考虑射孔初始损伤的套管强度失效数值研究*
2023-10-17 03:09刘献博高德伟柳贡慧刘鹏林
石油机械 2023年10期
刘献博 李 军, 高德伟 柳贡慧 连 威 王 典 刘鹏林
(1.中国石油大学(北京) 2.中国石油大学(北京)克拉玛依校区 3.四川长宁天然气开发有限责任公司)
0 引 言
近年来,随着油气资源勘探开发逐渐走向深层、超深层,为了提高油气资源的开采效率,大药量、高孔密的射孔器在国内外得到广泛应用,导致完井管柱的安全性受到严重挑战[1-2]。油气井管柱在临界外载荷作用下发生强度破环、结构失稳,该临界外载荷即为套管抗挤强度。套管抗挤强度是进行完井管柱设计时考虑的必要强度参数,同时也是工程施工重要参考依据。对射孔完井后的套管剩余强度精准预测,有利于油气井后续的增产施工设计。
套管的铸造工艺会引起其抗挤性能的变化[3],同时套管材料的屈服强度对套管的抗挤强度有着直接影响,随材料屈服强度的增加套管抗挤强度增大[4-6]。但是,一旦确定套管的尺寸及钢材后,根据API标准,套管的材料参数也就相应地确定。油气井聚能射孔过程中,射孔弹爆炸后具有放热性、快速性及生成大量气体等特性。聚能射孔过程的快速性是指射孔的作用时间短暂,是微秒级。而聚能射孔过程中的瞬时温度可高达1 000 ℃,尽管射孔时间短暂,但是高温、高压和高冲击载荷作用可能引起套管相变,破坏其结构完整性,进而降低抗挤强度[7]。射孔过程中生成大量带压气体,引起井筒内完井液剧烈波动。DENG Q.等[8-9]开展了冲击载荷作用下射孔液波动对完井管柱影响规律的研究。LIU X.等[10-11]建立了三维射孔数值计算模型,开展了冲击载荷作用下套管、水泥环损伤规律及其影响因素研究。陈华彬等[12-13]通过建立仿真模型,开展了准静态载荷作用下套管的力学特性研究,并拟合了套管抗挤毁强度计算公式。卢熹等[14]建立了地面模拟试验测试系统,开展了射孔段管柱爆炸冲击动态响应问题的相关研究。周海峰等[15]设计了一套射孔段管柱动态载荷底面综合测试系统,开展爆炸冲击载荷作用下的射孔段管柱动态载荷测试。岳艳芳等[16]运用断裂力学理论与有限元法,分析了高温高压环境下射孔段套管应力特征。CAO Y.G.等[17]通过将套管三维力学模型简化为平板力学模型,推导了射孔后套管抗挤强度的理论计算公式。FAN M.T.等[18]采用分段有限元方法建立了各向异性地层中射孔套管有限元模型,考虑流体温度、套管内压等因素,开展了压裂过程中射孔段套管强度计算。唐波等[19]建立了射孔套管有限元力学模型,考虑孔径、孔密及相位角等因素,开展了射孔套管在外挤力作用下的孔眼应力集中系数计算。