
搪玻璃水槽的生产工艺研究
2020-11-05 04:57邓建华徐义唯刘森林
建材世界 2020年5期
邓建华,彭 涛,徐义唯,刘森林
(蚌埠化工机械制造有限公司,蚌埠 233000)
近年来随着国家倡议从中国制造到中国创造。各行各业都在加强管理,提质增效。在实验室为了减少不必要的浪费也将不锈钢酸碱槽改为搪玻璃水槽。因为搪玻璃酸碱槽耐用寿命是现在已知材料中最长的,又不影响实验结果,因此是实验室的首选,是做强酸、强碱化学实验必备器具。
1 材料选择
选择上海宝钢1 mm厚搪瓷专用钢板。它含碳量低,既保证机械强度、力学性能,又保证化学成分满足要求。
1.1 钢板化学五元素含量
1)碳:碳的含量多少决定材料可涂搪性和机械加工性能,含碳量必须小于0.1%。钢板中较低的含碳量可以增加钢板的塑性和韧性,也提高材料可焊接性能和可涂搪性能。也就是碳的多少影响着表面的光洁和美观。因为碳的存在,在产品多次的高温烧成过程中会产生大量的气体,使瓷层表面产生针孔,多的话还能产生鱼鳞状剥落。钢板中碳含量越高,搪烧过程中产生的有害气体越多,对产品质量的危害性越大。因此在搪瓷钢板中必须要对碳的含量进行控制。
2)硅:硅能增强钢的强度和膨胀系数,但是降低了钢的韧性和延展性,过高的硅含量会降低瓷层与钢板之间的密着。因此硅含量必须控制在一定的范围内,一般要求硅含量在0.01%~0.04%之间。
3)锰:锰能增强钢板韧性和延展性,锰的好处在于能够与钢板中的硫结合形成硫化锰,消除有害气体二氧化硫气体的产生。锰含量一般要求在0.25%~0.45%之间。
1.2 钢板力学性能
搪瓷钢板要求抗拉强度275~412 MPa,屈服强度98~284 MPa。
2 搪玻璃水槽的生产
2.1 焊接成型
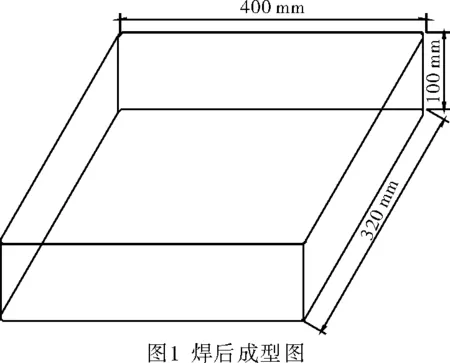
使用焊条电弧焊或二氧化碳气体保护焊,焊后成型如图1(长400 mm ×宽320 mm ×高100 mm)。为了加强酸碱槽强度,笔者对上沿进行了翻边处理,在焊接完成后,用角向磨光机对焊缝进行修磨,使得焊缝表面平滑光洁。
2.2 搪瓷烧结
使用箱式电阻炉来进行烧成,这样方便精确控制炉温,优化搪瓷烧成环境。
1)酸洗过程
修磨后的酸碱槽经脱脂(为了脱油脂)——酸洗(为了除锈)——清洗(清除附着的酸)——碱中和——烘干——检查。
2)底釉的烧成
文中使用上海瓷釉厂耐酸底釉,经球磨机磨成水糊状粗细达要求后,用压缩空气经喷枪均匀地喷涂在产品上,烘干后进炉烧结(温度920~960 ℃),烧好后炉外冷却至室温。再使用上海瓷釉厂耐酸面釉经球磨机磨成粗细达要求后,均匀地喷涂在有底釉产品上烘干,进炉烧结(温度900~940 ℃),烧好后炉外冷却至室温,进行第二遍面釉喷涂和烧成。
3)检查
两天后,场里通知我到总场会议室去。那个时期,像我这样的人从不“乱说乱动”,习惯了叫干啥从不问究竟。我到总场会议室后被安排在门外等候,不一会听见里面叫我。刚跨进门,就听见坐在中间的王部长对我大声说:“我和你们党委研究过了,现在决定解放你。”我恍若梦中,一时没明白过来。只听王部长又当着满会议室的干部对我大声说:海外关系要划清思想界限,要好好学习,提高思想觉悟,我们党要发展生产造福人民,红星的畜牧业要大发展,要用人!现在你坐下来一起开会。
