
益生菌燕麦冲调粉的研制
2022-03-09 01:48黄琬茹陶立宋士新于雷
食品工业 2022年2期
黄琬茹,陶立,宋士新,于雷,2*
1. 吉林农业大学食品科学与工程学院(长春 130118);2. 吉林农业大学小麦和玉米深加工国家工程实验室(长春 130118)
燕麦(Avena sativaL.)种植面积广泛,富含多种对人体健康有益的成分,例如β-葡聚糖、膳食纤维、脂质、蛋白质、淀粉和酚类化合物,还具有抗癌和降胆固醇等功效[1]。其蛋白质含量高且必需氨基酸种类齐全,氨基酸组成基本满足人体需求,可以有效促进人体发育[2]。燕麦中含有的功能性多糖β-葡聚糖具有降血压和调节免疫力等功能,受到了国内外学者的认同[3]。此外,多酚类物质是燕麦中的主要抗氧化物质,它表现出卓越的抗菌性和α-葡萄糖苷酶的抑制功能[4-5]。
益生菌具有改善肠道微生物组成和整体健康的潜力,人们对开发益生菌作为膳食补充剂越来越关注。将乳酸菌应用于发酵燕麦,不仅可以提高燕麦的营养价值,还会产生很多提高燕麦风味特性的物质,可被用来改善燕麦风味缺乏和适口性差等问题。现在大部分对益生菌和燕麦的结合研究主要集中在饮料等方面,例如Angelov等[6]开发了用植物乳杆菌B28发酵燕麦制成的合生功能饮料,该饮料冷藏储存21 d后仍有较高的活菌数。
目前,生活节奏的加快使得消费者对营养丰富、易于携带的冲调产品的需求量增加。国内外研究的冲调粉主要有红枣粉、黑果枸杞速溶粉、茯砖速溶茶和哈密瓜汁粉等[7-10],而益生菌燕麦冲调粉的研究未见报道。此次研究的益生菌燕麦冲调粉方便携带,具有燕麦和益生菌的营养价值,可以满足广大消费者的需求。
1 材料与方法
1.1 材料与试剂
材料:燕麦,市售;发酵乳杆菌,保藏于吉林农业大学玉米与小麦深加工国家工程实验室;α-淀粉酶和纤维素酶,食品级,购自河南万邦实业有限公司。
试剂:牛肉膏、蛋白胨、酵母浸粉和琼脂粉,购自北京奥博星生物技术有限责任公司;吐温80、硫酸镁、乙酸钠、葡萄糖和磷酸二氢钾,购自国药集团化学试剂有限公司;硫酸锰和柠檬酸氢二铵,购自天津市光复科技发展有限公司;植物淀粉含量试剂盒,南京建成生物工程研究所。
