装卸料机管嘴抱卡力稳定性改进研究
2023-12-12 03:26张连生
中国核电 2023年5期
张连生
(中核核电运行管理有限公司,浙江 海盐 314303)
0 引言
CANDU6重水堆装卸料机管嘴抱卡机构是将装卸料机与燃料通道端部件可靠连接,保证换料过程中主热传输系统压力边界的完整性的重要设备。管嘴机构的故障会使换料中断,严重时会使装卸料机无法脱开燃料通道,迫停堆处理。到目前为止,包括秦山核电在内已有多个重水堆机组发生过因管嘴故障而停堆的事件。管嘴机构故障主要集中在管嘴抱卡力不稳定,进而引发不能解除抱卡等风险[1]。该问题为各重水堆电厂普遍存在的问题,其分析与解决有着较为广泛的意义。
管嘴机构包括抱卡螺栓齿轮、抱卡筒、中心支撑筒、外支撑件、锁紧螺母、推力轴承、碟形弹簧、驱动油缸、齿条、抱卡爪及抱卡臂等(见图1)。抱卡螺栓齿轮的外表面和抱卡筒的内部都是ACME螺纹结构,它们相互配合使用。抱卡螺栓齿轮安装在中心支撑筒上,两侧安装有两个推力轴承,推力轴承通过碟形弹簧、预载垫片和锁紧螺母预载了45 000 lbf(1 lbf≈4.45 N)的力量。碟形弹簧补偿管嘴抱卡到燃料通道后由于温度变化而引起的零件的尺寸变化,以维持比较稳定的抱卡力值。
近几年装卸料机管嘴机构存在抱卡力不稳定问题,不得不频繁进行油压调整,以使抱卡力维持在要求范围内。2018年曾连续两次导致管嘴解抱卡故障,其中一次是在换料过程中发生,不得不停堆处理。图2为2号装卸料机2018年管嘴抱卡力变化曲线图,从图中可以看出该装卸料机管嘴抱卡力在运行过程中有较大的变化。波动差值可达7 000 lbf。

图2 2号装卸料机抱卡力变化趋势图(2018年)
1 问题分析过程与结论
1.1 ACME螺纹检查
1.1.1 ACME螺纹参数
ACME螺纹即美制梯形传动螺纹,执行ASME/ANSI B1.5-1997标准[2,3]。其基本牙型如图3所示。
