
英国康力斯公司高炉爆炸事故分析
2018-05-29 01:58王梦蓉编译
现代职业安全 2018年5期
王梦蓉|编译
2001年11月8日17时13分,位于英国塔尔博特港的康力斯公司发生一起高炉爆炸事故,炉内约200 t的高温物料和气体泄漏,导致3名员工死亡、12名员工及承包商重伤,另有多人受轻伤。事故后果之严重,在炼钢行业前所未有。
事故主要原因为该公司长期以来在安全管理上存在种种问题。事发前2天,冷水进入到炉膛内,导致5号高炉的炉缸冻结,在试图恢复正常作业的过程中发生爆炸。事故直接原因是水与高温物料混合。

图1 事故工厂鸟瞰图(左侧为5号高炉,右侧为4号高炉)
背景介绍
事故工厂
康力斯公司在塔尔博特港的工厂主要生产扁钢。按照生产工艺,首先在4号、5号高炉中把铁矿石炼成生铁,燃烧后用生铁水炼成钢。4号高炉由日本设计,90年代初建成;5号炉设计于50年代,之后被数次改造。
炼铁过程
高炉的用途是通过化学反应将铁的氧化物(铁矿石)转化成铁水,生产生铁。炼铁过程中,首先将铁矿石、焦炭等从高炉顶部加入,这些物料在炉膛缓慢下移的过程中会发生化学反应和热反应。炉内物料一直保持在1 800~2 000 t。炉顶加入的物料通常要经过6~8 h到达炉底,生成铁水和熔渣(即高炉中熔化的废物)。铁水和熔渣会定期从炉中排出(抽出)。
此外,高炉还会产生大量热气。气体通过下降管的“煤气出口”从炉内排出,从下降管中排出的煤气净化冷却后被烧掉。部分被净化过的煤气进入到热风炉中,经燃烧生成热风供高炉使用。
炼铁过程中,由于炉内会发生强烈的放热反应,因此会生成大量的热,这就需要对炉壳和衬里进行冷却。
5号高炉
5号高炉建成于1959年,为炉腰或支柱支撑型高炉。炉腰是对炉身起支撑作用的大型结构钢环。20世纪以来建成的高炉大多都采用了这种设计,并且大部分都还在用。高炉基本上分为两部分,上部为炉身,下部包括“炉缸”——用来容纳熔化的金属和熔渣的熔炉 、“炉腹”——炉缸上部向外倾斜的区域。上下两部分通过搭接接头连接。
炉壳内部安装了耐火衬里,还配备了冷却元件以确保循环冷却水的恒定流量。整个壳体内部冷却器遍布,但高炉底部由于热量产生的最多,冷却器的数量也最多。