1.2 仪器与设备
EB-F远红外面包烤箱(广州威尔宝酒店设备有限公司);998B型全自动破壁机(中山市欧麦斯电器股份有限公司);HC-3018高速离心机(安徽中科中佳科学仪器有限公司);AH-BASICI型纳米高压均质机(ATS工程公司);SPX-150BS-Ⅱ恒温培养箱(上海新苗医疗器械制造有限公司);Y-PL300型实验型喷雾干燥机(上海宇砚机械设备有限公司);VERTEX 70傅里叶红外光谱仪(德国Bruker公司)。
1.3 试验方法
1.3.1 工艺流程
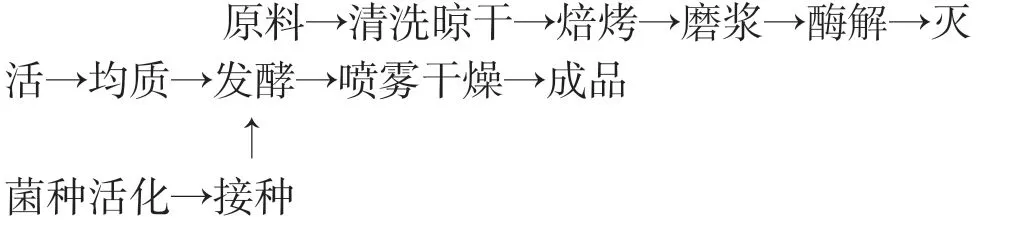
1.3.2 操作要点
1.3.2.1 原料预处理
选择颗粒饱满、无发霉变质的燕麦,用清水冲洗3次去除杂质及灰尘后自然晾干。
1.3.2.2 焙烤
将晾干的燕麦放入远红外面包烤箱中焙烤,温度120~180 ℃,时间20~30 min。
1.3.2.3 打浆
将燕麦与水按质量比1∶8~1∶12混合,用破壁机处理打成浆料备用,磨浆水温为40~60 ℃。
1.3.2.4 酶解、灭活
在浆料中添加α-淀粉酶与纤维素酶,酶解温度50 ℃,将酶解液沸水浴20 min进行灭活处理。
1.3.2.5 高压均质
将冷却后的燕麦酶解液在180~220 bar下均质3次。
1.3.2.6 益生菌发酵
在浆液中接种一定量的发酵乳杆菌,进行发酵。
1.3.2.7 喷雾干燥
将发酵好的燕麦浆液进行喷雾干燥处理。喷雾干燥条件为进风频率35 Hz、进风温度100~140 ℃、转速8~12 r/min。
1.3.3 Plackett-Burman试验
以燕麦冲调粉中活菌数为指标,通过Plackett- Burman试验原理,将8个因素分别选择高(1)、低(-1)两水平,对影响益生菌燕麦冲调粉中活菌数的因素进行筛选。Plackett-Burman试验因素和水平设计见表1。
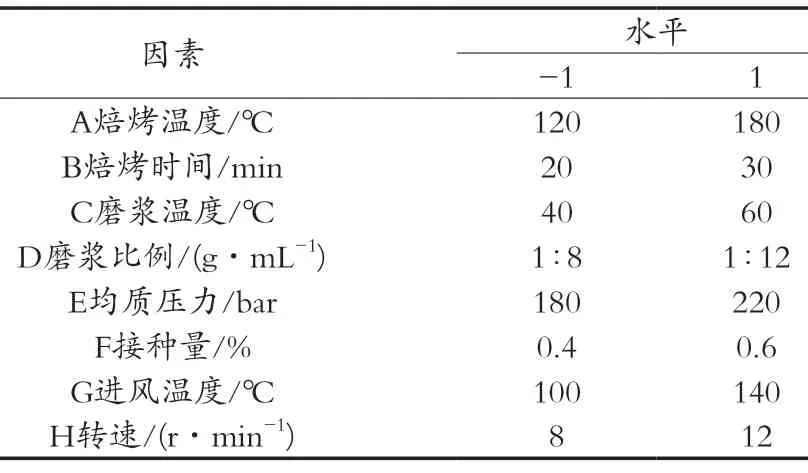
