核岛电动阀填料引漏环卡涩在线处理工艺的开发与应用
2023-12-12 03:26李攀攀
中国核电 2023年5期
李攀攀
(中核核电运行管理有限公司,浙江 海盐 314303)
0 概述
国内重水堆核电厂一回路系统中大量使用电动阀用于系统状态控制。电厂经过长期运行后,一回路中的系统介质会具有放射性,介质外漏后将会污染厂房环境。电动阀外漏主要通过两个渠道,一是阀门的中法兰,二是阀门的阀杆,本文主要对后者进行分析研究。为避免阀杆密封失效,介质从阀杆处外逸污染环境,阀门阀杆密封处通常会设计一个填料引漏环,用于收集阀杆处泄漏介质并引流至密封容器或系统中。由于阀门运行工况的影响以及填料引漏环设计上的不足,导致填料引漏环外壁与填料函内壁发生卡涩,填料引漏环无法从填料函中取出,继而造成填料引漏环下方的填料无法更换的后果。如果填料引漏环下方的填料损坏后持续恶化且无法及时更换,将会导致机组的一回路系统失去装量控制,机组被迫停堆。国内某重水堆核电厂在运行期间已发生过两起核岛电动阀填料引漏环卡涩、填料引漏环无法取出的故障,但阀门动作情况正常,未造成机组的停机停堆。
1 填料引漏环的结构及卡涩故障原因分析
1.1 填料引漏环的结构
核岛部分阀门的阀杆密封结构[1]如图1所示。填料引漏环上端面有2个对称分布的螺纹孔,用于安装丝杆,以便于沿阀杆将引漏环从填料函中取出。填料引漏环内壁和外壁各有一个环形凹槽,引漏环中部径向对称设置2个引漏孔,用于收集并将泄漏的重水引流至引漏管。
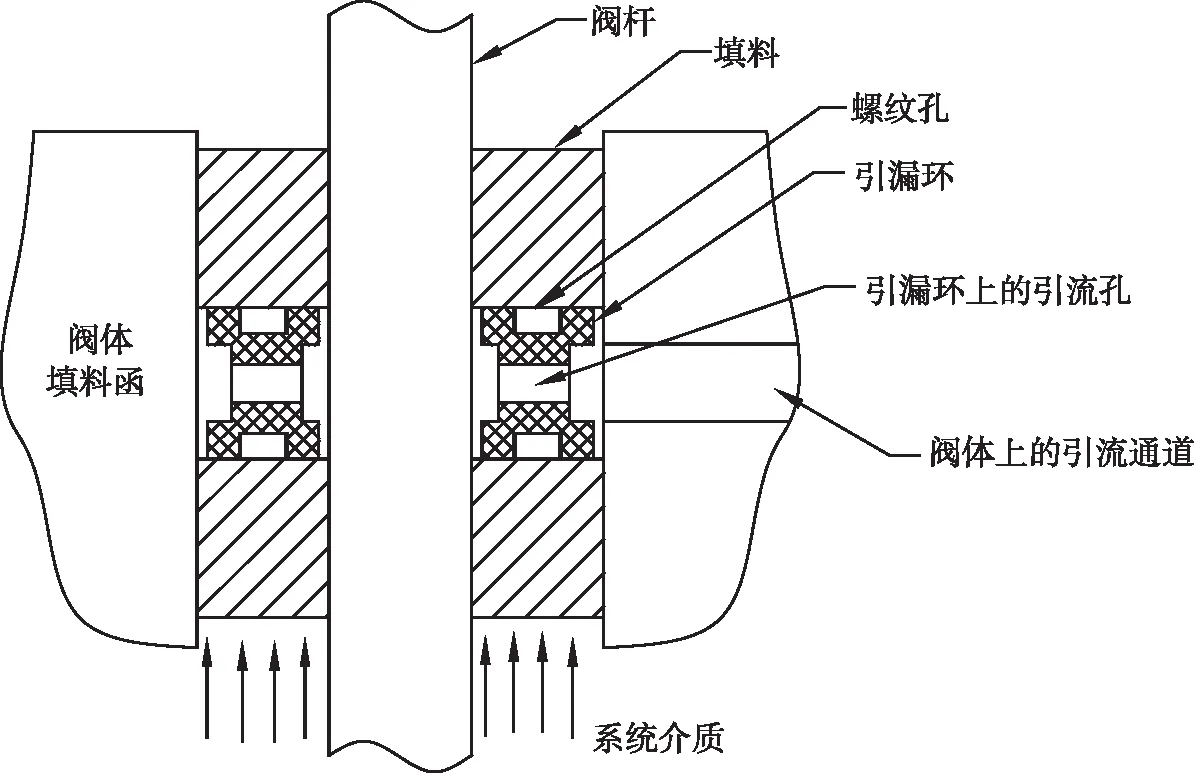
图1 带填料引漏环的阀杆密封结构
1.2 填料引漏环卡涩故障现象及影响
1)填料引漏环外壁与填料函内壁发生粘连和卡涩,填料引漏环与填料函之间摩擦力过大,填料引漏环无法沿阀杆向上提起,导致填料引漏环下方的填料无法更换。
2)填料引漏环内壁与阀杆发生卡涩,不仅造成填料引漏环无法沿阀杆向上提起,同时阀门动作性能和阀杆密封性能也直接受到影响。
1.3 填料引漏环卡涩故障原因分析
