
浅谈PVC 底涂胶胶雾的解决措施
2020-08-21 02:09赵玉兴
上海涂料 2020年4期
赵玉兴,李 刚,霍 鹏
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
0 引言
随着日产精益6S(Simple 简、Slim 窄、Small 小、Short 短、Smooth 顺、Smart 智慧)理念的推行,大多数新工厂的建设都秉持小产能投入、大班制生产、减少一次投资、集约用地的原则。涂装线也进行了相关的改进,为了节约空间,将PVC 底涂线的输送吊具由“门形”改为“托盘”形式,从而将空间上压缩在7 m以内。但是新线在使用过程中发生了整车胶雾的问题,通过采取一系列的整改措施,最终胶雾问题得以解决,下面针对PVC 胶雾的产生机理及解决措施进行详细阐述。
1 PVC 底涂胶介绍
PVC 底涂胶主要喷涂在汽车轮胎罩下表面、车底板下表面、下纵梁、皮卡货厢的底板等部位,这些部位很容易受到飞石的击打,而PVC胶能够充分吸收飞石的能量,且具有耐磨的优良性能,可以起到保护电泳漆膜的作用,进而提高整车的防腐性能。PVC 底涂胶的喷涂厚度跟胶体材料本身的性能有关,一般喷涂厚度在500~2000 mm 之间。考虑到PVC 胶还具有隔音降噪的效果,轮胎罩喷涂厚度会接近范围的上限,车底板下表面的喷涂厚度会靠近范围的下限,而针对总装件的遮盖部位可酌情考虑取消PVC 胶的喷涂,既可以减少胶的用量,同时也可以起到减重的作用。
2 PVC 胶雾的背景
重庆新工厂PVC 底涂线输送首次使用“输送托盘”代替传统的“门形吊具”,车身经过PVC 底涂线通过烤房后,在ED 打磨线用检验手套检验车身时发现车身外表面存在大量的颗粒物,颗粒物直径非常小,目视不可见,需要ED 打磨线操作人员进行整车拉毛处理,否则会影响最终车身的外观,也严重影响生产的可动率。通过用铝箔纸包裹车身的方式,逐工位进行排查,最终验证出颗粒物为PVC 底涂胶胶雾。
3 导致PVC 底涂胶胶雾的原因