桂捷等[20]通过有限元方法计算了不同相位角、孔密、孔径的射孔后套管挤毁压力和抗外挤剩余强度系数。刘作鹏等[21]应用弹塑性力学理论分析了射孔后套管的剩余强度。油气井生产过程中套管受到岩性界面、力热耦合等多方面的综合影响,因此射孔段套管的剩余强度对评估油气井的生产周期具有重要参考意义[22-24]。射孔过程造成的套管损伤不可避免,套管损伤后剩余强度的预测对于油气井后续的增产、开发具有重要参考意义。前人应用理论力学推导、数值仿真计算、室内试验等方法针对射孔后套管剩余强度开展了相关的研究[25-26],然而他们的研究忽略了射孔过程中套管的初始损伤对其抗挤剩余强度的影响。
为此,本文基于冲击动力学及管柱力学理论,结合现场射孔完井工况,建立三维射孔数值计算模型。首先,基于射孔数值计算模型,考虑射孔后套管的初始损伤,计算了射孔后套管抗挤剩余强度系数。然后,对比分析了射孔及机加孔套管的剩余强度差异,证明正是由于射孔过程中套管存在初始损伤,导致射孔后套管剩余强度系数小于机加孔的套管剩余强度系数。最后,揭示了套管物性参数及射孔参数等对射孔后套管剩余强度的影响规律。所得结论可为油气井的后续增产及生产方案设计提供参考。
1 射孔数值模型
1.1 物理模型
物理模型的相关参数取自一口生产井,井身结构如图1所示。该井三开完钻深度为4 436 m,固井套管、生产套管直径都为139.7 mm,套管壁厚为9.17 mm,套管钢级为P110。物理模型主要包括3部分:射孔弹、射孔枪及套管(见图2)。射孔弹装药类型根据耐热性分为3个级别,分别是普通型(RDX)、高温型(HMX)及超高温型(PYX)。本文的射孔装药类型为RDX,采用深穿透系列的102型射孔枪。
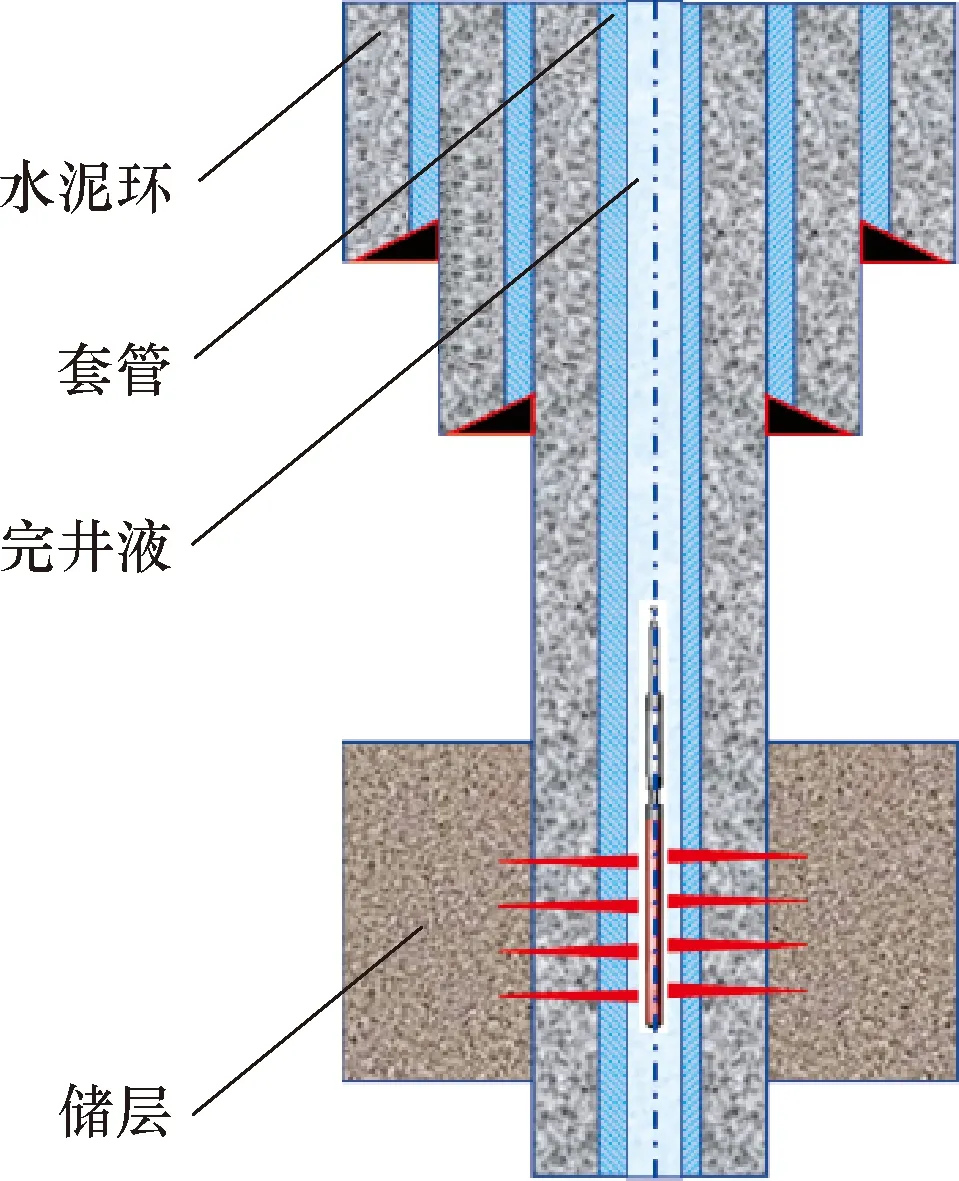
图1 射孔完井井身结构Fig.1 Well profile of perforation completion
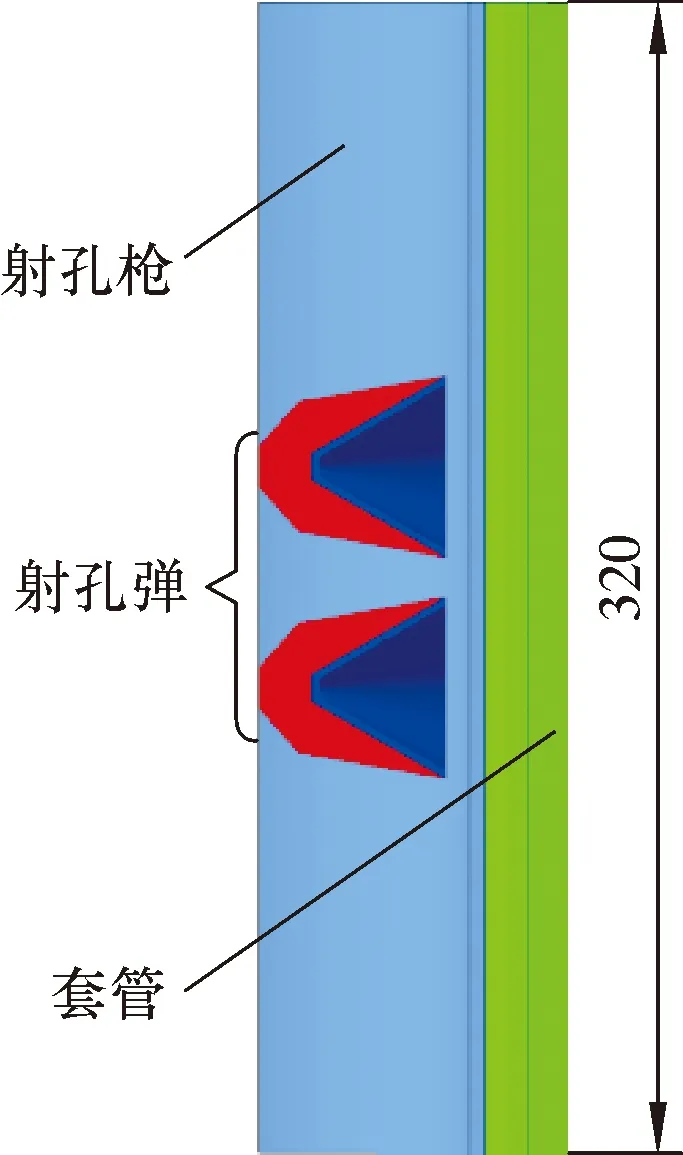
图2 物理模型Fig.2 Physical model
油气井采用套管固井后,通过位置校正,将射孔枪下入到预定位置,引爆射孔弹,完成射孔。本文物理模型中射孔枪直径为102 mm。本文研究不涉及射孔枪对射孔的影响,因此射孔枪壁厚与盲孔厚度相同,均为3.5 mm。
1.2 控制方程
聚能射孔计算中首先要考虑射孔弹的数学模型,射孔弹直接影响射孔完井的效果,合理的射孔弹数学模型可以提高数值计算的精度。射孔数值计算中采用关键字*MAT_HIGH_EXPLOSIVE_BURN表征射孔装药。关键字*EOS_JWL是射孔装药的状态方程,状态方程中的JWL(Jones Wilkins Lee)数学模型如下[27-28]:
