连续等通道转角挤压制备超细晶纯钛的微观组织与力学性能研究
2023-12-06 03:44谷艳霞江静华马爱斌吴浩然陆李和桑俊锋
轻金属 2023年9期
谷艳霞,江静华,马爱斌,吴浩然,陆李和,桑俊锋
(1.江苏海事职业技术学院,江苏 南京 211100;2.河海大学 力学与材料学院,江苏 南京 211100;3.江苏亨特集团华特电气有限公司,江苏 南通 226600)
钛及其合金具有比强度高、耐海水腐蚀性好等优点,被称为“海洋金属”,在船舶及海洋工程领域的应用受到了越来越多的关注[1-2]。其中,工业纯钛与钛合金相比,其具有成本低、密度小、耐蚀性更加优异、对人体无毒无害等优点,主要应用于海水管路系统、冷凝器、热交换器、海水淡化装置等,但由于工业纯钛强度较低,限制了其更广泛的应用[3-4]。因此,提高工业纯钛的强度非常必要。
大塑性变形技术是通过对材料进行加工,在材料中引入大量应变,使材料的晶粒得到细化,从而提高强度的一种加工方法[5]。通过大塑性变形细化晶粒、提高材料强度,获得具有优异综合性能的超细晶(Ultrafine-grain,UFG)材料,近年来获得了科学家的极度重视。研究人员开发了多种大塑性变形加工方法,如等通道转角挤压(Equal channel angular pressing,ECAP)、高压扭转等,其中,等通道转角挤压具备可以制备组织均匀的大尺寸超细晶块材、适合工业化生产等优点,因而最受科学家的重视且获得了广泛的研究[6]。该方法是使材料通过挤压模具,模具有两个互成角度的等截面通道,材料在通道夹角处受到强烈的剪切作用,通过多道次挤压,使组织细化。影响材料细化效果的因素有模具结构、挤压道次、挤压路径、挤压温度等。由于需要对试样进行多道次加工才能实现晶粒超细化,所以在各道次之间需要把试样从模具中取出,并进行重装,来完成下一道次的挤压,因此传统的ECAP加工比较费时费力。为了克服这一缺点,科学家对模具进行了改进,开发了连续ECAP挤压加工方法,通过旋转模具,而无需在各道次之间取出重装试样,就可以实现多道次连续挤压,节约时间和劳力,更加适合工业化大规模生产[7-8]。
关于传统ECAP方法加工纯钛,目前已经开展了一定的研究,但是连续ECAP挤压制备超细晶纯钛的研究甚少。因此,本文采用旋转模具,对工业纯钛进行了连续ECAP加工,并对其微观组织演变、晶粒细化机制和力学性能进行研究。
1 实验材料与方法
材料选用TA2工业纯钛,其化学成分如表1所示。初始材料为热锻退火态棒材,退火工艺为950℃×40 min,直径为110 mm。原始态平均晶粒尺寸为~10 μm,原始态金相显微组织如图1所示。ECAP挤压采用的是连续ECAP加工装置,采用旋转模具,其加工示意图如图2所示。