1)填料引漏环下方填料发生泄漏,导致填料函(材质:ASME SA-105 管道元件用碳钢锻件)内壁腐蚀,填料函内壁与填料引漏环外壁之间的间隙被铁锈等异物填满,同时阀门长期处于高温环境中,填料函内壁与填料引漏环外壁发生“粘黏渗透”现象,造成填料引漏环与填料函内壁之间的静摩擦力极大。
2)阀杆异常受损而发生变形,阀杆在上下动作过程中,阀杆受损部位与填料引漏环摩擦挤压而发生卡涩现象。
3)填料引漏环外壁与填料函内壁配合间隙偏小(直径方向间隙:0.15~0.20 mm),填料引漏环内壁与阀杆外壁配合间隙也偏小(直径方向间隙:0.51~0.64 mm),填料碎屑及异物进入这些间隙后,也容易造成引漏环的卡涩现象。
2 填料引漏环卡涩后在线取出方案的确定
由于阀门无法隔离,且执行机构禁止拆除,填料引漏环卡涩后只能采取在线取出的方案。
2.1 填料引漏环在线取出的难点
1)填料引漏环上端面自带的螺纹孔口径小(仅4.8 mm),不可能承载很大的提升力,很难利用螺纹孔上安装的丝杆向上取出填料引漏环,且螺纹孔可能被填料碎屑堵塞。
2)引漏环宽度较小,基本和填料的宽度相同,且位于填料函深处,阀门的执行机构和轭架也无法拆除,因此现场作业空间非常受限。
3)填料引漏环取出过程中,需避免损伤阀门本体部分。
目前在这种情况下,暂未找到一种既能取出填料引漏环又不损伤填料引漏环的工具或方案,但可以考虑对填料引漏环进行在线切割,然后再取出填料引漏环的方案。
2.2 填料引漏环在线切割工艺的选择
目前常见的切割工艺及特点分析如下:
1)机加工法。优点:切削力大,加工速度快,缺点:目前暂无合适的针对狭小空间作业的在线机加工工具,如果开发制造,技术难度非常大,因此,此方法可行性较差。
2)激光切割法。优点:激光是一种高能可聚焦的光能量,可切割各种金属、非金属材料,切割过程中基体只受热而不受力。理论上也可以对填料引漏环进行在线切割,缺点:该工艺必须在阀门执行机构拆除的情况下进行,否则激光光束传导和聚集空间受限,无法把激光束聚焦到填料引漏环表面,因此,此方法可行性较差。
3)电火花加工法。优点:可以切割任何高强度、高硬度、高韧性、高脆性以及高纯度的导电材料;切割时无明显机械力,切割形状可自行定制,特别适用于低刚度工件和微细结构的加工[2],缺点:加工速度相对较慢。从原理上讲,通过开发设计合理的电极和必要的工装,采取有效的阀杆绝缘措施,并设计一套专用冷却装置对加工部位进行冷却并带走加工所产生铁屑,即可实现填料引漏环的在线切割工作。