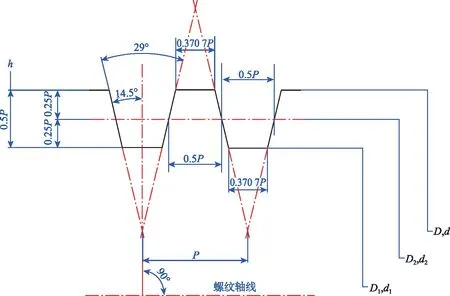
图3 ACME螺纹的基本牙型
其中,D-内螺纹的基本大径,D1-内螺纹的基本小径,D2-内螺纹的基本中径,P-螺距,d-外螺纹的基本大径,d1-外螺纹的基本小径,d2-外螺纹的基本中径,h-基本牙高。首先应先检查螺纹参数是否满足要求。螺纹中径测量方法见图4。
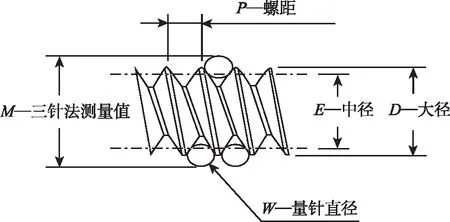
图4 三针法测量螺纹中径
1.1.2 螺纹检查结果
对螺纹表面状态检查,发现抱卡螺栓齿轮的螺纹承载面上有伤痕,但是无凸起和高点。螺纹接触率较差,没有完整的面接触(见图5),远小于80%的要求。

图5 螺纹研磨前接触率
从以上检查结果可以看出螺纹接触率较差,远小于80%的要求,会影响传动稳定性,是抱卡力不稳定的一个重要原因。
1.2 ACME螺纹倒角尺寸的影响
管嘴抱卡机构传动螺纹为ACME Class 2G螺纹。其齿顶倒角应满足如图6所示的ASME/ANSI B1.5-1997标准要求,即齿顶可以有45度倒角,其最大深度为P/15,最小为P/20。对应的倒角平面宽度为0.070 7P~0.094 5P。由于倒角大小会影响螺纹承载面面积,进而影响承载应力和传动性能,因此有必要做定量分析。
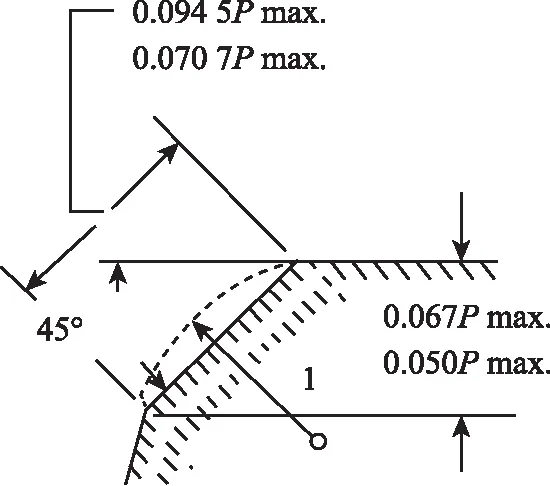
图6 螺纹牙顶倒角
为了说明梯形螺纹接触面支承应力的变化幅度,考虑了以下情况:
情况1—无倒角情况;
情况2—采用标准倒角尺寸允许的最大值为0.033 in(1 in=2.54 cm)。
假设内外螺纹完美对中,考虑80% 的承载螺纹表面接触,没有倒角时,承载应力为1.3 ksi(1 ksi=6.895 MPa),倒角为最大允许值0.033 in时,承载应力增加到1.7 ksi。考虑到最大容许承载应力(屈服强度)为Sy=147 ksi,倒角的大小从应力增加的角度来看,不会引起任何问题。实际应用中内外螺纹会出现一定的偏心现象,预计螺纹承载应力会有所增加。然而,考虑到容许承载应力的巨大余量,也可以不用考虑。因此螺纹倒角的影响较小,可以忽略。详细计算见图7和表1。