表1 Plackett-Burman试验因素水平表
1.3.4 Box-Benhnken试验设计
根据Plackett-Burman试验结果,选取焙烤温度、磨浆温度和均质压力这三个因素,以活菌数为指标,进行Box-Behnken Design试验。因素水平表见表2。
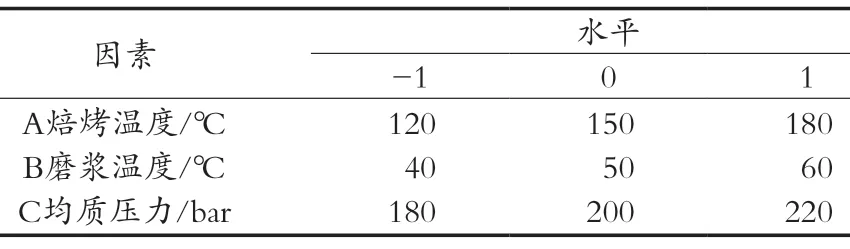
表2 响应面试验因素水平表
1.3.5 验证试验
用模型预测的最优工艺参数进行验证试验。
1.3.6 菌落计数方法
采用稀释涂布平板法。菌液采用10倍梯度稀释,选取适当梯度样液涂布于MRS固体培养基上,于37 ℃培养48 h后进行菌落计数。
1.3.7 基本成分的测定
水分的测定采用失重法;粗蛋白质的测定采用凯氏定氮法,具体操作参照GB 5009.5—2016;粗脂肪的测定采用索氏抽提法,具体操作参照GB/T 5009.6—2003;灰分的测定参照GB/T 5009.4—2016;淀粉的测定采用植物淀粉含量试剂盒。
1.3.8 堆积密度的测定
将一定质量的燕麦冲调粉(M)缓慢加入到10 mL量筒中,体积记录V1。堆积密度按式(1)计算。

1.3.9 沉淀率、溶解、沉淀吸水率的测定
参考文献[11]的测定方法:称取1 g燕麦冲调粉并加入10 mL水(常温),充分搅拌均匀制备成冲调粉溶液,质量浓度为0.1 g/mL。称取一定质量的冲调粉溶液置于离心管中,在3 000 r/min下离心10 min后去掉上清液,将剩余物质放入105 ℃烘箱中烘4 h。则燕麦冲调粉的沉淀率、溶解率、沉淀吸水率分别按式(2)~(4)计算。
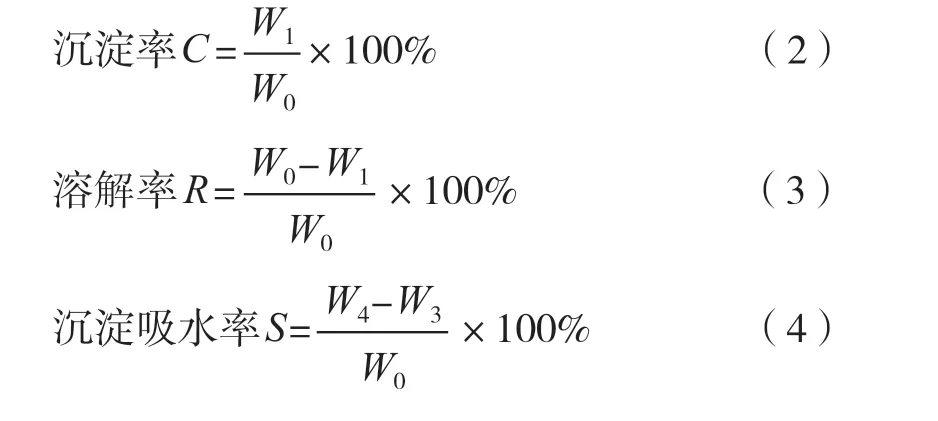
式中:W0为称取冲调粉溶液质量,10 g;W1为沉淀干质量(其中,W1=W3-W2),g;W2为离心管质量,g;W3为离心管和沉淀干质量,g;W4为沉淀和离心管质量,g。
1.3.10 色泽的测定
参考文献[12],使用色差仪测定样品的L*值、a*值和b*值。
1.3.11 粒径分析
燕麦冲调粉粒径大小由激光粒度分析仪测定。
