轻质金属与树脂基复合材料胶接表面改性研究综述
2022-12-13 08:14沈华祥赵中坚石坚波雷景轩
化工时刊 2022年10期
沈华祥 邬 浩 赵中坚 石坚波 雷景轩
(上海玻璃钢研究院有限公司,上海 201404)
轻质金属和树脂基复合材料具有高比强度、比模量以及质量轻等优点,其连接件因具有良好的综合性能在航空航天、船舶、汽车等高端制造领域发挥着重要作用。目前,轻质金属与树脂基复合材料连接方式主要有机械连接、胶接以及焊接3种。其中胶接的应用最为广泛,因为其具有以下优势:是最适用于夹芯结构件的连接方式;可以减轻产品20%~30%的质量;界面应力分布均匀;能防止金属发生电化学腐蚀;可以保持树脂基复合材料纤维的连续性,提高其抗疲劳强度[1]。影响胶接性能的主要因素有胶黏剂的性能、接头形式、胶接表面状况以及胶接工艺。如何通过改善胶接表面从而提高胶接强度已经成为目前研究的热点,并且形成了以机械处理、化学处理、底涂剂处理、等离子体处理以及激光处理为代表的金属与复合材料胶接表面的处理方法。
1 机械处理
机械处理是通过打磨或喷砂的方式去除材料表面油污、杂质以及对粘接不利的氧化层,同时通过增大表面粗糙度的方式来增大粘接面积,从而达到改善粘接强度的目的。图1是4J 36殷钢表面经打磨和喷砂后的形貌,经过打磨和喷砂后分别在殷钢表面形成划痕(图1A)和大量分布均匀的碳化硅颗粒(图1B)。机械处理几乎适用于大多数轻质金属的表面,但不常用于树脂基复合材料的表面,因为机械处理容易损伤复合材料的纤维连续层,影响基体的强度。
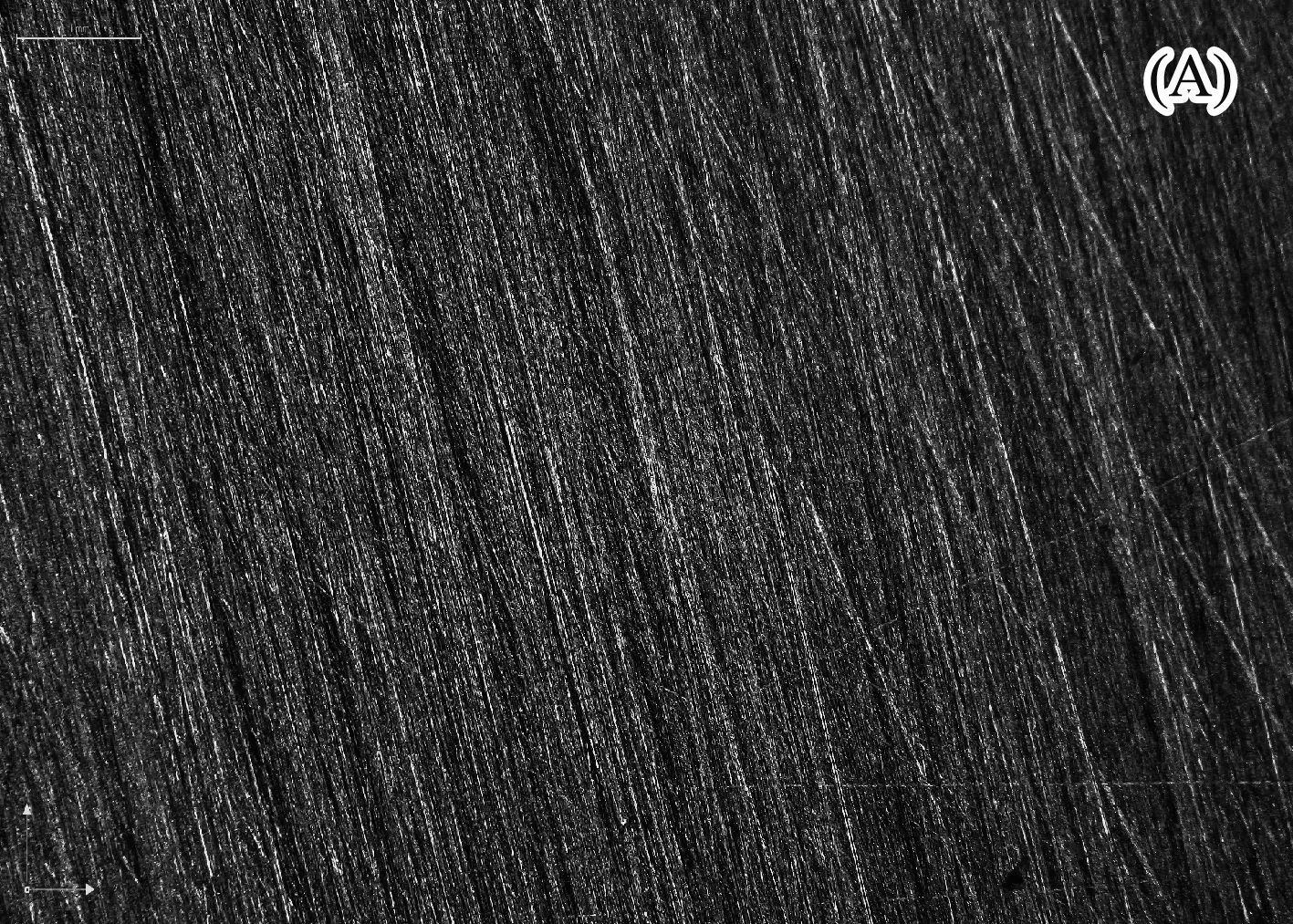
图1 殷钢表面形貌:表面打磨(A)、喷砂后(B)