表1 TA2工业纯钛的化学成分 wt.%

图1 原始态工业纯钛的光学显微组织
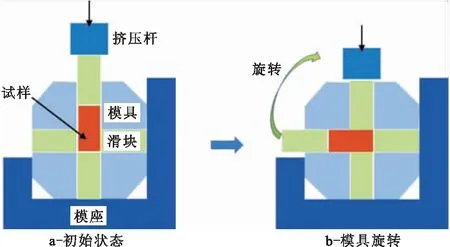
图2 连续等通道转角挤压加工示意图
模具内有两个等截面通道,且两通道相互垂直。模具放置在模座上,其下方和右侧出口被模座限制。挤压前,将三个滑块分别装入底部竖直通道、左侧水平通道和右侧水平通道。然后将试样从上方竖直装入通道中,在试样上再放置一个滑块。挤压时,挤压杆作用于顶部竖直滑块上,并将挤压力传递给试样。由于底部通道和右侧通道被模座限制,所以试样从左侧水平通道挤出,完成第一道次的挤压。然后,将模具顺时针旋转90°,则又回到初始挤压状态,从而可以连续进行多道次挤压。模具和试样放置在可以加热的炉膛中,在挤压前将模具和试样加热到420℃进行挤压,挤压速度为0.1 mm/s。两通道内角为90°,单道次挤压变形量约为1.15。
ECAP加工试样尺寸为(20×20×45) mm3,挤压道次1、2、3、4、8道次。随着挤压道次的升高,材料的变形抗力增大,为了保证挤压的顺利进行,获得无裂纹的试样,8道次试样在挤压完4道次之后进行一定时间的中间保温,保温温度为450℃,保温时间为30 min。试样加工后,将每个外表面去除2 mm,留下心部进行微观组织观察和力学性能测试。微观组织观察和力学性能试样沿着挤压方向选取。
采用FEI TecnaiG T20型透射电子显微镜进行TEM微观组织观察。TEM试样经过机械研磨和电解双喷机械减薄,双喷电解液为高氯酸(6%)+无水乙醇(94%)。
硬度测试在HXD-1000TC维氏显微硬度计上进行,载荷为300 gf,保压时间为15 s。硬度试样经过粗磨、精磨、抛光至镜面。每个样品取5个不同位置测量硬度,取其平均值作为该样的显微硬度。室温拉伸试样测试部分尺寸为长6 mm,宽2 mm,厚2 mm。拉伸试验在TF-50S电子万能试验机上进行,拉伸速率为1 mm/min,每个状态进行至少3次测试。
2 实验结果与分析
2.1 宏观形貌
图3为原始试样(0P)和经过1~4道次ECAP加工(1P~4P)的工业纯钛试样的宏观形貌。从图中可以看出,1道次试样具有明显的圆角,这是由于挤压过程中由于试样无法完全填充通道夹角空隙造成的。研究表明[9],在ECAP加工过程中,尤其是第一道次,试样与模具通道夹角处并不是紧密贴合,通道夹角处和试样之间存在角空隙。材料的应变硬化能力、材料在变形区的局部流动速度、以及挤压速率等因素都会影响角空隙的大小。一般而言,材料的应变硬化率越大,那么角空隙也越大,则圆角越明显。图3说明经过1道次挤压后,纯钛的应变硬化程度较大。随着挤压道次的增加,纯钛试样圆角减小直至消失。表明随着挤压道次升高,挤压过程中试样与模具之间的空隙越来越小,这与有限元分析结果是吻合的[10]。

图3 原始试样及经过ECAP加工的工业纯钛试样宏观形貌
2.2 TEM微观组织

图4 工业纯钛经1道次ECAP变形后的透射电镜显微组织

图5 工业纯钛经2道次ECAP变形后的透射电镜显微组织

图6 工业纯钛经多道次ECAP变形后的透射电镜显微组织
2.3 硬度测试
图7展示了原始态及ECAP加工1、2、3、4、8道次工业纯钛的显微硬度值。从图中可知,原始态显微硬度值最低,大约为167 HV,经ECAP加工1道次后,工业纯钛硬度提高到196 HV,经2道次和3道次加工后又进一步提升到225和232 HV。4道次加工后,硬度获得最高值253 HV,比原始态提高了约51%。ECAP加工8道次以后,硬度值为220 HV,与4道次相比略有下降,这可能是由于中间退火产生的回复导致的。但8道次加工试样的硬度与原始态相比仍有很大提升,比原始态提高了约32%。