1.3.12 傅里叶红外光谱扫描
称取200 mg燕麦冲调粉于坩埚中,再按1∶100的质量比向坩埚中加入预先干燥备用的KBr粉末,并在红外灯保护下研磨均匀,压片后用傅里叶红外光谱仪进行范围4 000~400 cm-1的波数扫描,分辨率为4 cm-1。
1.3.13 数据处理
所有试验重复测定3次。采用Design Expert 8.0.6软件进行响应面分析,采用SPSS Statistics 25软件进行统计分析,采用Origin Pro 2018软件进行图片的绘制。
2 结果与分析
2.1 Plackett-Burman试验设计结果分析
Plackett-Burman(PB)试验的设计及结果如表3所示,模型的方差分析见表4。由表4可知,模型p值为0.001 5<0.05,说明该模型显著,相关系数R2= 0.996 3,表明方程拟合度较好。焙烤温度、磨浆温度、磨浆比例、均质压力和接种量对活菌数的影响均为极显著(p<0.01)。进风温度、转速和焙烤时间对活菌数的影响不显著。但在试验中发现,当磨浆比例为1∶8时发酵液较黏稠,容易堵塞喷雾干燥机喷头,影响喷雾干燥的速率和效果,将磨浆比例固定为1∶10。因此试验中选取其余因素中影响最为显著的三个因素(焙烤温度、磨浆温度和均质压力)进行Box-Behnken Design试验。
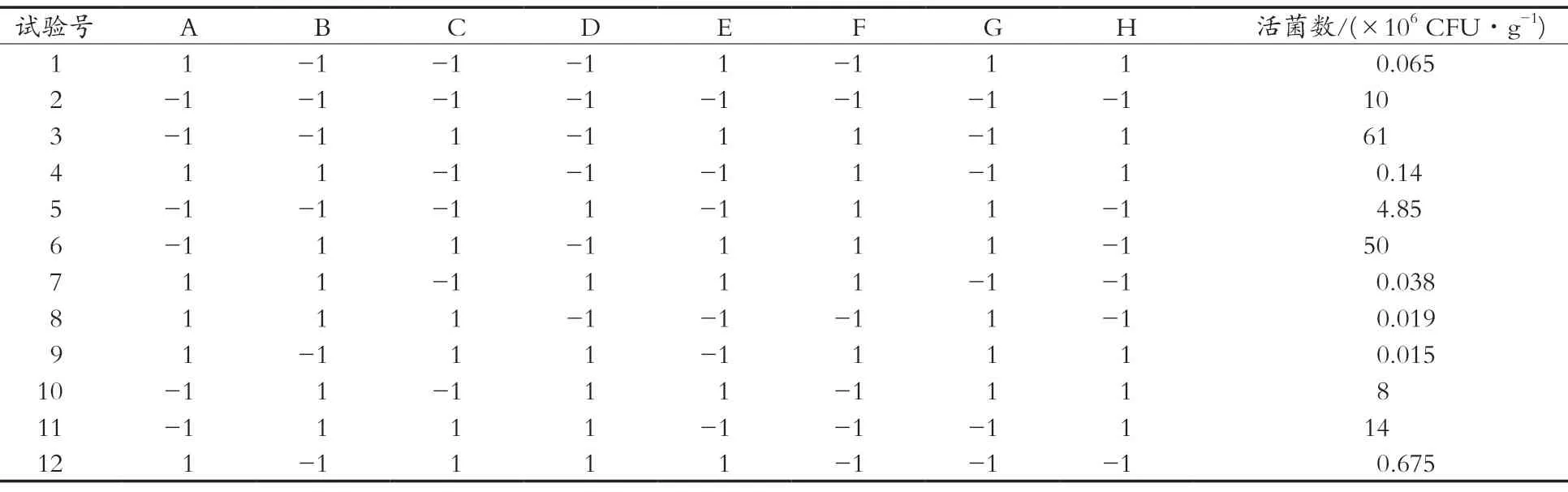
表3 Plackett-Burman试验设计及结果

表4 Plackett-Burman试验设计的方差分析
2.2 响应面试验结果
2.2.1 响应面试验结果及方差分析
根据Box-Behnken Design试验原理,以益生菌燕麦冲调粉中的活菌数为响应值进行三因素(焙烤温度、磨浆温度、均质压力)三水平响应面分析试验,试验设计及结果见表5。
对表5的数据进行分析,试验方差分析见表6。成品活菌数对3个因素的二次回归方程为:

表6 Box-Behnken设计试验方差分析


表5 Box-Behnken试验设计及响应结果