表1 ACME承载应力计算
以上研究结果表明,当ACME螺纹顶部的倒角尺寸在标准范围内时,对于抱卡筒与抱卡螺栓齿轮表面接触处的承载应力的增加影响不大,螺纹不会由于倒角的大小而产生接触面过载。
1.3 润滑脂变质的可能性分析
对ACME螺纹传动有重要影响的另外一个因素是油脂润滑情况。润滑脂的变质是必须要避免的一个问题。使用后的油脂有明显的变质现象。因此更换油脂测试抱卡力变化情况。更换油脂前,管嘴抱卡力变化情况如图8所示,管嘴抱卡力不平稳,且逐渐增大。更换油脂后的抱卡力变化情况如图9所示。管嘴抱卡力平稳,没有异常上升情况。说明更换油脂对管嘴机构传动效率稳定性影响较大。
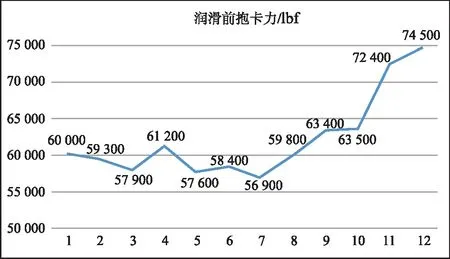
图8 润滑前抱卡力
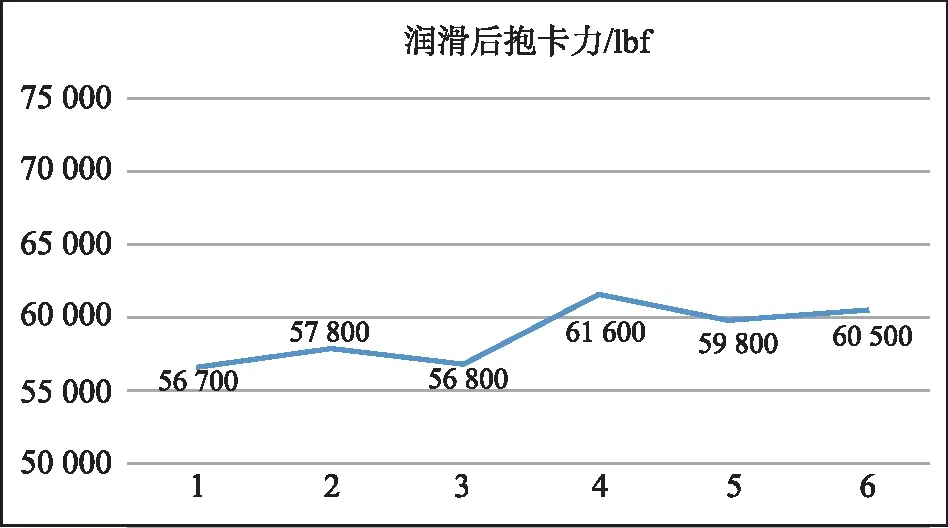
图9 润滑后抱卡力
管嘴机构油脂变质的原因主要是O形圈渗水导致油脂变质。对于这个问题,增加O形圈更换频率,提高润滑频率,是较为快捷可行的解决方案。
1.4 碟形弹簧弹性系数改变的影响
起预载作用的碟形弹簧是管嘴机构中的重要零件,对抱卡力的稳定性也有重要影响。碟形弹簧的标准运行载荷60 000 lbf,极限推力载荷80 000 lbf。碟形弹簧的要求弹性系数为900 000 lbf/in。
检查过程中发现部分碟形弹簧垫片变硬,弹性系数增加,见表2。这会对管嘴抱卡力产生影响。因为在碟形弹簧变硬而预载垫片不改变的情况下,管嘴机构弹簧预载力增加,相应的在换料过程中由于热膨胀而引起的抱卡力也会增加,若增加过大则有损坏轴承或弹簧的风险,有必要对其分析计算。参考图10。