原因1,重庆PVC室体送风系统为45°设计(图1),与其它项目(图2)相比仅有45°送风,缺少90°送风(图1 中②所示位置为90°送风口),这会导致送风①吹到四门外板③后风受车门反弹力作用,吹到地板④上,且UBC 室体地板设计为板式而并非格栅式,风会继续向两侧墙壁⑤反弹,由于缺少90°送风系统,反弹至墙壁区域的胶雾无法被压下去而被风带动着飘浮在室体中,送风口①处连续送风,将弥漫在室体中的胶雾吹到车身外板上。这样的送风设计及送风口与车身的位置,导致风在室体中打转,产生的胶雾会粘附在车身表面。
原因2,PVC 室体排风系统设计在室体下方,距离UBC 室体底部非常远,如图1 中⑥所示,且排风口功率较小,室体下方为大环境,对UBC 机器人室体的排风效果几乎失效,无法起到排出胶雾的作用。

图1 新工厂PVC 室体图示Figure 1 Diagram of the new factory PVC room
原因3,此生产线为皮卡生产线,单排与双排共线,每个托盘上共12 条腿,单侧6 条支腿,同时货厢裙边距离货厢底板(需喷涂PVC 底涂胶的部位)的距离达到507 mm,如图3 所示,喷涂机器人手臂运动轨迹严重受限,此车型货厢喷涂枪距最远达到了700 mm,一般喷涂枪距为150~200 mm,枪距越远,产生的胶雾越多。
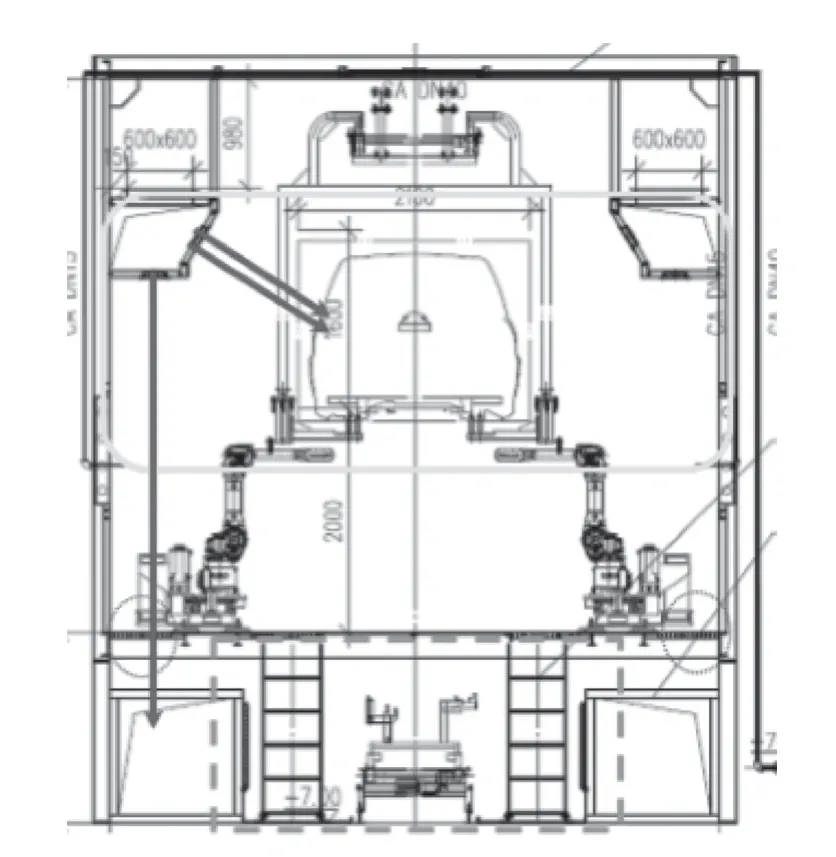
图2 其它项目室体图示Figure 2 Other project room diagram
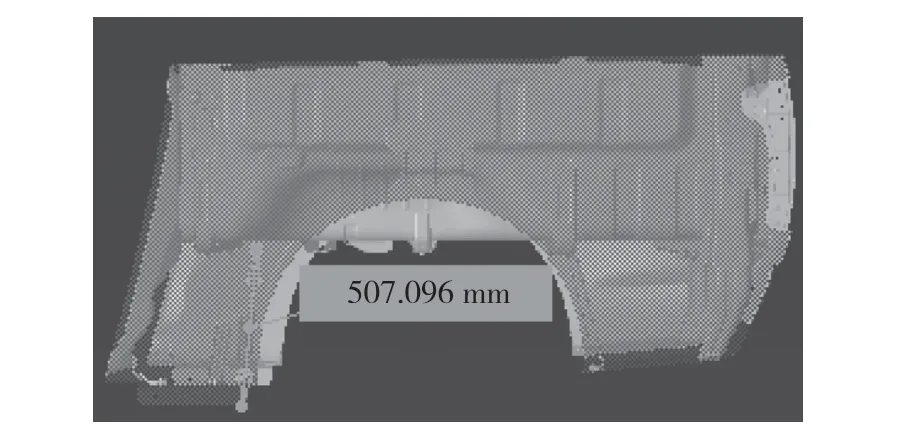
图3 货厢喷涂距离图示Figure 3 Schematic diagram of spray distance of cargo compartment
4 整改措施
措施1,为了避免送风过程中形成打转现象,在托盘轨道两侧增加倒流板,如图4 所示,起到倒流作用,同时将UBC 室体地板由板式改为格栅式,避免胶雾回弹至车身上,直接将其吹到室体下部的大环境中,被排风机排走。
措施2,增加UBC 室体送、排风。
(1)在室体顶部增加送风系统,如图5 所示,将弥漫在室体中的胶雾压制下去,风速3.0~3.2 m/s,否则起不到好的压制胶雾效果;
(2)在室体两侧增加大功率排风装置,如图6所示(大风管,排风效果极佳),可以将弥漫在室体中的胶雾抽出,风口风速5 m/s。
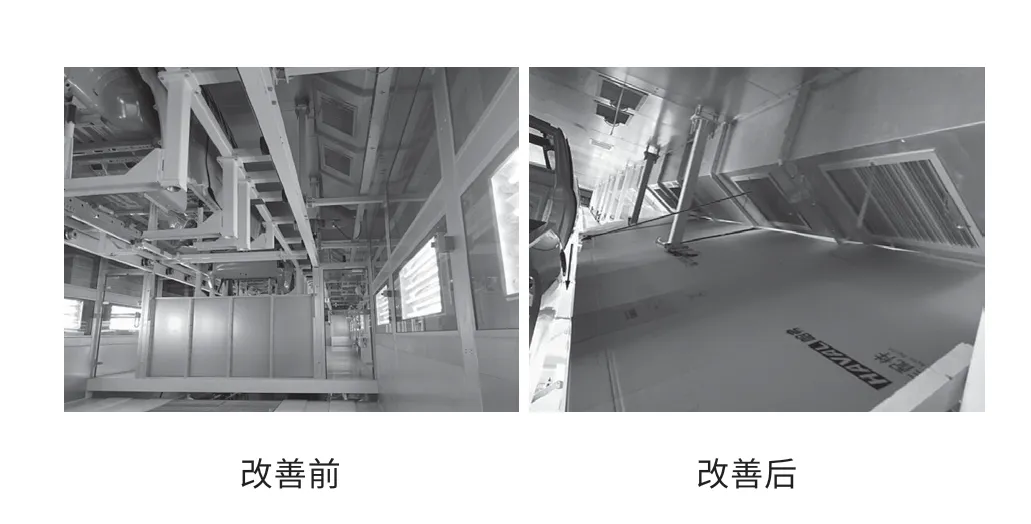