从表6可以看出:失拟项p为0.101 9>0.05,失拟不显著,说明试验误差较小;模型p为0.011 2,表明回归模型显著。模型的相关系数为R2=0.892 4,表明该模型与试验结果拟合度较好,可以用来分析和预测益生菌燕麦冲调粉的制备工艺。在试验范围内,A、A2和C2影响显著,不同因素对活菌数的影响顺序为焙烤温度(A)>磨浆温度(B)>均质压力(C)。
2.2.2 响应面结果分析
根据表6结果,利用Design-Expert 8.0.6软件进行回归模型响应面的分析,得到活菌数的二维等高线图和三维立体图,如图1、图2和图3所示。
由图1、图2和图3可直观看出各因素交互作用及对活菌数的影响。从AB的三维立体图可以看出均质压力一定时,随焙烤温度的升高,活菌数先上升后下降,随着磨浆温度的升高,活菌数先降低后升高;从BC的三维立体图可以看出,磨浆温度和均质压力的响应面坡度均比较平缓,并且等高线图椭圆形状不明显,说明其交互作用不显著,随磨浆温度的升高,活菌数先降低后升高,随着均质压力的升高,活菌数先上升后下降;从AC的三维立体图可以看出焙烤温度和均质压力对活菌数的影响,其响应面坡度比较陡峭,图形呈现曲面拱形,且等高线图椭圆形状明显,证明响应值存在最大值。该结果与表6结果相符合。
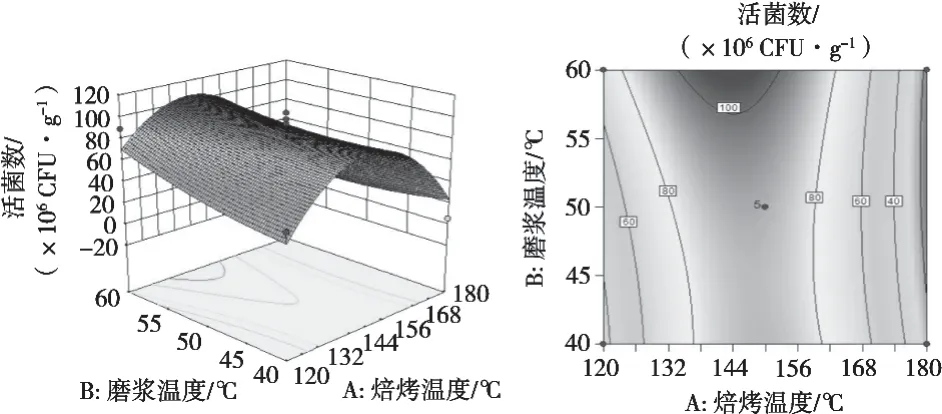
图1 焙烤温度和磨浆温度交互作用对冲调粉中活菌数的影响

图2 焙烤温度和均质压力交互作用对冲调粉中活菌数的影响

图3 磨浆温度和均质压力交互作用对冲调粉中活菌数的影响
2.2.3 最佳喷雾干燥条件的确定及验证试验
通过Design-Expert 8.0.6软件分析,得到益生菌燕麦冲调粉最优工艺:焙烤温度159.29 ℃、磨浆温度60 ℃、均质压力201.11 bar,活菌数预测值为8.88×107CFU/g。以最终优化所得工艺条件进行验证,考虑到可操作性,将参数设置为焙烤温度160 ℃、磨浆温度60 ℃、均质压力200 bar,测得益生菌燕麦冲调粉中活菌数为(8.60±0.30)×107CFU/g,与理论预测值无显著性差异(p>0.05),表明该模型预测性良好,试验结果可靠。