上海玻璃钢研究院有限公司在对殷钢进行粘接试验时发现,机械处理后试样的粘接强度比未处理提高了1倍以上,并且粘接强度随着表面粗糙度的提高而增大。王春水等[2]对304不锈钢进行喷砂,喷砂距离在50~200 mm内调整,通过表面形貌分析发现,在一定范围内粗糙度随喷砂距离的增加而提高。章宇界等[3]发现喷砂材料为40目石英砂,在喷砂距离约为150 mm,喷砂角度为45°、喷砂压力为0.5 MPa的条件下,TC 4钛合金、5052铝合金、304不锈钢以及4J 36殷钢在每15 cm2的喷砂时间分别为(30±5)、(20±5)、(45±5)及(25±5)s时表面粗糙度满足粘接要求。
2 化学处理
化学处理分为蚀刻处理和电化学处理两种。
图2是铝合金浸入浸蚀液处理后的表面形貌图[4]。经过蚀刻处理后,铝合金表面有均匀的蚀坑和纳米级孔洞,提高了材料表面粗糙度。蚀刻处理工艺适用于大多数的轻质金属以及树脂基复合材料,浸蚀液的组分、浓度以及浸蚀时间会对处理效果产生影响。浸蚀液通常有很强的腐蚀性,如钛合金的浸蚀液通常有2种,一种由硝酸、氢氟酸以及去离子水组成;另一种由氢氧化钠、过氧化氢以及去离子水组成。聚酰胺的浸蚀液由乙酸乙酯与间苯二酚组成。滕晓磊[5]对聚乙烯复合材料表面进行液相氧化处理,在复合材料表层引入羧基、羰基、乙炔基、磺酸基等极性基团,使材料表面分子发生氧化,同时发生表面刻蚀和破坏,形成表面粗糙结构(如沟槽空隙等),这些物理变化和化学反应增加了表面粗糙度和表面润湿性。
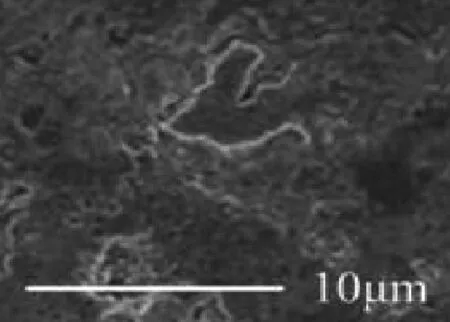
图2 铝合金蚀刻处理表面形貌图
