定力矩紧固在柴油加氢精制装置的应用分析
2021-06-03 05:15于洋洋
辽宁化工 2021年5期
于洋洋
(浙江石油化工有限公司,浙江 舟山 316200)
1 装置工艺简述
浙江石油化工有限公司二期新建300 万t·a-1柴油加氢精制装置是浙石化二期炼油芳烃的重要组成部分,为适应浙石化二期炼油及化工的设计优化要求,满足二期新增乙烯装置原料供应问题,新设计的一套柴油加氢精制装置。该装置采用石油化工科学研究院工艺技术,由中石化洛阳工程公司完成详细设计,共分为预处理区、反应区、压缩区、脱硫区、分馏区等五部分。定力矩紧固工作由凯特克集团凯特克贸易(上海)有限公司负责指导,浙石化二期柴油加氢项目部技术人员协调,中石化第五工程建设有限公司施工人员具体落实。
2 定力矩紧固状况
定力矩紧固目前已发展成炼油化工装置建设过程的重要环节,随着国家对新建装置安全、环保等要求的逐步提高,装置开工过程及生产过程中的静密封点泄漏管理要求也越来越高,特别是加氢类装置,操作压力高,泄漏介质危险性大,开工过程中若果法兰发生泄漏紧固难度大,严重的甚至会造成开工中途退料维修等问题。然而传统的法兰紧固措施,因操作标准不完整、施工人员个人因素等原因,无法达到紧固的法兰零泄漏,据统计,传统方法紧固的螺栓,80%以上的法兰泄漏都是因为螺栓载荷不当或不均匀造成的,所以要想达到炼油化工装置法兰紧固零泄漏,就需要保证螺栓紧固过程中的标准化施工和严格的过程管理,保证法兰螺栓紧固力精确管控。不但可以减少装置开工过程中的热紧程序,加快开工进度,同时也节省了装置建设后期的大量人力资源,并且大大增强了装置开工过程中和生产过程中的安全性。为柴油加氢精制装置平稳运行打下坚实基础。
柴油加氢精制装置建设过程中,该装置共计需定力矩紧固法兰共计1 344片,其中DN200以上规格共计843片,压力等级CL900及以上共计340片,螺栓规格M27及以上701片,具体规格如表1示:
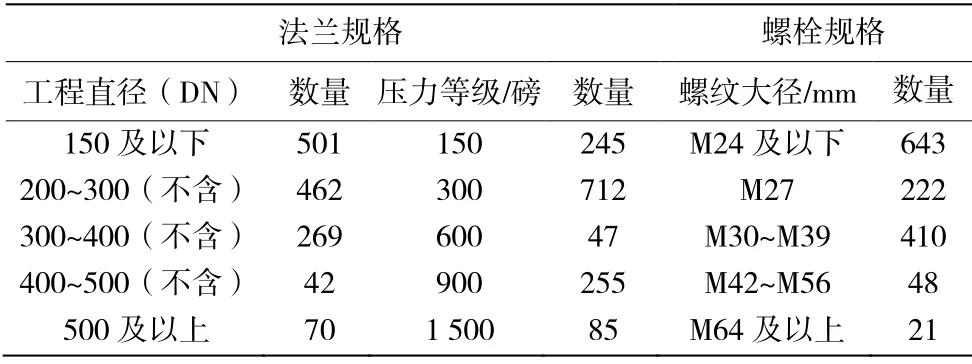
表1 定力矩规格表
3 定力矩紧固要求
3.1 法兰紧固要求
法兰密封是依靠法兰、垫片、螺栓三者共同作用实现的,法兰通过螺栓的紧固力,在法兰密封面上产生满足要求的密封压力,螺栓紧固力传导在垫片上,使法兰密封面间的垫片部分产生变形以弥补法兰面在紧固过程中产生的微笑不平行问题,从而达到法兰密封的目的。