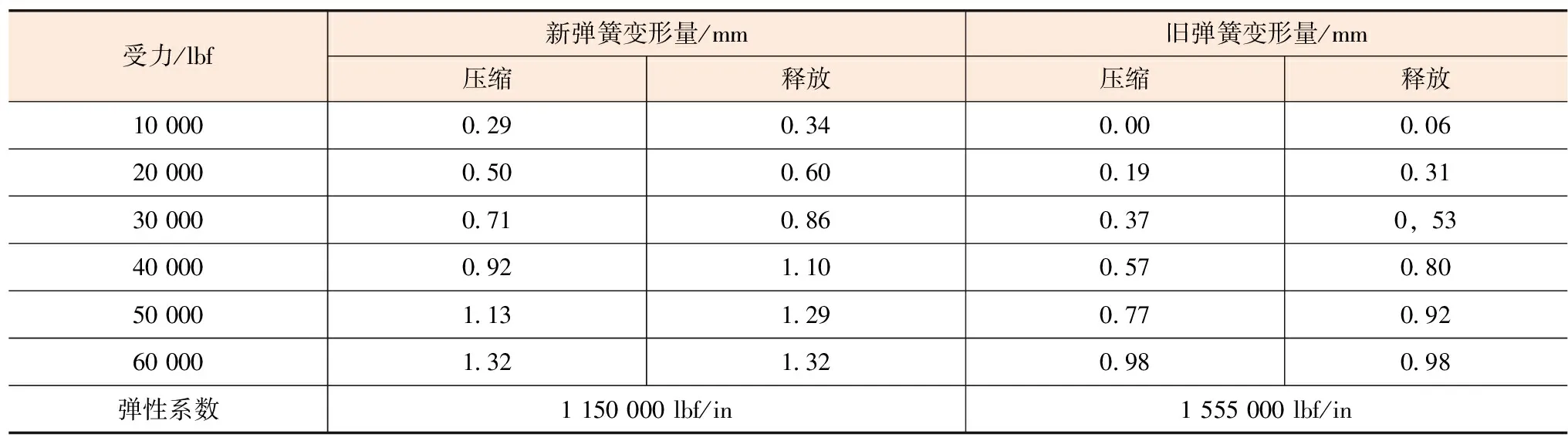
表2 碟形弹簧压缩量数据
热膨胀增加的抱卡力值计算公式如下:
ΔF=k×ΔL
k—弹簧弹性系数;
ΔL—中心支撑筒变形量,ΔL=α×L×ΔT
其中,α=6.5×10-6in/(in·℉),中心支承筒的热膨胀系数[7];L=11.10 in,中心支撑筒前端长度;ΔT=185 ℉,中心支撑筒相对于抱卡螺纹齿轮和抱卡筒的温度变化值。
如果弹簧的弹性系数为900 000 lbf/in,则该变形增加的抱卡力为12 000 lbf。如果弹簧变硬后,弹性系数增加到1 550 000 lbf/in,则热膨胀增加的抱卡力为20 733 lbf,总抱卡力值将超过弹簧的极限推力载荷,长期运行必将损坏零件。
另外,推力轴承的正常运行载荷为60 000 lbf,最大静态载荷90 000 lbf,过硬的弹簧也会增加轴承的载荷,降低使用寿命。检修过程中发现部分管嘴的推力轴承滚道有压痕,推测即为载荷超标的结果(见图11)。该问题会造成轴承滚动不灵活,管嘴机构传动阻力增大,导致管嘴抱卡力不稳定。
鉴于药学类实验室种类多样,经常存在多学科交叉共用实验室现象,笔者提出以实验室安全防控点为依据的实验室分类方案,以便安全环保培训和实验室准入制度的实施。该分类方案将实验室按安全与环保因素分为以下几类:“有毒”指可直接接触有毒物质、产生有毒气、液、固体物质、接触高传染性生物、放射性物质等的实验室;“危险”指实验中可能发生爆炸、爆沸、明火,接触高压、高温等实验室;“风险”指实验中可能接触腐蚀性物质,可造成实验者肢体损伤,接触动物、微生物有潜在感染,火、水、电伤害等的实验室;“一般”可能出现水、电、火灾及普通污染物等实验室,具体涉及的实验室见表1。

图11 推力轴承滚道上的压痕
因此每次检修时应检查弹簧的弹性,若超标则更换。同时重新检查设定垫片厚度。
1.5 分析结论