电化学处理工艺又称阳极化处理工艺,是将金属置于电解质溶液中,施加阳极电流后,其表面结构发生变化,从而使粘接性能获得改善的方法。图3是铝合金经磷酸阳极化处理后的形貌图[4]。可以看到,铝合金表面被一层氧化层所覆盖。目前常用的工艺有铝合金磷酸阳极化处理、铝合金硫酸阳极化处理、钛合金氢氧化钠阳极化处理、钛合金铬酸阳极化处理等。阳极化处理工艺过程中,处理效果会受到电解液浓度、处理时间、电压和处理温度的影响。孙振起等[6]研究发现,钛合金试样经阳极化处理后,在试样表面形成一层褐色、多孔、致密的氧化膜,不但提高了表面粗糙度,增大了粘接面积,而且改变了表面的化学成分,改善了表面的浸润性。钛合金表面粗糙度和处理过程中的电解质浓度和温度成正比,和电源电压成反比,随着处理时间的增加,粗糙度呈现先增加再减小的趋势,同时这些工艺参数的影响程度不同(时间>浓度>温度>电压)。
图3 铝合金磷酸阳极化处理表面形貌图
3 底涂剂处理
在轻质金属和树脂基复合材料表面采用底涂剂进行表面改性都可以提高粘接强度。将底涂剂预先涂敷在材料表面,底涂剂干燥后会在表面形成一层薄薄的涂膜,涂膜与材料、胶黏剂均有较好的相容性。一方面可以牢固地吸附在材料表面;另一方面底涂剂中通常会含有极性基团,能与胶黏剂相互作用而改善界面粘接性能。按照成膜剂的不同,底涂剂通常包括有机硅类、丙烯酸树脂、环氧树脂、聚酰胺、氨基甲酸酯5类。底涂剂处理结果主要受到底涂剂成分、涂覆方式以及干燥时间的影响。上海玻璃钢研究院有限公司采用GXJB-63C有机硅橡胶胶黏剂对殷钢进行粘接,底涂剂选择聚硅氧烷,底涂剂涂覆后晾干30 min 粘接效果最佳。Evans[7]选用 KH-560、四丁基钛酸酯、正硅酸乙酯、六甲基二硅氧烷制备底涂剂,然后用其对硅橡胶和铁、钢、铝、钛等进行粘接,并进一步研究了粘接力与干燥时间的关系。实验结果表明,粘接力随干燥时间的延长先升高后降低。