图7 原始态及ECAP加工态工业纯钛显微硬度值
2.4 室温拉伸性能
图8为原始态及ECAP加工各道次工业纯钛的室温拉伸性能,图中给出了各状态的抗拉强度(σTUS)、屈服强度(σYS)、以及断裂延伸率(δ)。可以看出,ECAP加工后,工业纯钛的抗拉强度和屈服强度得到明显提高,断裂延伸率有所降低。随着挤压道次的增加,工业纯钛的强度从1道次到4道次逐渐提高,4道次加工试样的强度最高,抗拉强度为627 MPa,比原始态提高了~39%,且仍具有较好的塑性(断裂延伸率为~29%)。8道次加工后的试样与4道次相比,强度和断裂延伸率均有所降低,但仍高于原始态。
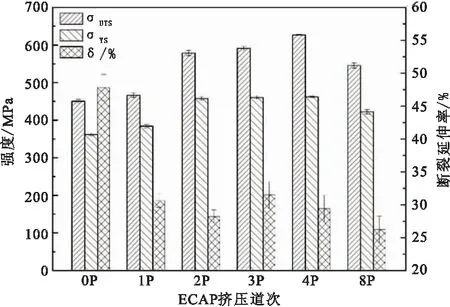
图8 工业纯钛原始态及ECAP加工各道次的抗拉强度、屈服强度和断裂延伸率
原始态工业纯钛的抗拉强度为450 MPa,屈服强度为362 MPa,断裂延伸率48%,经过1道次ECAP加工后,抗拉强度提高到466 MPa,屈服强度提高到384 MPa,断裂延伸率下降至31%。1道次加工试样由于处于大塑性变形初期,应变量较小,晶粒虽然发生初步破碎,但是晶粒细化程度较低,从图4(a)中仍可见未破碎的粗大晶粒(如箭头所示),所以强度提升不大。经2道次加工之后,强度得到显著提升,抗拉强度为578 MPa,屈服强度为458 MPa,延伸率略有降低。2道次加工后,应变量进一步积累,板条状孪晶组织增多,且板条厚度减小,能够有效地阻碍位错运动,使得强度显著提高。经3道次加工后,强度进一步提高。经4道次ECAP挤压后,工业纯钛的强度进一步提升,达到最高值627 MPa,与参考文献中传统ECAP加工获得了相当的强度[11-12]。经过8道次ECAP变形后,抗拉强度为546 MPa,屈服强度为423 MPa,抗拉强度比原始态高出21%,但与4道次相比有所降低,这可能是由于中间退火导致的回复、位错密度降低且晶粒有所长大造成的。这种现象与Ko和Dalla等人的研究结果是一致的[13-14]。
结合TEM微观组织、硬度测试以及室温拉伸性能可知,4道次加工的ECAP工业纯钛获得了最细小的晶粒组织和最高的硬度和强度,具有优良的力学性能。
3 结 论
(1)采用旋转模具连续ECAP 加工方法,对工业纯钛进行了 1、2、3、4、8道次的加工,不同的加工道次获得了不同的显微组织。随着加工道次的增加,晶粒尺寸逐步得到细化,经 4 道次加工后,获得了晶粒尺寸~500 nm的超细晶工业纯钛块材。8 道次试样由于中间保温导致发生了回复,晶粒尺寸与 4 道次相比有所增加。
(2)工业纯钛在ECAP 加工过程中的塑性变形由孪晶与位错滑移共同协调。在1~2道次变形初期,组织中有大量的板条状孪晶组织,随着挤压道次增加,孪晶逐渐减少,塑性变形主要通过位错滑移进行。
(3)经ECAP 加工后,工业纯钛的显微硬度和强度显著提高,并保持良好的塑性。4 道次加工后,工业纯钛获得了优异的综合力学性能,硬度从原始态的167 HV提高到253 HV,抗拉强度从原始态的450 MPa提高到627 MPa,较原始提高39%,屈服强度从原始态的362 MPa提高到462 MPa,并且仍保持了29%的较高延伸率。8道次加工后,试样由于中间保温造成了晶粒长大,硬度与强度和4道次相比均有所下降。
猜你喜欢
精密成形工程(2023年1期)2023-02-02
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
材料科学与工艺(2021年2期)2021-05-14
中成药(2019年12期)2020-01-04
山西冶金(2019年3期)2019-09-21
凿岩机械气动工具(2016年3期)2016-03-01
上海金属(2015年1期)2015-11-28
电气传动(2015年10期)2015-07-11
电子工业专用设备(2014年10期)2014-07-04