2.3 益生菌燕麦冲调粉理化特性分析
2.3.1 基本成分分析
燕麦冲调粉与益生菌燕麦冲调粉的基本成分如表7所示。由表7可以看出,与燕麦冲调粉相比,益生菌燕麦冲调粉的水分、粗蛋白、粗脂肪和灰分质量分数降低。益生菌燕麦冲调粉中的淀粉质量分数升高,这可能是由于微生物发酵使蛋白质等物质浸出,使得淀粉相对质量分数增加,秦洋[13]在研究乳酸菌发酵改性玉米粉的发酵工艺时,分析发酵前后玉米粉营养物质的变化也得到了类似的结论。
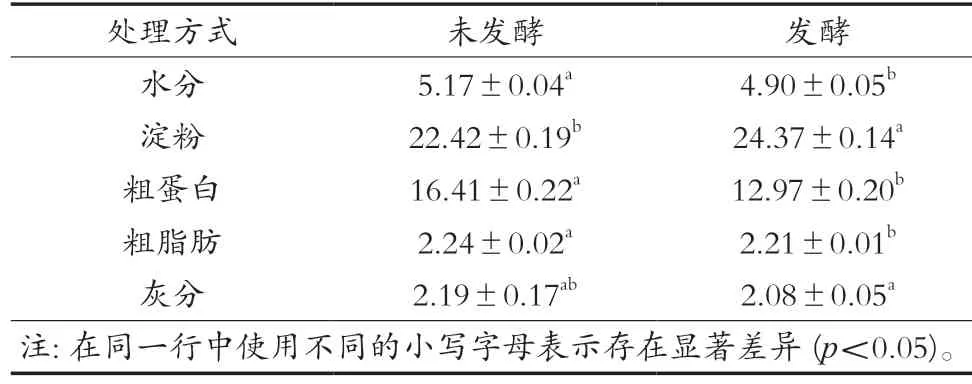
表7 燕麦冲调粉基本成分 单位:%
2.3.2 堆积密度及溶解率分析
燕麦冲调粉与益生菌燕麦冲调粉的堆积密度及溶解率如表8所示。与燕麦冲调粉相比,益生菌燕麦冲调粉的堆积密度下降,但无显著差异。溶解率是衡量制品冲调性的重要指标。试验发现,益生菌燕麦冲调粉的沉淀率、沉淀吸水率下降,溶解率上升,表明益生菌发酵处理能够改善燕麦冲调粉的冲调性。可能的原因是淀粉周围的大分子络合物被发酵过程中产生的酸和酶降解,使得更多的淀粉溶出,另外一些淀粉颗粒被水解酶水解成多糖或单糖等小分子物质析出,从而使得发酵后的杂粮冲调粉溶解率提高[14]。
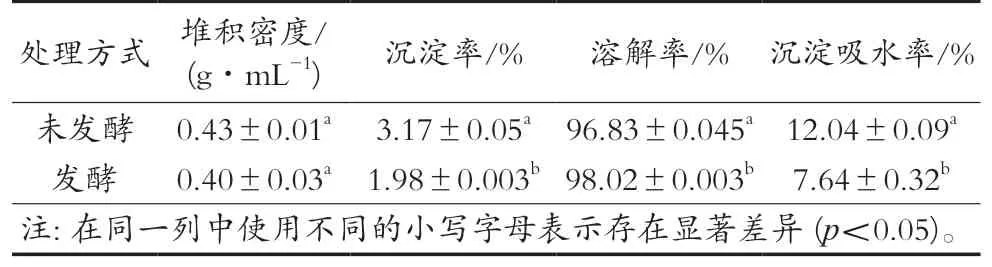
表8 燕麦冲调粉的堆积密度及溶解性
2.3.3 色泽与粒径分析
燕麦冲调粉与益生菌燕麦冲调粉的色泽与平均粒径的大小如表9所示。
色泽是冲调制品的重要感官品质。从表9可以看出,益生菌燕麦冲调粉的亮度值与红度值比燕麦冲调粉的高,颜色更加明亮。这可能是由于发酵可以改变淀粉与灰分的比例[15]。此外,发酵过程中燕麦粉中的酚类物质浸出,也会导致杂粮冲调粉的颜色变化[16]。这种颜色的改变更能增进消费者的食欲。
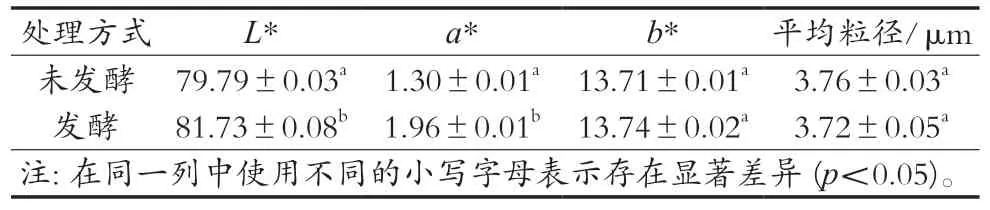
表9 燕麦冲调粉的色泽及平均粒径
与燕麦冲调粉相比,益生菌燕麦冲调粉的平均粒径减小,但两者之间无显著差异。这可能是由于燕麦冲调粉经过乳酸菌发酵后淀粉颗粒被水解,出现破碎的淀粉颗粒所导致的[13]。