4)还有其他一些方法,例如化学腐蚀方法,加工高强度取出丝杆等,但现场作业空间狭小,设备和系统对作业方法要求较高,很多工具和方法不具备可实施性。
通过分析各种在线加工方法的优缺点,结合现场实际情况,认为电火花加工法比较适合于填料引漏环的在线切割。
3 电火花加工法介绍及模拟试验
3.1 电火花加工法介绍
电火花加工法是苏联拉扎林科夫妇于1943年发明的,他们在研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。电火花加工法最初用在高强度的坦克钢板上打孔,去除折断在工件中的钻头和丝锥以及加工各种模具等。二战的关键时刻,电火花加工法曾解决了当时苏联坦克和武器装备中经常出现的丝锥断裂无法取出的问题。
电火花加工法是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工。常规的电火花加工机器本可以用于核岛作业,但工作液的选择必须考虑对一回路系统的影响。工作液是具有一定绝缘度的液体介质,常用煤油或矿物油或去离子水。但在秦山第三核电厂核岛电动阀上禁止采用上述液体,目的就是为了避免这些液体介质沿阀杆渗入进入系统内部,造成系统介质污染或降级。因此,需要选用系统介质——重水作为工作液,同时为了满足绝缘性的要求,以及避免含氚重水对人体的伤害,最终选用纯净重水作为工作液。这是业内首次采用纯净重水作为电火花加工的工作液。对于非重水堆核电厂或其他环境下,亦可采用纯净水作为工作液。
3.2 电火花加工法的模拟试验
为了验证电火花加工法的安全性和可行性,在车间加工制作了1∶1的填料函与轭架部件的模拟体以及不锈钢填料引漏环模拟体,并设计便携式数控电火花加工机床的工装和液体介质循环冷却系统,采用电火花加工法对填料引漏环模拟体进行切割试验,切割效果达到填料引漏环的切割要求,同时也证明了采用电火花加工法切割填料引漏环是可靠、合理、可行的。
4 切割后的填料引漏环在线取出工具的设计和使用