4 等离子体处理
等离子体的产生方式有电晕放电、辉光放电、介质阻挡放电和微波放电4种,目前采用离子体进行表面改性的研究主要集中于树脂基复合材料。图4是等离子体处理前、后碳纤维增强基复合材料(CFRP)的表面形貌[8],经过高能粒子轰击后,CFRP表面变得清洁并且有蚀刻现象出现。除去表面形貌的变化,等离子体处理还会引起表面附近分子的交联或接枝以及化学结构的变化,可以提高表面的润湿性。
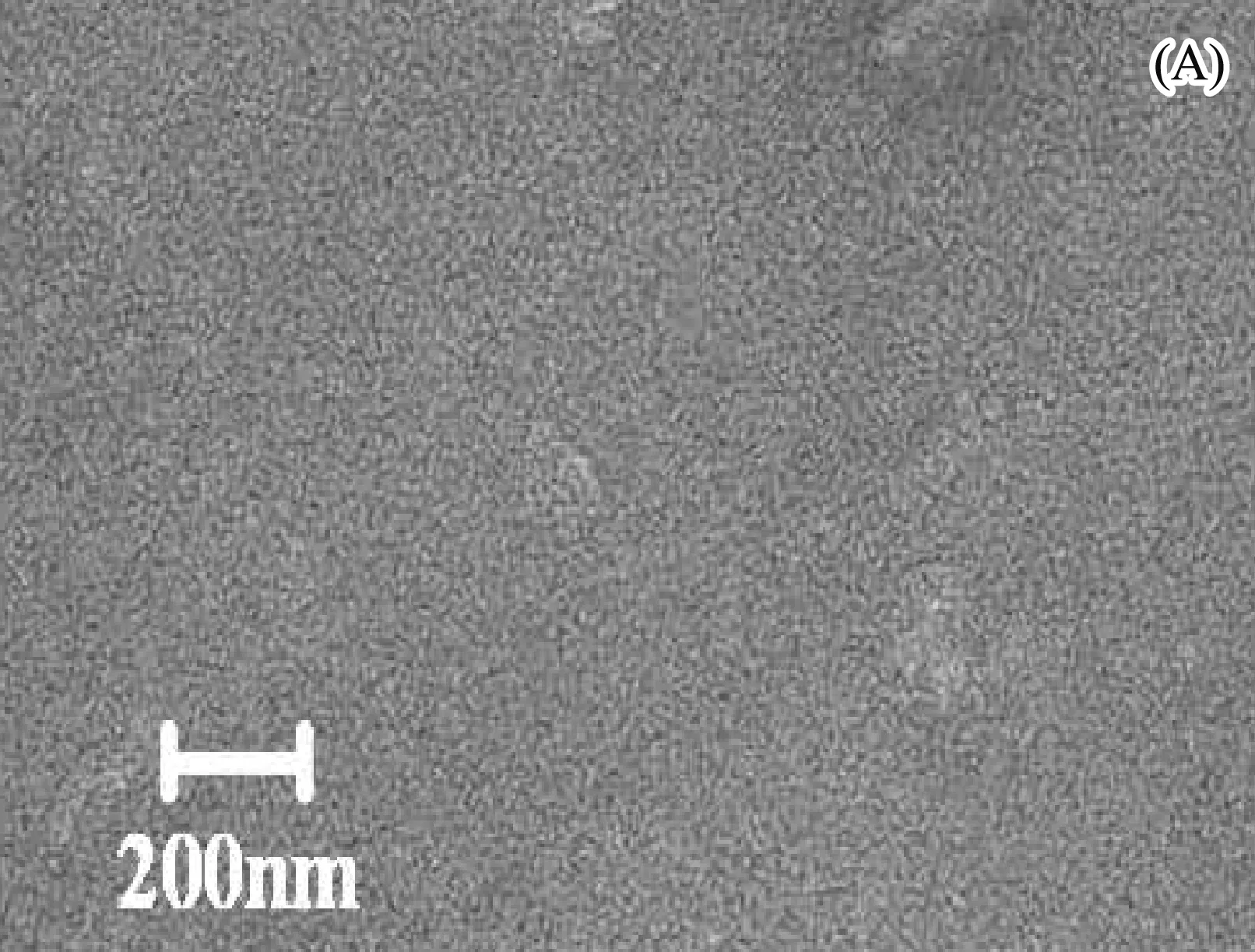
图4 CFRP表面形貌:等离子处理前(A),
等离子体装置通常由泵、反应室、电源和监视系统、匹配网络、过程控制仪表和过程诊断六大模块或功能块组成[9]。气源组成、等离子体射流长度、等离子体射流温度、扫描方式等都会对材料表面润湿性产生影响。张忠涛[8]在等离子体预处理改善CFRP/铝合金粘接强度的过程中发现,大气压氦气等离子体射流可有效改善CFRP表面。但是当氧气比例提高到0.75%时,胶黏剂在CFRP表面的接触角比纯氦气时降低约54.3%,并且表面润湿性和扫描次数成正比,和扫描距离成反比。Kim等[10]采用射频耦合等离子设备处理碳纤维/环氧树脂的胶接接头表面,研究发现气体流速在一定范围内并不会影响粘接强度,而真空度、放电功率和处理时间都有最佳的范围,过高或者过低都会影响粘接强度。在53.33~106.66 Pa(0.4~0.8 mm Hg)的压力下,控制功率为10~30 W,处理时间为10 s~2 min,材料的平均剪切强度达到30 MPa,比未处理时的平均剪切强度13 MPa提高130%。Zaldivar等[11]采用氦/氧等离子系统处理复合材料树脂表面,发现随着处理间距的减小,树脂表面的羧基浓度增加,胶接强度也得以显著提升。