2.3.4 傅里叶红外光谱分析
燕麦冲调粉与益生菌燕麦冲调粉的傅里叶红外光谱图如图4所示。可以看出,燕麦冲调粉与益生菌燕麦冲调粉在4 000~400 cm-1区域具有相似的吸收峰。波数在3 500 cm-1附近的峰宽而钝,这是由于O—H的伸缩振动引起的[17]。2 930 cm-1附近的是C—H的对称振动吸收峰[18]。1 650 cm-1附近的是C==O吸收峰,在1 500 cm-1处的峰是α-1,4糖苷键骨架振动[19]。
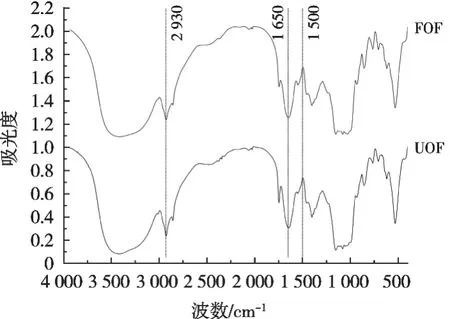
图4 燕麦冲调粉的FTIR图谱
从图4可以看出,益生菌燕麦冲调粉没有出现新的吸收峰,表明发酵处理在短程范围内没有引起分子结构发生明显改变,这与Zhao等[20]报道的结果类似。
3 结论
随着生活节奏加快,人们的营养需求多元化,益生菌燕麦冲调粉具有良好的发展前景。试验以燕麦为原料制备了益生菌燕麦冲调粉。以活菌数为指标,在Plackett-Burman试验的基础上,对显著因素进行响应面试验优化,得到最佳工艺参数:焙烤温度160 ℃,磨浆温度60 ℃,均质压力200 bar,验证试验显示结果可靠。在最佳工艺的制备条件下,与未发酵的燕麦冲调粉相比,所制备的益生菌燕麦冲调粉富含益生菌,沉淀率和沉淀吸水率较低,溶解率较高,具有焙烤香气,色泽明亮能增进食欲。
猜你喜欢
今日农业(2022年13期)2022-09-15
文萃报·周五版(2021年37期)2021-10-09
父母必读(2019年1期)2019-09-03
消费者报道(2019年3期)2019-06-12
发明与创新·中学生(2018年12期)2018-12-29
延河(2017年7期)2017-07-19
中国新技术新产品(2017年16期)2017-07-14
新青年(2017年1期)2017-01-18
妇女之友(2016年8期)2016-10-21
江苏农业科学(2016年7期)2016-10-20