(1)
式中:p为轰爆压力,GPa;E为单位体积轰爆能量,J/m3;V为相对体积;A、B、R1、R2、ω为材料常数;A、B的单位都是压力单位,GPa;R1、R2、ω均是无量纲常数。
本文所使用的射孔弹参数如表1所示。
表征套管材料模型的关键字类型为*MAT_PLASTIC_KINEMATIC。该模型可以描述材料在冲击变形过程中运动硬化或各向同性硬化的弹塑性行为:
(2)
模拟计算中使用的套管材料参数如下:套管密度7.8 g/cm3,弹性模量207 GPa,泊松比0.3,初始屈服应力758 MPa,有效塑性应变0.1。
1.3 边界条件
本文物理模型中的射孔弹为深穿透型,射孔孔径一般在12.0 mm左右。物理模型的高度是射孔孔道直径的13倍,可以忽略边界效应对射孔后套管损伤的影响。数值模型中通过使用轴对称边界条件以提高模型的计算效率。对称边界设置为SPC条件,限制边界单元的法向位移(见图3)。套管两端采用固定支撑后,其两端易出现应力集中,导致套管提前挤毁,为避免这一情况,套管两端采用自由边界条件。

图3 模型边界条件Fig.3 Model boundary conditions
套管挤毁试验中,套管外挤力以恒定的加载速率加载,直到套管被挤毁,这个过程中外挤力的加载速度不能超过35 MPa/min[29]。通过获取套管1阶模态得到套管的最小自然周期,以10倍最小周期作为外挤力的加载单位以提高加载速率,大幅缩短计算时间[9]。本文研究涉及到不同壁厚的套管,为了避免加载速率对计算结果的影响,采用了相同的加载速率,即为20 000 MPa/s(见图4)。不存在射孔阶段时,外挤力加载时间为6 500 μs,最大外挤力载荷为130 MPa(见图5)。射孔是一个短暂动力学计算过程,因此0~2 000 μs为射孔阶段,2 000 μs作为外挤力加载的开始,外挤力的加载时间为6 500 μs,最大外挤力载荷为130 MPa。本文数值计算中,所有尺寸的套管均被完全挤毁。
图5 有、无射孔阶段的外挤力加载曲线Fig.5 Loading curves of external pressure with/without perforation stage
2 射孔过程中套管强度分析
2.1 套管挤毁判据及剩余强度计算
在套管挤毁试验中通过测试信号的异变、套管挤毁时的声音等作为判断套管挤毁依据。在套管挤毁、失稳的数值模拟中,采用套管的应变值作为套管挤毁的判断依据[1,30]。在涉及不同壁厚、材料屈服强度相同的套管挤毁模拟中,通过第四强度理论Mises应力作为套管挤毁的判据更为合适。
