiber membrane at different time. (a) UV irradiation 1 s; (b) UV irradiation 10 s
图7示出纤维膜在70 ℃环境中颜色随时间的变化情况。可以看出,经UV照射1 s的纤维膜在受热第3 s时几乎已达到充分变色状态(照片颜色的R、G、B无较大变化),而照射10 s的纤维膜,其变色在受热第5 s时也达到稳定。可知,纤维膜的热变色响应时间在5 s以内,热变色灵敏性较好。
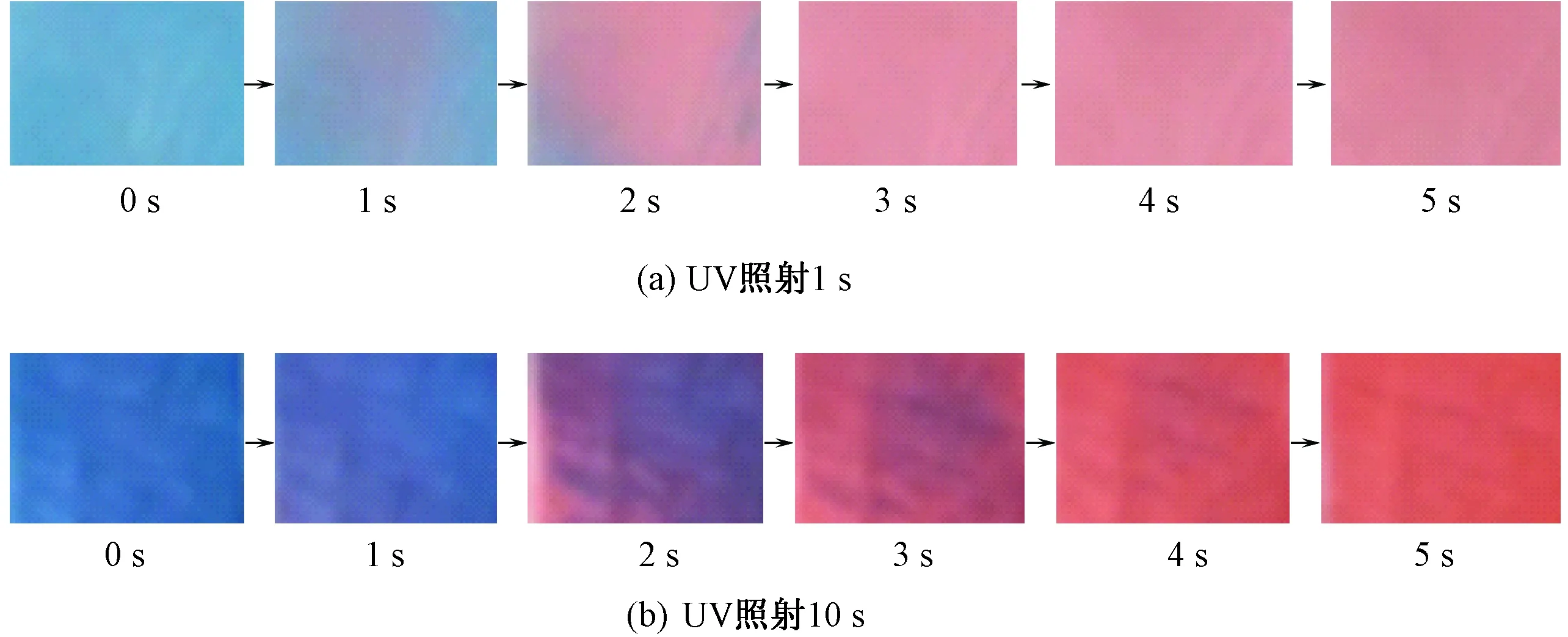
图7 纤维膜热变色过程照片Fig.7 Photographs of rapid thermochromatic processes for fiber membrane. (a) UV irradiation 1 s; (b) UV irradiation 10 s
表1示出UV照射 1 s和 10 s的纤维膜在不同温度下的色度值。随温度上升,纤维膜L*值(明度)变化幅度不大,且几乎没有规律,而a*(红绿色)、b*(黄蓝色)均由负值逐渐变为正值,这也反映了纤维膜颜色由蓝到红的转变过程。此外,经UV照射10 s纤维膜的C*值(彩度)在变色过渡阶段(50~60 ℃)出现大幅下降,说明纤维膜颜色纯度较低,结合图5发现,此段温度对应的纤维膜K/S值曲线在640、545 nm处的吸收峰值比较接近,纤维膜颜色为紫色,照射1 s的纤维膜则未出现上述变化。

表1 热变色过程中纤维膜的色度值Tab.1 Color parameters of fiber membrane in thermochromic process
注:h°为色相角。
聚二炔的颜色与主链的有效共轭长度有关,有效共轭长度越长,分子吸收的可见光波长越大[11]。在热刺激作用下,聚二炔侧链发生运动重排,主链所积累的应力得到释放,分子链的空间结构从平面转变为非平面,主链的有效共轭长度变短,使纤维膜的最大吸收波长向低波段转移[12],发生从蓝到红的颜色转变。而不同UV照射时间所得到的纤维膜的最大吸收波长相同,说明UV聚合时间长短对聚二炔分子链结构不产生影响。但照射时间长的纤维膜中所含聚二炔的质量分数较多,在变色过渡阶段,外界给予的能量只能激发部分聚二炔变色,因此,纤维膜中同时存在红、蓝二相的聚二炔分子,使其呈现出紫色效果。此外,从55 ℃升至60 ℃过程中,纤维膜在640 nm和545 nm处特征吸收的变化幅度最大,这可能是由于纤维膜中PEO软化使得聚二炔结构发生了较大的变形。
3 结 论
将PCDA与PU/PEO进行共混,利用静电纺丝方法制备光/热双致变色纳米纤维膜。增大纺丝液中PU/PEO质量分数及PEO共混比,使纺丝液黏度增大,纺丝连续性好,纤维的平均直径增大。随着PCDA质量分数的增大,纤维膜光致变色(白-蓝)的颜色加深,变色所需时间延长。温度导致纤维中聚二炔的可见光最大吸收波长从640 nm转移到 545 nm,纤维膜发生变色,从蓝色转变为红色,转变温度为55 ℃,UV照射时间不会影响复合纤维膜热变色的温度范围(55~70 ℃)。纤维膜热致变色过渡阶段因聚二炔质量分数不同而有所差异,因此,可通过改变PCDA质量分数或UV照射时间来对纤维膜热致变色行为进行调控。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
小学生学习指导(高年级)(2021年10期)2021-11-02
云南档案(2019年7期)2019-08-06
小学生必读(低年级版)(2019年12期)2019-04-20
小天使·六年级语数英综合(2018年1期)2018-10-08
童话世界(2018年23期)2018-08-23
中国港湾建设(2017年11期)2017-12-19
小学阅读指南·低年级版(2017年7期)2017-08-04
燕山大学学报(2015年4期)2015-12-25
蚕桑通报(2015年1期)2015-12-23