5 激光处理
激光是一种相位一致、波长一定、方向性极强的电磁波。目前多种激光系统包括CO2、连续和脉冲的红宝石以及准分子系统等已经用于材料表面处理。激光处理工艺是通过高能量的激光脉冲作用,去除材料表面污染并提高表面粗糙度,同时改善材料表面形貌,增加表面活性的处理工艺。图5(A)是铝合金表面激光处理后SEM图[12],可以看到铝合金表面氧化层已被消除,并且形成了很多规则的凹坑,增大了表面粗糙度。图5(B)是玻璃纤维/环氧树脂(GF/E)表面激光处理后SEM图[13],可以看到表层树脂经烧蚀后露出了表层的纤维,表面形貌发生了改变。
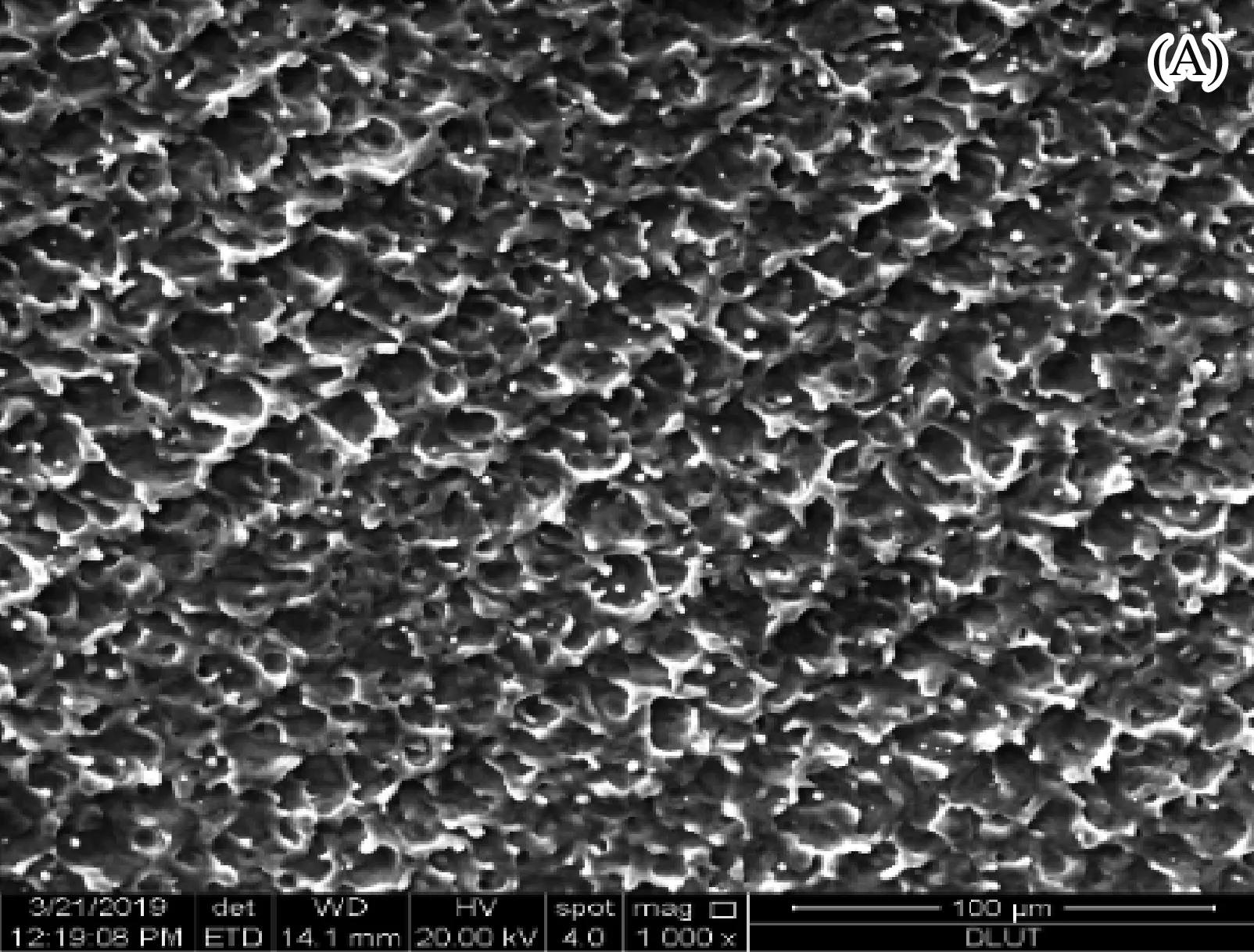
图5 SEM图:激光处理后铝合金表面(A),
张昱龙[12]在激光表面处理对金属/复合材料粘接界面的影响研究中考察了激光频率、扫描速率、扫描间距等处理参数对胶黏剂在铝合金表面附着性的影响,发现随着激光功率和扫描速率的提高,粘接强度也随之增大。这是因为随着功率和速率的提高,激光在金属表面形成的凹坑深度增加,而凹坑密度减小,这样有利于增加实际的粘接面积。随着扫描间距的增大,粘接强度呈现了先增大后减小的趋势,这是因为光斑直径和扫描间距越接近,粘接面积越大。扫描间距过小时重叠部分过多,而扫描间距过大,部分表面并未受到处理,这都减少粘接面积。在实验中激光功率为4.8 W、扫描速率为800 mm·s-1、光斑间隔为20 μm时,粘接强度最高,为打磨处理的1.7倍。徐菁等[13]在激光处理GF/E与铝板的胶接性能的研究中发现,复合材料表面粘接强度主要受扫描间距的影响,在将脉冲宽度和扫描速度分别设定为3.75 ns、600 mm·s-1,扫描间距为0.03 mm时,试样表层树脂完全烧蚀,表层纤维完全暴露。