射孔过程中相邻射孔孔道间存在应力叠加区域,增加了套管损伤概率[10]。在外挤力恒定加载过程中,套管内壁处更易形成应力集中。射孔孔道周围由于金属射流的压剪作用,Mises应力较高,在外挤力作用下最先达到屈服强度。而机加孔的套管在外挤力作用下,机加孔位置最先出现应力集中。相邻射孔孔道或机加孔孔道间的中心处相较于其他位置更易出现应力集中。因此,本文取相邻射孔孔道间的中心位置的套管内壁单元为数据提取点。
本文研究的套管均采用P110钢材,数值计算中屈服强度为758 MPa,当数据提取点处的Mises应力值达到758 MPa时,即认为套管失稳。套管剩余强度系数是同一位置处的射孔后套管的抗挤强度与射孔前套管的抗挤强度的比值。无射孔的套管在恒定加载的外挤力作用下,在4 720 μs时套管Mises应力达到758 MPa,这时加载的外挤力就是未射孔条件下套管的抗挤强度,即94.4 MPa(见图6a)。射孔后的套管在恒定加载的外挤力作用下,6 000 μs时套管Mises应力达到758 MPa,此时的外挤力就是射孔后套管的抗挤强度,即50.0 MPa(见图6b)。由于射孔过程中非线性较强,射孔完成后的一段时间内套管应力仍保持较强的非线性特征,静止一段时间后这种非线性会消除。机加孔套管在恒定加载外挤力作用下,3 800 μs时套管Mises应力达到758 MPa,此时的外挤力为机加孔套管的抗挤强度,即76.0 MPa(见图6c)。射孔及机加孔套管抗挤剩余强度系数分别为53.0%和80.5%。
图6 套管Mises应力Fig.6 Mises stress of casing
2.2 套管剩余强度分析
由于金属射流对套管的压剪作用,在射孔孔道周围会形成应力集中区域。当射孔孔密较大时,射孔过程中会在套管上的相邻射孔孔道之间形成应力叠加区域,应力叠加后增加了套管损伤的概率。金属射流对套管的压剪作用,导致套管的损伤及应力叠加区域套管的损伤,即套管的初始损伤。
在API标准关于套管尺寸的规定中,直径139.7 mm套管存在3种不同的壁厚,分别是7.72、9.17和10.54 mm。本文使用的射孔弹在套管内壁上形成的射孔孔道平均直径为12.0 mm,因此套管机加孔的直径为12.0 mm。基于射孔数值模型,开展了不同壁厚套管在射孔及机加孔后的剩余强度系数计算,结果如表2所示。套管壁厚为7.72 mm时机加孔套管剩余强度几乎是射孔后套管剩余强度的2倍。
表2 数值计算套管的剩余强度系数Table 2 Residual strength coefficient of casing obtained from numerical calculation