装卸料机管嘴机构抱卡力不稳定的主要原因为,抱卡螺栓齿轮长期运行后ACME螺纹状态下降,螺纹接触率降低,传动摩擦力增大,抱卡力输出变得不稳定,同时产生不能正常解除抱卡风险。解决办法为在保证螺纹尺寸满足标准的情况下研磨修复,提高接触率。另外一个原因为O形圈老化漏水后导致润滑脂变质,影响了螺纹传动稳定性。最后,弹簧长期使用状态变差后也会影响管嘴抱卡力性能,使抱卡力不稳定。O形圈老化渗水是偶发现象,弹簧状态变差是长期效应,因此是次要原因。
2 改进措施
针对以上分析结果,主要采取研磨修复管嘴ACME螺纹、改进管嘴检修方式来缓解抱卡力不稳定的问题,防止不能解抱卡的极端情况出现。
2.1 管嘴ACME螺纹研磨修复
为改善ACME螺纹接触率,改善螺纹配合状态,降低螺纹传动阻力,在保证螺纹中径等牙型尺寸满足标准的前提,对抱卡螺栓齿轮、抱卡筒的螺纹承载面进行了对研修复。
2.1.1 研磨修复方法
在抱卡螺栓齿轮的梯形螺纹承载面上涂抹中等颗粒度研磨膏,按抱卡时的相对位置完成抱卡螺栓齿轮、抱卡筒的装配,将组件安装到专用工具上。将抱卡螺栓齿轮、抱卡筒组件倾斜14.5°(见图12),完成对研。确认中径满足要求,表面光洁度满足要求,螺纹接触率80%。
2.1.2 研磨修复后效果
螺纹接触率达到80%~90%(见图13),抱卡面螺纹面光洁度有所提高。维修后2号装卸料机在线换料4个月,抱卡力较为稳定,具体数据如图14所示。
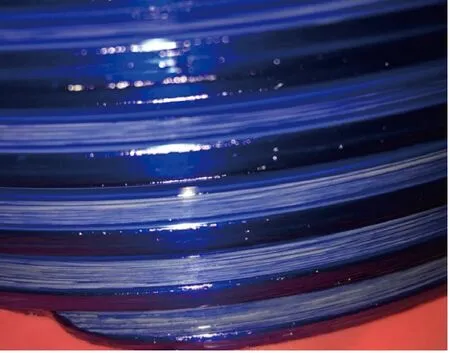
图13 螺纹研磨后接触率
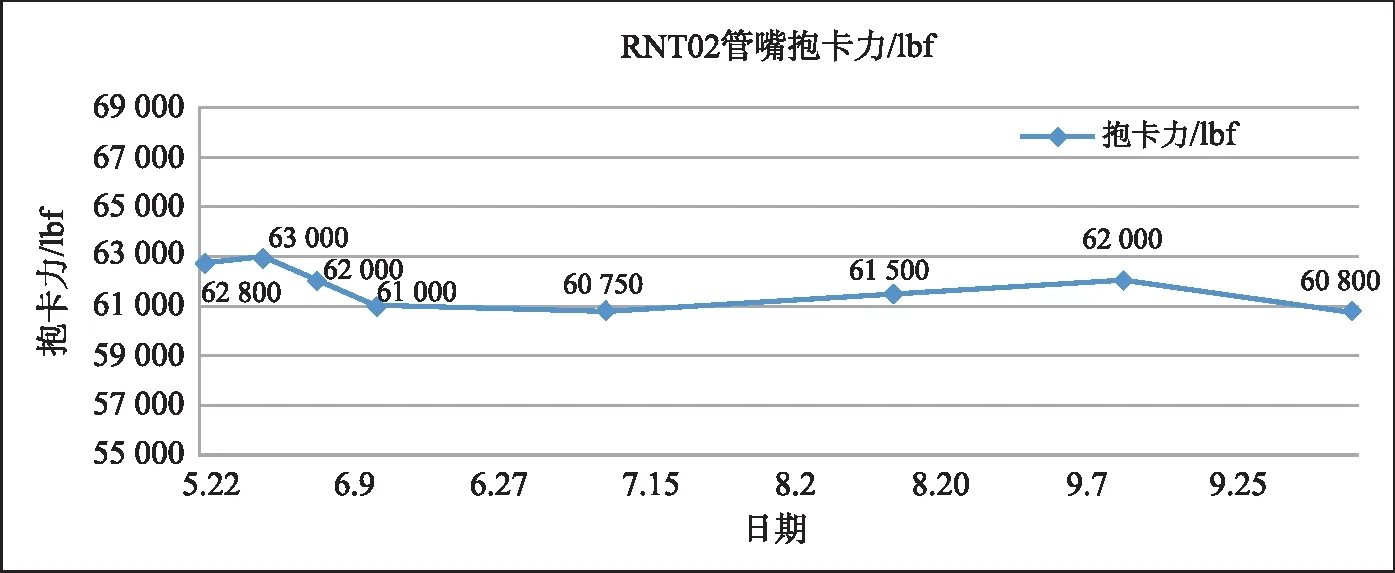
图14 管嘴机构抱卡力趋势图(2020年)
管嘴机构螺纹修复后接触率大大提高,说明螺纹牙型得到了修正。比较修复后与修复前的管嘴抱卡力,可明显发现抱卡力变得更为平稳。
2.2 改进检修方式
1)改进碟形弹簧设定方式,确保弹簧参数合格。
2)增加管嘴组件O形圈更换频率,减少漏水风险和对油脂老化的影响。
