
一种汽车减震器活塞杆自动上料装置设计*
2018-12-21 06:52王宇钢李海川
机械工程与自动化 2018年6期
王宇钢,李海川
(辽宁工业大学 机械工程与自动化学院,辽宁 锦州 121001)
0 引言
活塞杆是支持活塞做功的连接部件,大部分应用在油缸、气缸运动执行部件中,是一个运动频繁、技术要求高的运动部件[1]。汽车减震器活塞杆的上料方式主要有人工手动式、半自动式和全自动式。全自动式上料可大大节省人力、提高生产效率,已越来越多地得到应用。目前,已有的细长杆类零件的自动上料装置主要由气缸、机架、上料盘、传送带等组成,依靠气缸的带动实现杆类零件的直线运动[2]。但是,气动式自动上料装置对于气缸的可靠性要求高,气缸运动精度难以保证,生产和准备压缩空气噪声大、费用高,因此在使用过程中受到一定限制。为满足市场和行业发展的需求,设计了一种电机驱动的汽车减震器活塞杆自动上料装置。
1 自动上料装置机械结构及工作原理
1.1 总体结构
汽车减震器活塞杆自动上料装置如图1所示。该装置包括机架、上料盘、叶片式带轮、落料盘、传送带机构以及固定在机架底部的步进电机。上料盘设置在机架上,传送带位于上料盘的一侧,在叶片式送料带轮和传送带之间设有落料盘,落料盘底部与机架连接,活塞杆在上料盘下端角槽内定位,角槽中部开有缺口,使叶片式带轮旋转过程中叶片与活塞杆接触时不与角槽发生干涉;落料盘中部开有缺口,使叶片式带轮的叶片在与活塞杆分离的同时通过落料盘继续旋转。
1.2 工作原理
自动上料装置工作时,定位于上料盘下端角槽内的活塞杆在叶片式带轮的叶片推力及自身重力的共同作用下滑进送料带轮叶片根部并与带轮一起旋转做圆周运动,当到达落料盘位置时,活塞杆在惯性力作用下从叶片根部滑出落到落料盘,并从落料盘滑到传送带上,经传输带输送至目标位置。为实现活塞杆上料的智能化和自动化,在传送带上设有无触点行程开关,作为步进电机完成一次精确行程的零位。当一个活塞杆零件经过该开关时,无触点行程开关自动检测并向步进电机发送“动作”信号,步进电机收到无触点行程开关电磁信号,开始下一次上料运动[3]。
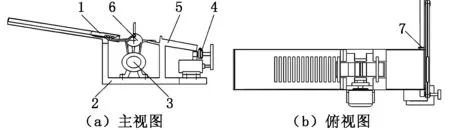
1-上料盘;2-机架;3-步进电机;4-传送带机构;5-落料盘;6-叶片式带轮;7-无触点行程开关
2 自动上料装置的特点
图2为汽车减震器活塞杆自动上料装置三维结构图。

1-上料盘;2-机架;3-步进电机;4-落料盘;5-叶片式带轮;6-传送带机构;61-伺服电机;62-主动轮;63-皮带辊;64-传送带;65-转轴;66-从动轮;67-皮带
2.1 叶片式带轮传送机构[4]
自动上料装置工作时,步进电机通过带传动带动叶片式带轮旋转。叶片横截面为锥形结构,可有效减小活塞杆与叶片间的摩擦及碰撞,平顺地带动活塞杆滑进送料带轮叶片根部并最终滑入落料盘。
由于传送工件为活塞杆,质量较小,且上料叶片式带轮工作转速较低,因此,步进电机与叶片式带轮轮轴通过三角带传动。用三角带传动时,带与轮接触良好,传动平稳、缓冲吸振、结构简单、成本低、使用维护方便。三角带传动适用于中心距较短和较大传动比(7左右)的场合,在垂直和倾斜的传动中也能较好工作。
2.2 传送带机构[5-6]
传送带机构包括伺服电机、两根转轴、两根皮带辊、主动轮、从动轮、皮带与传送带,伺服电机固定安装在机架底部,两根转轴相互平行并与机架之间通过轴承活动连接,两根皮带辊分别固定套装在对应的转轴上,两根皮带辊之间通过传送带连接,主动轮安装在伺服电机的输出轴上,从动轮安装在其中一根转轴的端部,主动轮与从动轮之间通过皮带连接。当活塞杆从落料盘滚落到传动带上后通过该装置传动到下一道工序的工作台上,使活塞杆在不同的工序之间传送更加流畅,提高了工作效率。
2.3 行程的精确控制
步进电机完成一次精确行程的定位过程为:传送带机构上设有无触点行程开关,无触点行程开关固定安装在传动带一侧的机架上,当一根活塞杆经过无触点行程开关时,该行程开关计数并发出电磁信号,步进电机接收信号后开始下一次的运动,实现了活塞杆上料的智能性、连续性。
3 结语
设计的汽车减震器活塞杆自动上料装置结构简单,易于控制,可靠性高,可实现智能化、全自动化上料,适用于活塞杆和细小轴类零件的规模制造中的上料操作。该装置用于活塞杆零件上料,可有效提高工作效率,降低操作人员劳动强度。
猜你喜欢
环球市场(2021年11期)2021-01-15
建筑与装饰(2020年20期)2020-08-20
河北省科学院学报(2020年4期)2020-03-19
装备制造技术(2019年12期)2019-12-25
新商务周刊(2019年24期)2019-12-22
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
数码世界(2018年6期)2018-07-12
广西教育·C版(2016年10期)2016-12-07
山东工业技术(2016年15期)2016-12-01