射孔后套管的剩余强度大幅减小,而机加孔套管的剩余强度小幅减小,如图7所示。射孔数值模拟中存在金属射流及爆轰波对套管的作用,形成射孔孔道的同时对射孔孔道周围的套管产生了初始损伤,导致射孔后套管的剩余强度大幅减小。但是通过在套管上钻孔形成的机加孔的孔道周围不存在初始损伤,套管剩余强度较大。因此,通过机加孔套管试验研究井下射孔后套管强度的方法,预测的套管剩余强度往往偏大。无论是射孔后套管的剩余强度还是机加孔后套管的剩余强度,随着套管壁厚的增加套管的剩余强度曲线均表现出增加的特征。
在机加孔套管的强度试验中显然不存在温度、压力的剧烈变化,形成的套管损伤也可以忽略。射孔过程中金属射流、爆轰波、高温等都会导致套管损伤。可见,射孔造成的套管损伤会严重影响剩余强度,准确预测射孔后套管的剩余强度,有利于后期储层改造、生产方案设计。
3 影响因素分析
3.1 径厚比
机加孔套管剩余强度与射孔套管剩余强度均随着径厚比的增加而减小,如图8所示。表明增加套管壁厚对于提高射孔后的套管服役安全性具有积极意义。机加孔及射孔后的套管在恒定速率的外挤力作用下,在机加孔、射孔孔道位置出现应力集中,如图9所示。套管在机加孔、射孔孔道处发生应力集中后沿轴向方向逐渐扩展,2孔的中心位置出现应力叠加区域。射孔后套管内、外壁应力集中现场有差异,套管外壁上应力集中分布在射孔孔道周围,而内壁上的应力集中分布相对均匀。
图8 不同径厚比下套管剩余强度系数曲线Fig.8 Residual strength coefficient curve of casing at different diameter to thickness ratios

图9 套管应力云图Fig.9 Cloud chart of casing stress
完井管柱设计不仅要考虑管柱强度校核,也需考虑后续油气井增产开发过程。壁厚过大时,在射孔中不仅会影响射孔穿深,更会导致射孔形成的毛刺更厚,使后续增产及开发工具不易下井。因此,完井管柱设计时精确预测套管射孔后的剩余强度,对于完善完井管柱设计具有重要参考意义。
3.2 套管直径
在径厚比相同情况下,随着套管直径的增加,射孔后套管剩余强度大幅增加,如图10所示。本文统计了2种套管形成的射孔孔道直径,如表3所示。随着射孔孔道直径的增大,套管剩余强度增加。套管直径增加后,直接影响的就是射孔弹的炸高。随着炸高的增加,金属射流得到充分发展和拉伸。金属射流在得到充分拉伸过程中,金属射流向径向方向扩展和发散,导致侵彻套管时形成的射孔孔道直径更大。在恒定速率的外挤力作用下,射孔后的套管应力集中就会出现在射孔孔道周围。