3)定期测量解抱卡时间,判断管嘴性能变化趋势。
2.3 增加应急解抱卡回路
当装卸料机换料过程中出现管嘴无法解除抱卡的故障时,由于辐照剂量过高人员无法接近,只能停堆处理。为避免这种极端工况,在装卸料机上增加了管嘴应急解除抱卡回路,通过远程操作的方式增加油压来实现解除抱卡的动作。具体连接方式见图15(红色部分为新增部分)。该变更实施后成功解决过一次装卸料机解除抱卡故障,避免了一次非计划停堆。
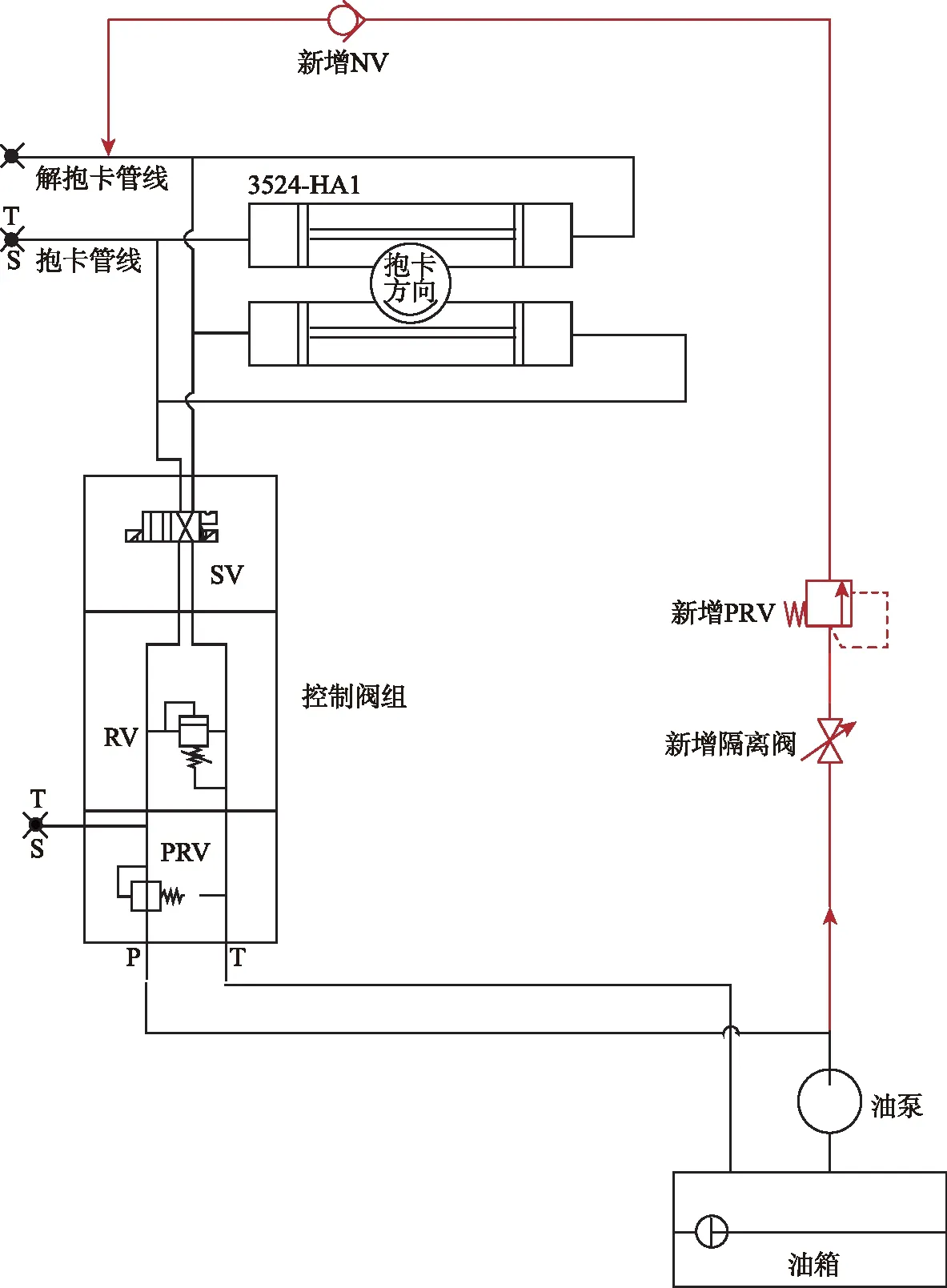
图15 应急解抱卡回路示意图
3 总结与展望
本文对装卸料机管嘴抱卡力不稳定问题进行了深入分析,重点研究了ACME螺纹参数的影响,也探讨了预载碟形弹簧和润滑的影响,确定了装卸料机管嘴机构的故障原因为ACME螺纹参数改变、状态下降,造成传动性能不稳定。通过对研修复ACME螺纹,改善了抱卡力稳定性。同时,优化了管嘴机构维修方法,消除了弹簧性能变差和O形圈漏水导致润滑油变质的影响,增加了应急解抱卡措施。采取各项纠正措施后管嘴抱卡性能得到了明显改善,达到了预期目的。
因本文尚未涉及的ACME螺纹表面光洁度变化以及润滑脂变质对螺纹摩擦系数的影响,可以通过摩擦学试验来进一步分析[3-5]。对ACME螺纹接触率的具体影响,可以进行有限元分析。
猜你喜欢
人民长江(2021年5期)2021-07-20
工程技术研究(2021年7期)2021-05-30
东华大学学报(自然科学版)(2018年1期)2018-06-29
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
时代农机(2017年2期)2017-04-02
山东工业技术(2016年15期)2016-12-01
上海金属(2016年2期)2016-11-23
中国塑料(2015年9期)2015-10-14
铝加工(2014年4期)2014-04-12