通过一遍底釉和二遍面釉的产品,经过高压电火花仪进行检查,不打火为合格品,打火为不合格。
3 问题分析
面釉烧成之后,用高压电火花仪进行检测,发现部分产品总是在焊接处存在打火现象,而其余地方却没有缺陷,打磨多个成品缺陷处,发现都是焊缝处存在焊接质量问题导致。主要问题是焊缝中存在夹渣和气孔,当焊缝中含有夹渣和气孔,进入炉内高温烧结时,夹渣就会产生气体(因为夹渣的主要成份是碳),气孔内含有空气,进入炉内高温烧结时,气孔内的空气受热膨胀,当气体膨胀的压力大于釉面阻力时,就会冲破瓷面使表面产生缺陷,进而造成产品的不合格。
由于制作酸碱槽采用的是1 mm厚度的冷轧薄板,当面釉烧结完成后,进行高压电火花仪检测时,缺陷处就会被高电压打火击穿。这样产品就不合格,被击穿的不合格产品也没有什么修补价值。因为修补不一定使产品合格,而且修补费工费时,比重新做一只费用还要高,只要存在缺陷就只能是废品。因此要提高产品的成品率,只能在焊接工艺上采取新的方法来提高焊缝的质量。
4 整改措施
4.1 钢板含碳量
由于钢板其它位置没有产生缺陷,因此由钢板含碳量及其它原因产生气孔排除在外。
4.2 针对夹渣现象
使用电焊条电弧焊,容易产生夹渣,再加上冷轧薄板只有1 mm,因此对施焊的技术工人的技术要求较高。二氧化碳气体保护焊,由于二氧化碳的冷却作用,焊接处硬度较高,而焊缝又在圆弧处,瓷层附着力差,容易爆瓷产生缺陷。因此笔者采用铁丝氧气焊,而且铁丝是从母材钢板上剪下来的,这样能够保证材料一样,也能有效克服夹渣现象。
4.3 针对气孔现象
笔者在焊接完成时,趁热对焊缝处进行连续锤击,这相当于对焊缝处进行热锻,这样能够有效消除焊缝中的气孔和缩松组织。
通过以上针对焊接工艺的整改措施后,再生产时要严格按技术工艺文件执行,避免上述缺陷的出现。后续生产的酸碱槽的成品,全部都能达到质量要求,顺利完工。成品如图2所示。
5 结 论
搪玻璃酸碱槽生产过程复杂,原材料众多,生产过程不像机械加工那样可以严格把控,生产过程都是工人手工操作,随意性太大,环境对产品质量的影响也较大。一但出现质量事故,查找原因相当困难。因此要关注以下几点。
a.要对投入生产的钢板进行分析,主要是五大化学元素以及力学性能。
b.焊接过程要严把质量关,严格按照焊接工艺文件执行,要让好的技术工人进行焊接操作。焊丝一定要用母材上剪下。
c.酸洗过程一定要控制温度和时间,才能保证去脂和去锈。
d.瓷釉进厂要进行先试验,再试生产、生产。发现问题及时停止生产,查找原因避免损失扩大。
e.生产环境一定要洁净,空气中灰尘影响瓷面的表面质量,使瓷表面没有光泽。
耐酸碱槽生产过程要一丝不苟,严格执行生产的工艺文件,这样才能做出合格产品。一旦以上工序有一步把关不严,都会使产品产生缺陷,这不仅浪费了原材料,也浪费了时间,损失太大。所以我们做每一件事都要一丝不苟,认真负责才能获得好的预期结果。
猜你喜欢
福建轻纺(2022年4期)2022-06-01
干旱地区农业研究(2022年1期)2022-01-28
中老年保健(2021年7期)2021-08-22
天津冶金(2021年3期)2021-06-28
装备制造技术(2019年12期)2019-12-25
科技创新与品牌(2019年12期)2019-02-06
中国铸造装备与技术(2015年5期)2015-12-10
职业·下旬(2014年4期)2014-08-25