表3 套管射孔孔道直径统计Table 3 Statistics of casing perforation channel diameter
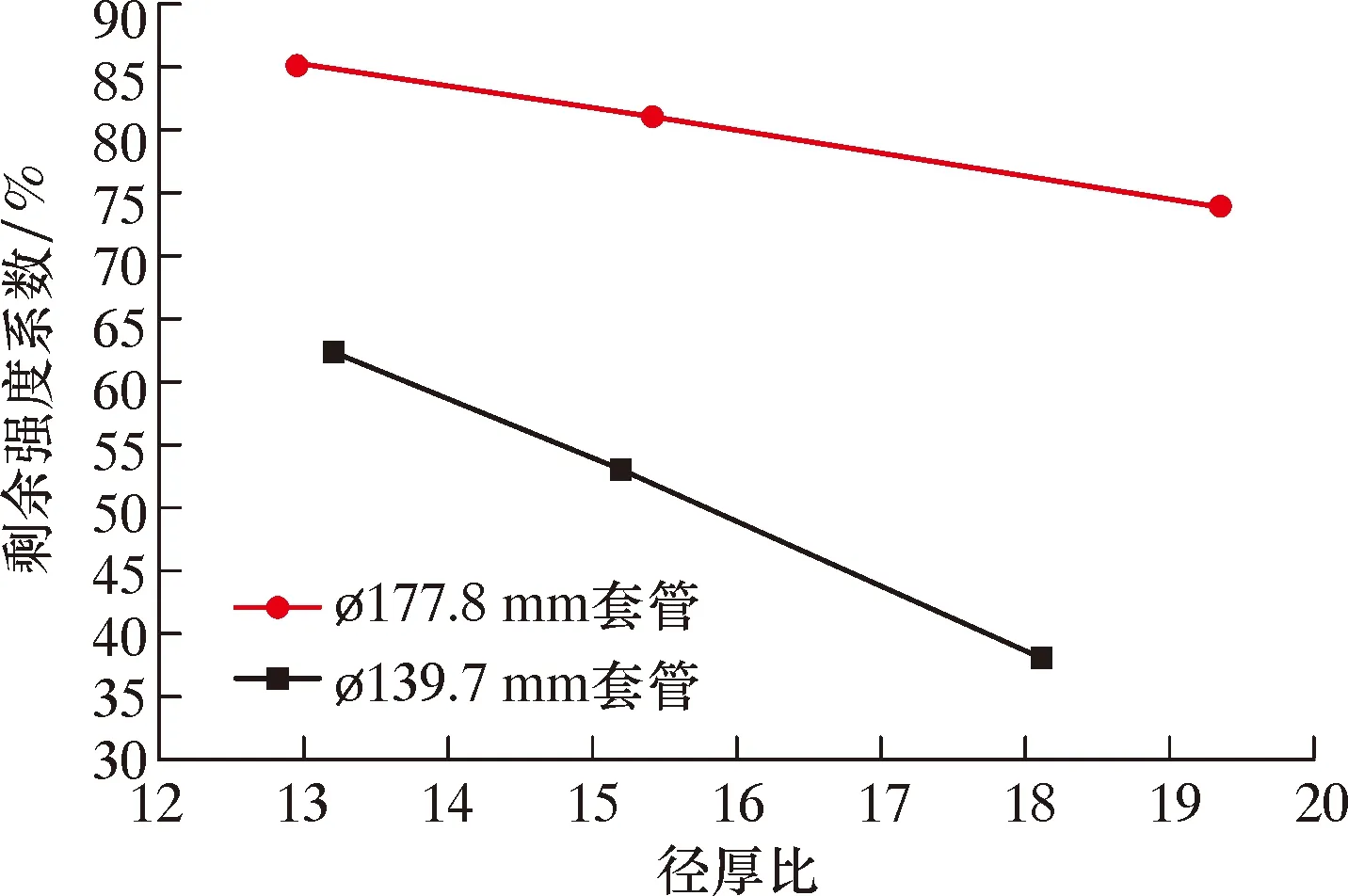
图10 不同直径下套管剩余强度系数曲线Fig.10 Residual strength coefficient curve of casing at different diameters
大尺寸生产套管射孔完井中,金属射流得到充分发展,导致套管上的射孔孔道直径增加,从而降低应力叠加区域的峰值,有效提高射孔后套管剩余强度。但是随着油气资源勘探开发逐渐走向深层和超深层,生产套管直径一般较小,射孔过程中金属射流得不到充分发展,形成的射孔孔道较小。这种情况下,随着套管外挤力增加,应力叠加区域峰值增加,降低了射孔后套管剩余强度。
3.3 射孔孔密
射孔孔密是射孔完井设计中重要的参数。射孔孔密的大小,决定了井筒内总泄流面积的大小。合理的射孔孔密在实现油气藏高效开发的同时保证了生产套管服役的安全性。随着套管壁厚的增加,套管上相邻射孔孔道间的应力叠加区域的应力峰值逐渐减小,如图11所示。由图11可知,随着套管壁厚的增加,套管剩余强度增加。因此,射孔过程中套管上相邻射孔孔道间的应力叠加区域对套管剩余强度有着直接影响。

图11 ø139.7 mm套管不同壁厚射孔过程中应力叠加区域峰值Fig.11 Peak value of stress superposition area during perforating process of ø139.7 mm casing with different wall thicknesses
随着射孔密度的增加,套管相邻射孔通道之间的应力叠加区逐渐增大,如图12所示。随着射孔密度的增加,相邻射孔孔道间应力叠加区域的峰值逐渐增大,如图13所示。射孔孔密较小时,套管相邻射孔孔道间未形成应力叠加区域,套管的损伤也仅限于射孔孔道周围的应力集中。随着射孔孔密的增加,套管上相邻射孔孔道间开始出现应力叠加区域。

图12 不同射孔孔密情况下的应力叠加区域Fig.12 Stress superposition area under different perforation densities
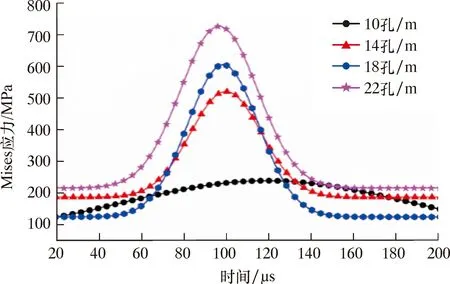
图13 不同孔密下应力叠加区域的峰值应力曲线Fig.13 Peak stress curve of stress superposition area under different perforation densities