法兰定力矩紧固构,法兰所在管道达到设计上的操作压力后,法兰会因管道内压作用想两侧产生一定的力,从而使法兰上的螺栓延长,螺栓产生延长后,垫片上的预紧力会相应减少,当这个预紧力减少到某一临界值后,法兰仍可以保持无泄漏,那么这个最小的预紧力就是这个垫片的有效预紧力,这个力就是比压力,法兰安装后出现的泄漏,除法兰密封面和垫片的先天性损坏原因外,主要就是因为法兰预紧力小于这个比压力造成的,当法兰的预紧力低于比压力时,法兰就会产生泄漏现场,所以,作用到垫片上的比压力,必须要高于法兰所在管道或设备上的使用压力,才可以保证法兰的密封效果,在法兰完成紧固后,对法兰面的不平度起作用的是垫片的变形,在装置开工后,对法兰密封面不平度其主要作用的就是垫片内部的弹性能力,所以说,法兰的螺栓预紧力并不是越大越好,而是要严格按照标准中的计算数据来落实,法兰螺栓预紧力过大,会造成垫片破坏性变形,从而导致垫片失去弹性,甚至法兰密封面会因螺栓预紧力过大而造成密封面直接与垫片骨架接触而造成法兰密封面损坏或造成高压法兰密封凹槽变形。
3.2 密封面完整性检查点及标准
法兰与螺母接触面及密封面的损坏程度对后期的螺栓紧固与设备运行有直接影响,拆卸法兰后就需要对法兰进行清洁检查,便于发现问题及时处理。法兰密封平面度公差(公制)要求如表2示。
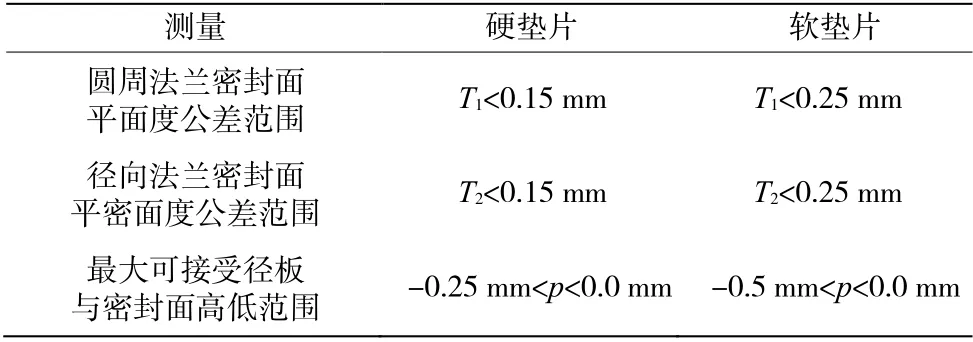
表2 法兰密封平面度公差(公制)要求
使用检测工具在密封面内缘十字等分测量四个基准点,确定基准值。在整个圆周周围进行测量,测量完成后向外移动6 mm,重复测量,直到整个密封面(灰色区域)全部测量为止,计算每次测量的差值T1是否在允许的公差范围内 。法兰定力矩紧固前,法兰密封面要严格进行检查,法兰的密封面间隙、水平度要符合要求。
3.3 法兰施工紧固过程检查
法兰螺栓穿过螺栓孔后涂抹润滑剂,避免法兰螺栓孔内的颗粒物污染,如有污染,需清理后再涂抹润滑剂。一般工况建议:二硫化钼,高温工况建议:高温抗咬合剂,螺栓两侧必须满扣,其中一侧要露出至少两到三牙。
按照GB150标准中关于压力容器法兰螺栓载荷的计算,精确计算每个应用工况中螺栓所需要的载荷。同时考虑温度变化和压力波动对螺栓载荷的影响,计算出设备运行中法兰稳定工作所需要的螺栓载荷,为后续施工设定目标载荷,法兰紧固前,需对法兰螺栓进行编号,编号原则如图1所示。
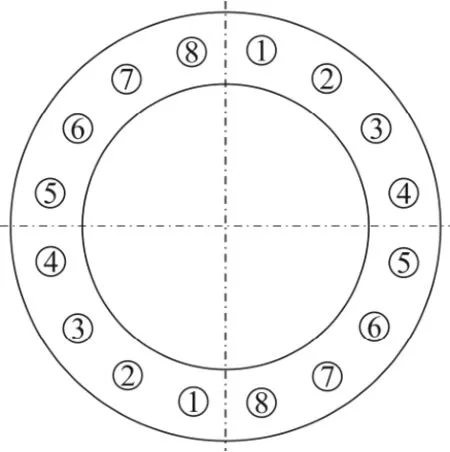
图1 8-32颗螺栓法兰编号示意图
紧固步骤为:
1)在编号1,4分别放置液压扳手,以2同步方式进行锁紧,设定预紧力输出为30%,测量并调整法兰间隙。
2)在编号1,4分别放置液压扳手,以2同步方式进行锁紧,设定
3)输出预紧力为60%紧固,测量并调整法兰间隙。
4)在编号1,4放置液压扳手,以2同步方式进行锁紧,设定
5)预紧力输出100%,测量并调整法兰间隙。
6)最后用100%的预紧力从位置1、4开始顺时针紧固所有位置的螺栓,直至所有螺母不在转动。