扫描间距为0.06 mm与0.09 mm时,表层纤维暴露量∶表层树脂残余量分别约为1∶1 与1∶2。扫描速度主要影响纤维周围凹槽情况,扫描功率主要影响表层树脂的烧蚀量,这两者对粘接强度影响不明显。激光处理后试样的粘接性能较未处理情况提升65%,较180目砂纸打磨提升18.4%,同时离散系数也分别降低6.88%与0.64%。
6 展望
胶接相较于其他连接方式连接强度不高,目前的研究重点集中于胶黏剂改性、基材表面处理工艺以及粘接工艺三方面。表1列出了5种基材表面处理工艺的优缺点。
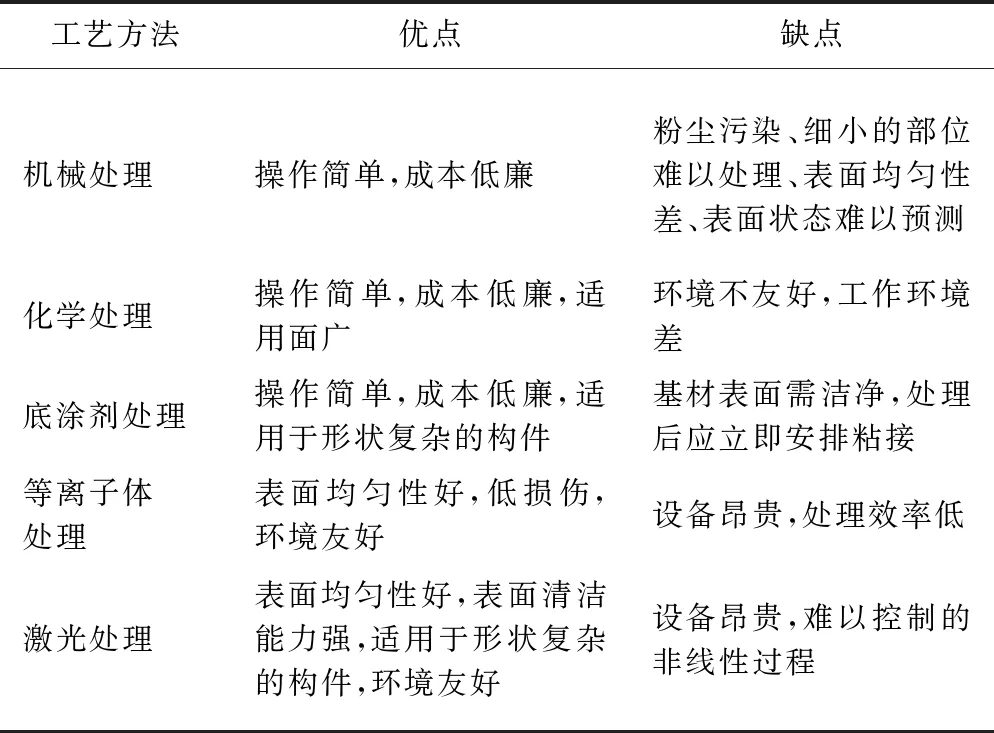
表1 5种基材表面处理工艺的优缺点
在今后的研究中,应就以下3点对基材表面处理工艺进行改善:(1)对工艺过程中的缺点进行改进,使得基材表面处理工艺具备简单、安全、环境友好、适用面广、低损伤性等优点;(2)对工艺参数进行改进,以获得更好的处理效果;(3)从单一表面处理工艺向多元处理工艺发展,改善基材表面形貌和表面结构来获得更好的润湿性。
猜你喜欢
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
钢管(2021年4期)2021-12-25
甘肃科技(2020年20期)2020-04-13
中国资源综合利用(2017年2期)2018-01-22
材料科学与工程学报(2016年1期)2017-01-15
焊接(2016年1期)2016-02-27
铜业工程(2015年4期)2015-12-29
焊接(2015年8期)2015-07-18
西南石油大学学报(自然科学版)(2015年5期)2015-04-16