综上可知,随着射孔孔密的增加,套管上相邻射孔孔道间应力叠加区域逐渐扩大,同时叠加应力峰值也逐渐增大。叠加应力峰值的增大,导致了套管剩余强度的降低。合理的射孔孔密不仅能够减轻射孔过程中套管的初始损伤,提高套管剩余强度,还保证了油气井生产过程中井筒的安全性。
3.4 射孔相位角
射孔相位角是评价射孔器性能的关键参数。合理的相位角有利于油气井增产过程中酸化压裂及防砂作业,降低储层中流体流入井筒时的流速,控制射孔碎屑,防止射孔碎屑进入井筒。
随着射孔相位角的增加,套管上相邻射孔孔道间的应力叠加区域逐渐减小,如图14所示。套管相邻射孔孔道间叠加区域应力峰值的减小,意味着射孔过程中导致套管的损伤较小,如图15所示。射孔相位角增加,能有效减轻套管在射孔过程中的初始损伤,提高套管剩余强度。

图15 不同射孔相位角下应力叠加区域的峰值应力曲线Fig.15 Peak stress curve of stress superposition area under different perforating phase angles
4 结 论
(1)机加孔及射孔后的套管在恒定加载外挤力作用下,应力集中位置首先出现在机加孔周围,然后沿套管轴向方向扩展,相邻机加孔孔道的套管上产生应力叠加区域。
(2)机加孔后的套管在外挤力作用下,套管内、外壁应力分布存在较大差异,套管内壁应力明显大于套管外壁应力。射孔后的套管在外挤力的作用下,套管内、外壁的应力分布差异较小,应力分布较为均匀。
(3)完井管柱设计中套管径厚比和直径对射孔后的套管剩余强度有着直接影响,随着径厚比的增加,机加孔及射孔后的套管剩余强度均增大,射孔后套管的剩余强度对套管壁厚较为敏感;径厚比相同的情况下,随着套管直径的增加,射孔后的套管剩余强度明显增大。
(4)射孔孔密及射孔相位角对套管的初始损伤有着直接影响,射孔孔密增加、射孔相位角减小都会加重套管在射孔过程中的初始损伤,合理的射孔孔密及射孔相位角能有效降低射孔过程中套管的初始损伤,提高套管剩余强度,保证油气井生产过程中井筒的安全性。
猜你喜欢
化工管理(2022年14期)2022-12-02
钻井液与完井液(2022年4期)2022-10-26
化工管理(2021年7期)2021-05-13
河南医学研究(2020年27期)2020-10-18
科学技术创新(2020年10期)2020-01-05
物理学报(2018年22期)2018-12-18
钻井液与完井液(2018年5期)2018-02-13
北京航空航天大学学报(2017年10期)2017-04-20
西安工程大学学报(2016年2期)2016-06-05
当代化工研究(2016年6期)2016-03-20