4.1 切割后的填料引漏环在线取出方案
使用电火花加工法对填料引漏环进行切割后,填料引漏环将被切分为三个部分,一个填料引漏环内环和两个填料引漏环外环。根据模拟试验的结果再设计制作填料引漏环内环和外环取出专用工具。
4.2 填料引漏环内环在线取出工具的设计和使用
填料引漏环内环在线取出专用工具如图2所示。
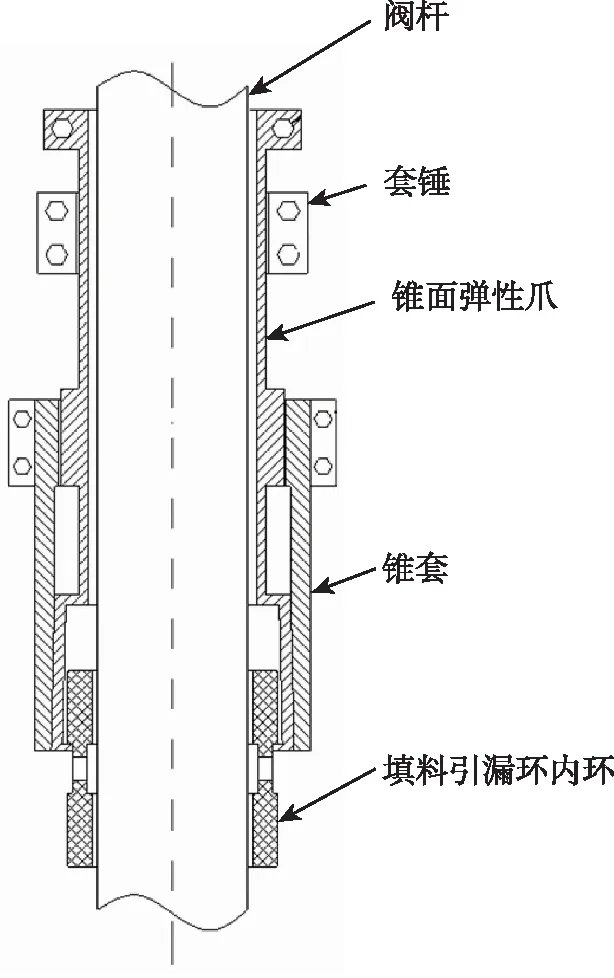
图2 引漏环内环取出专用工具
该专用工具原理如下:锥面弹性爪中部与锥套的上部之间采用螺纹配合,下部之间采用锥面配合,锥套旋转下移时,给引漏环内环提供一个径向夹紧力,夹住填料引漏环内环,且锥面弹性爪底部设计有倒钩状结构,能够钩住填料引漏环内环,通过套锤反复向上锤击锥套,即可取出填料引漏环内环。
该专用工具的使用方法如下:
1)将锥面弹性爪安装在阀杆外侧,用紧固螺钉进行连接固定;
2)将锥套安装在锥面弹性爪中部和下部外侧,用紧固螺钉进行连接固定;然后将套锤安装在锥面弹性爪上部的凹槽内,用紧固螺钉进行连接固定;
3)把内环取出专用工具下移到阀门填料函中;
4)将锥套旋转下移,给锥面弹性爪提供一个径向夹紧力,夹住填料引漏环内环;
5)通过套锤反复向上锤击锥套,将填料引漏环内环沿阀杆向上提起,置于阀杆上的开阔位置,旋松锥套,脱开引漏环内环,用工具将填料引漏环内环锯开或夹断即可;
6)从阀杆上拆除内环在线取出专用工具。
4.3 填料引漏环外环在线取出工具的设计和使用
填料引漏环外环在线取出专用工具如图3所示,该工具原理如下:锥套的中部与锥面弹性爪的上部通过螺纹连接,锥套的下部与锥面弹性爪采用锥面配合,旋转锥套向下移动时,锥面弹性爪的爪体向外扩张,并产生径向外撑力,锥面弹性爪底部的倒钩状结构,能够钩住引漏环外环,通过套锤反复向上锤击锥套,即可取出填料引漏环外环。
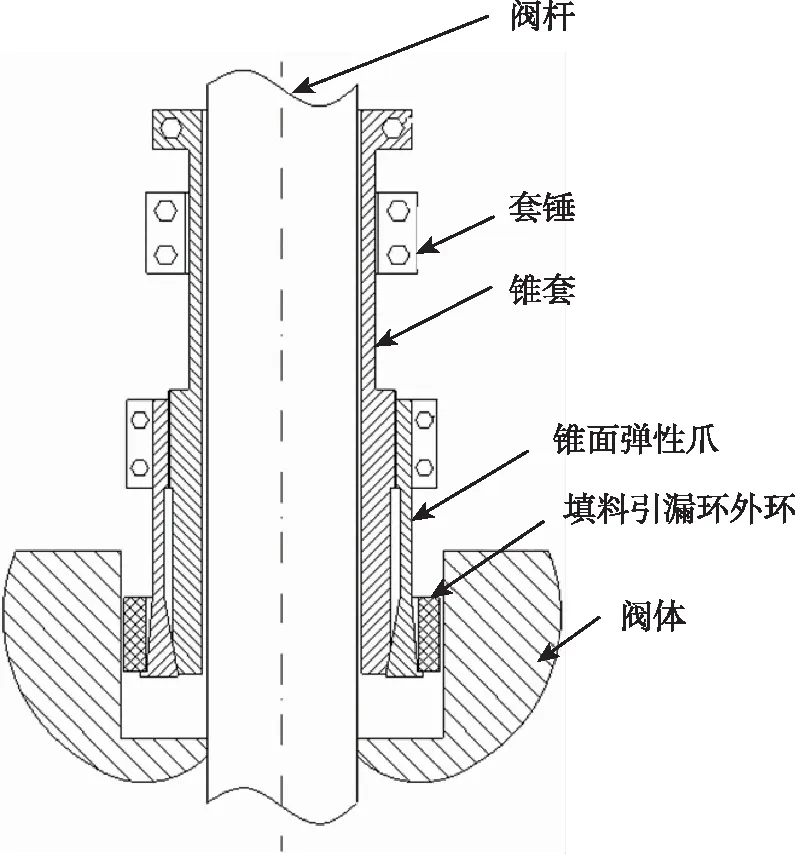
图3 引漏环外环取出专用工具
填料引漏环外环在线取出专用工具的使用方法如下:
1)将锥套安装在阀杆外侧,用紧固螺钉进行连接固定;
2)将锥面弹性爪安装在锥套中部和下部外侧,用紧固螺钉进行连接固定;然后将套锤安装在锥套上部的凹槽内,用紧固螺钉进行连接固定;