32颗以上的采用4个工具进行同步紧固,编号原则如图2示。
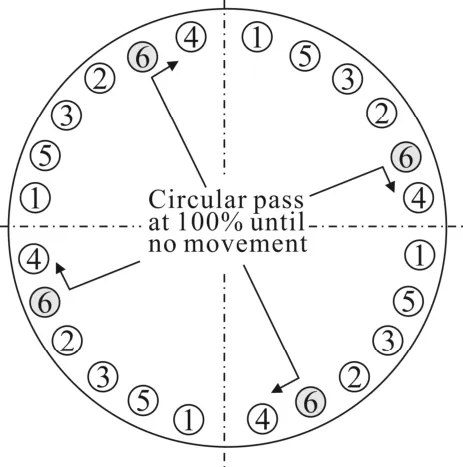
图2 32颗以上螺栓法兰编号示意图
紧固步骤为:
在编号1,4分别放置液压扳手,以2同步方式进行锁紧,设定预紧力输出为30%,测量并调整法兰间隙。
在编号1,4分别放置液压扳手,以2同步方式进行锁紧,设定输出预紧力为60%紧固,测量并调整法兰间隙。
在编号1,4放置液压扳手,以2同步方式进行锁紧,设定预紧力输出100%,测量并调整法兰间隙。
最后用100%的预紧力从位置1、4开始顺时针紧固所有位置的螺栓,直至所有螺母不在转动。
法兰定力矩紧固时,要严格按照以上步骤进行紧固,两组人员同步紧固,并且平行闭合,紧固原则如图3示。

图3 定力矩紧固原则示意图
3.4 紧固结果检查
装置1 344片法兰完成紧固后,随装置压力升高,装置工作人员逐步对装置各法兰部位进行气密检查,在进行的1 344片法兰定力矩紧固后,法兰发生泄漏共计1处,紧固合格率超过99%。对泄漏法兰拆检研究发现,泄漏原因为法兰紧固过程前,使用的高压八角垫为重复使用垫片,垫片密封面粗糙导致法兰紧固后密封不合格,更换垫片并清理密封面重新进行紧固后,问题得以解决。
4 结束语
1)定力矩紧固可以有效提高新建装置法兰紧固密封面合格率,在做好定力矩紧固的前期准备工作并且严格按照定力矩要求进行紧固的前提下,法兰密封完好率几乎可以达到百分之百,及时装置升温期间,密封效果依旧良好。
2)定力矩紧固过程中,要严格把控密封面清洁度,对高处、悬空、有遮挡的法兰要提前准备措施进行检查,不可因为客观条件而削减检查内容,应严格按照定力矩检查要求表格逐一落实。
3)定力矩紧固前,必须安排定力矩技术服务公司,对施工人员、技术人员统一进行技术培训,通过技术培训并且考核合格后方可进行后续工作。
4)装置升压或升温过程中,经气密检查发现有泄漏情况后,不可盲目加大紧固力,可按照原要求紧固力进行紧固,若仍泄漏,则应退料后拆检并重新定力矩,特别是加氢类装置的高压部位,高压法兰若盲目加大紧固力会加大法兰泄漏的可能性。
猜你喜欢
农业装备与车辆工程(2022年10期)2022-12-10
润滑与密封(2022年7期)2022-07-14
压力容器(2022年5期)2022-07-10
中国船检(2021年8期)2021-09-08
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
装备环境工程(2019年9期)2019-10-24
润滑与密封(2019年8期)2019-08-27
润滑与密封(2019年8期)2019-08-27
科学中国人(2017年20期)2017-09-16