图4 增加导流板前后Figure 4 Before and after increasing the deflector

图5 增加顶部送风口Figure 5 Increase the top air supply outlet
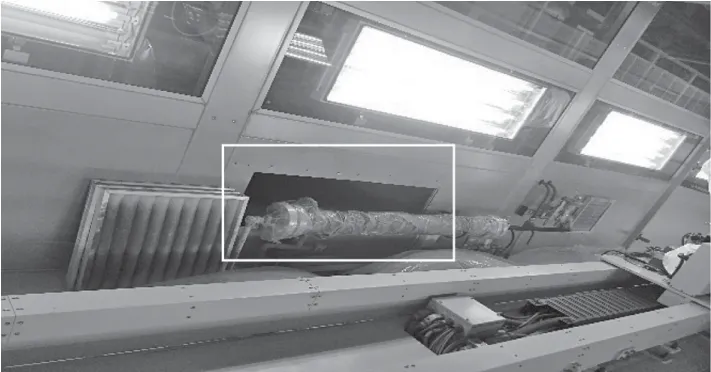
图6 两侧增加排风机Figure 6 Add exhaust fan on both sides
措施3,封堵其它工位排风口,提高UBC 室体的排风速率。PVC 室体下侧一共有6 个排风口,UBC 室体2 个排风口,预留工位2 个排风口,找补工位2 个排风口,将预留工位及找补工位的排风口进行封堵,从而提高UBC 室体下侧的排风速率,风速由2.5 m/s 增大到4.0 m/s,进而增大胶雾的排出速率。
通过采取上述3 个措施后,皮卡驾驶室位置的胶雾问题得到解决,货厢位置的胶雾也减少50%左右,但货厢区域仍然有胶雾,仍需要ED 打磨人员进行拉毛处理。
措施4,优化货厢部位PVC 底涂胶喷涂机器人的仿形轨迹。
UBC 机器人仿形示教时受托盘支腿影响(单侧6个,货箱区域撬腿高度为64 cm,宽度50 cm)导致机器人喷涂枪距较远,最大枪距为700 mm,无气喷枪枪嘴型号使用635,使用65%刷子(出口压力9.75 MPa)。为保证膜厚满足工艺要求(500~1000 mm),在700 mm枪距下必须喷涂5 道。枪距远、压力大、喷涂次数多、扇面反复煽动等因素造成机器人在喷涂货箱区域时产生大量胶雾。
通过重新示教机器人喷涂仿形:将喷涂枪距拉近,控制在300~400 mm,如图7 所示,喷涂次数由5 道减少为1 道。与之前的仿形相比,机器人手臂与托盘支腿距离变近,在20 mm 左右(注:仿形时机器人手臂须保证与支腿留有一定距离,机运精度要求前后5 mm,左右3 mm。车身精度前后2 mm,左右1.5 mm,在机运精度及车身精度的最大误差下,保证生产时不会发生碰撞)。通过优化货箱区域机器人喷涂仿形轨迹,喷涂枪距及喷涂道数大大降低,有效减少了胶雾的产生。
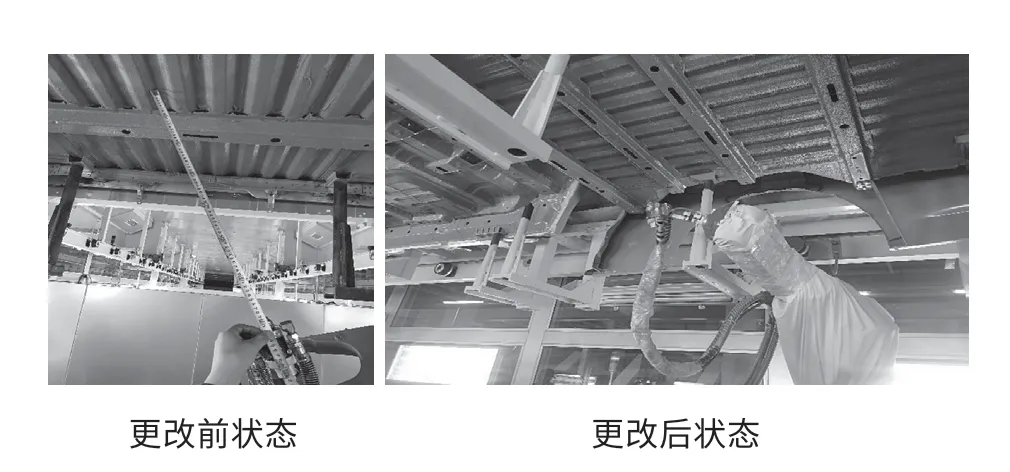
图7 机器人仿形调整图示Figure 7 Robot profile adjustment diagram