3)把外环取出专用工具下移到阀门填料函中合适位置;
4)将锥套旋转下移,给锥面弹性爪提供一个径向外撑力,撑住填料引漏环外环;
5)通过套锤反复向上锤击锥套,将填料引漏环外环沿阀杆向上提起,置于阀杆上的开阔位置,旋松锥套,脱开引漏环外环,用工具将填料引漏环外环锯开或夹断即可;
6)从阀杆上拆除外环在线取出专用工具。
5 现场应用情况
国内重水堆核电厂——秦山第三核电厂在106大修和206大修期间,使用电火花加工工艺和填料引漏环切割后的在线取出专用工具,采用纯净重水作为工作液,分别对5号集管停冷隔离阀1-3341-MV1和7号集管停冷隔离阀2-3341-MV2卡涩的填料引漏环实施在线处理工作。最后均成功取出两台电动阀中卡涩的填料引漏环,同时阀门本体及阀杆均完好无损。
6 结束语
现场实践表明,采用电火花加工工艺在线切割填料引漏环的选择是安全、合理、可行的,填料引漏环切割后的在线取出工具的设计是合理、可行的。目前,填料引漏环内环取出专用工具[3]和外环取出专用工具[4]已获得国家发明专利。
卡涩的填料引漏环被切割取出后,可以采用一种对开半环式引漏环[5]进行替代,这种新型的填料引漏环可以在线安装,并且功能和结构满足原设计要求。
电火花加工工艺和填料引漏环在线取出专用工具的设计理念可以推广应用于火电厂、化工厂等工矿企业中各类带填料引漏环的阀门,也可以考虑用于轴套和销钉等设备零部件卡涩在线处理,为设备在线不停机检修提供一种新的思路和想法。
猜你喜欢
河北农机(2021年12期)2022-01-06
汽车维修与保养(2021年3期)2021-07-10
科学技术与工程(2020年4期)2020-04-08
汽车实用技术(2019年21期)2019-11-22
汽车实用技术(2019年7期)2019-04-18
进出口经理人(2017年6期)2017-07-07
广西电力(2016年6期)2016-07-10
飞行力学(2015年3期)2015-12-28
飞行力学(2014年4期)2014-09-15
淮北师范大学学报(自然科学版)(2014年4期)2014-07-04