采取上述措施后,胶雾问题主要集中在货箱外板区域。利用磁带条验证货箱四周风向的方法进行问题排查,喷涂时观察磁带条漂浮方向为向车外板方向飘动。由于货箱喷涂面低于轮罩外板,机器人喷涂时,少量的胶雾依然通过轮罩飘散到外板及室体空气中。
措施5,增加轮罩遮蔽+软帘。

图8 轮罩遮蔽示意图Figure 8 Schematic diagram of wheel cover covering
在货箱轮罩处增加遮蔽板,遮挡喷涂货箱时产生的胶雾,防止胶雾外飘。为最大化地起到遮蔽效果,可在遮蔽板上增加软帘,同时还可避免遮蔽与喷涂机器人干涉,如图8 所示。
通过增加室体送排风、导流板、遮蔽板以及优化机器人仿形轨迹,UBC 喷涂胶雾问题得到了明显改善。但由于UBC 机器人喷涂使用高压无气喷枪,防护胶通过9~12 MPa的高压力才能达到雾化及扇幅要求,喷涂后雾化的胶粒会在室体中飘浮,在连续生产过程中室体中的胶雾会越积越多,送排风不可能将所有的胶雾完全排出。所以即使对室体结构及机器人仿形进行了优化、改造,胶雾问题得到了大大的改善,但在车身货箱位置依然存在不可避免的轻微胶雾。经过跟踪ED 打磨作业验证,在ED 打磨吹擦净工位用无纺布擦拭车身时,在打磨出口已不存在胶雾颗粒,在面涂入口吹擦净工位会对车身进行酒精擦拭,终检确认车身状态,整车外观无问题。整改后的状态不会额外增加人工打磨作业,能够保证车身外观品质。
5 结语
“变则生,不变则亡”,汽车行业也是如此,如何通过创新在行业的浪潮中脱颖而出,是大家一直在讨论的话题。通过此次涂装车间PVC 底涂线输送形式的改变,也暴露出了一些以往未发生过的问题,希望通过以上介绍能够给同行们提供一些借鉴。
猜你喜欢
汽车零部件(2022年8期)2022-08-31
汽车工艺与材料(2022年4期)2022-05-06
南方农机(2021年24期)2021-12-29
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
汽车与安全(2018年5期)2018-06-26
科技创新与应用(2017年28期)2017-09-22
汽车实用技术(2017年16期)2017-09-21
汽车实用技术(2017年17期)2017-05-22