图2 5号高炉
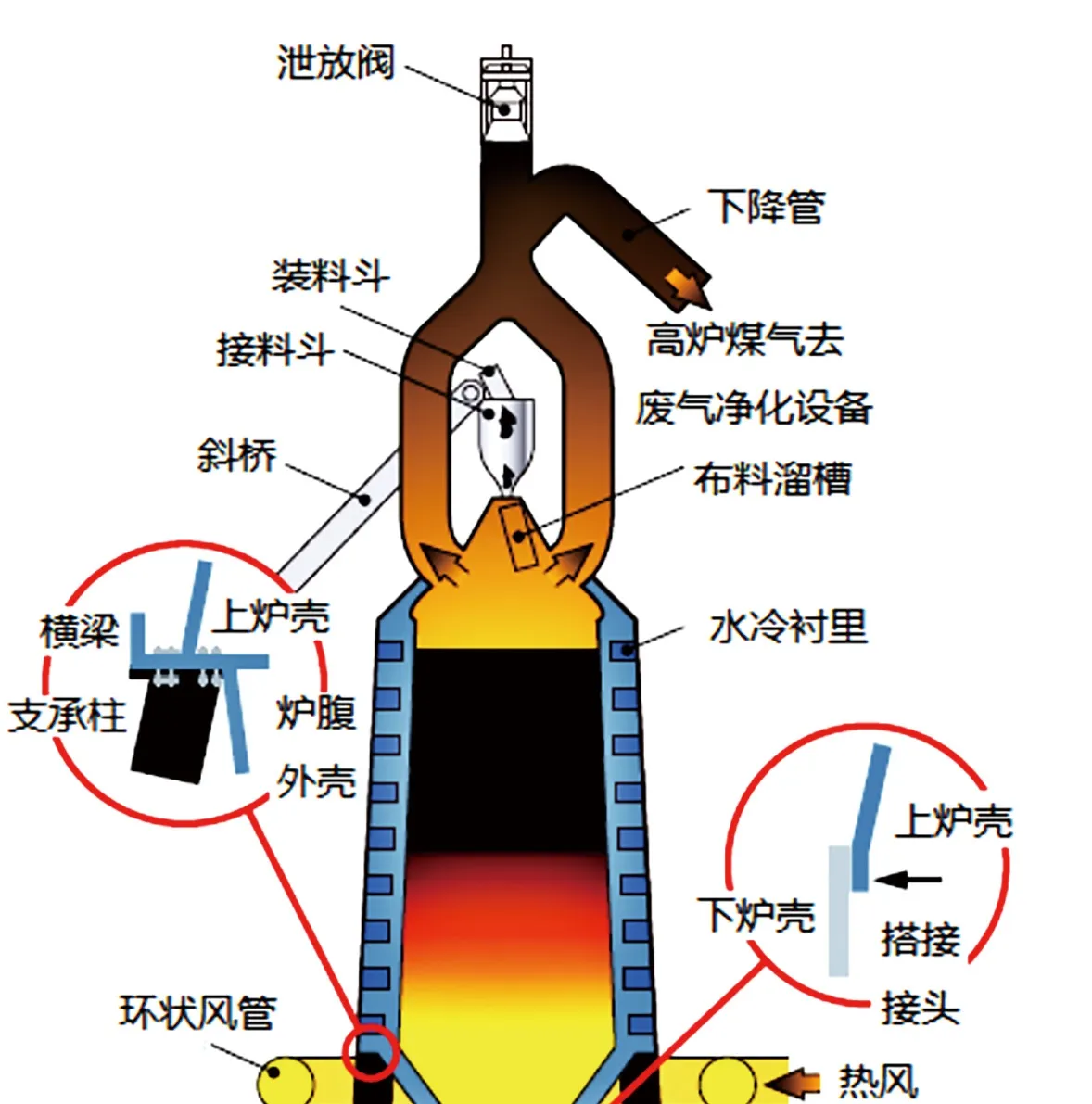
图3 高炉简图
高炉是将铁矿石转化成生铁的设施。进料通过爬式加料机经过大斜桥从炉顶上的气密分布系统加入到高炉中。此气密系统也可以防止炉内煤气在加料过程中发生泄漏。
炼铁过程中产生的煤气通过下降管运送到附近的煤气厂。热空气从加热炉通过环状风管通入到高炉中。环状风管是围绕在高炉下部的大型环状管道,通过风口供应热空气。在5号高炉上共有24个风口。风口与环状风管相连,将热空气送入炉缸护板中。
煤气产生的压力由大型阀门控制。多余的压力从炉顶的3个泄放阀排出。5号高炉的泄放阀可自动操作也可手动操作。
5号高炉上有2个用于卸除铁水和液体熔渣的水冷出铁口。高炉下部的操作区是“出铁场”。5号高炉的出铁场内还包括1个控制室,为了便于对运行和高炉的状况进行连续监测和记录,电子监测设备和计算机仿真系统都放在这里。操作员在控制室内可密切观察高炉风口和出铁口的运行状况。
冷却水系统
炼铁会放出大量的热,炉内温度会超过2 000℃,因此,冷却水的供应非常重要。正常情况下,5号高炉冷却系统每分钟需要消耗8万~9万L冷却水。
高炉内部还有很多管式铜冷却元件。冷却器的持续效率和完整性完全取决于通过冷却器内部通道的冷却水的流量是否稳定。如果水供应中断,存留在冷却器里的水就会沸腾并蒸发。进而会迅速导致冷却器融化或烧坏;铜的熔点为1 083℃左右,比高炉内的温度低得多。
冷却器烧坏的速度和程度与多种因素有关:在高炉中的位置(炉腹和炉身下部的冷却器更易受损);水供应中断的时间;冷却器的现有状况;冷却器是否受到“结垢”(固体硅类物质附着在冷却器的堆积层)保护。最初安装时,冷却器上会覆盖耐火材料进行保护。随着耐火材料不断被磨掉,会逐渐失去这层保护。

图4 拆解开的高炉,内壁上的冷却器清晰可见

图5 供应冷却水的涡轮水泵
运行中的高炉中的煤气压力要小于供水压力。一旦冷却器发生故障,从带压系统中泄漏出来的水会直接流向高炉内部,很可能会干扰炉内的平稳运行,如果水量较大,甚至会引发安全运行风险。值得注意的是,如果向发生故障的冷却器恢复供水,很可能会使大量水泄漏进炉内。一旦冷却器发生故障,通常会将其拆除更换或灌入氧化铝泥浆。
冷却水供应系统
5号高炉的冷却水供应设施包括2台“苏尔寿”泵,2台涡轮泵(T1和T2),3台电动冷却水泵,1套冷却水塔及附属风扇,1套应急补充水系统。
每台苏尔寿电动泵的供水量为 4.5万 L/min。T1和 T2的供水能力分别为4.5万 L/min和3.4万 L/min。正常情况下,2台4.5万 L/min的泵同时运行就能为高炉提供足够的冷却水。
按惯例,5号高炉使用1台电泵和1台涡轮泵供水,另一台苏尔寿泵备用。当冷却水压力降到预定值以下时,压力开关检测到压力损失情况后会立即启动备用泵。
工厂在部分装置上安装了仪表,监测水流量和温度,但冷却水供应系统未配备仪表来测量从系统泄漏到高炉内的水量。
事故情况
2001年11月8日17时13分,由于水和熔化物料之间的相互作用,导致炉腹区域发生超压,该部分被拔出搭接接头,炉腰从支承高炉的柱头上窜出。高炉上部拔起后,在搭接接头的整个圆周附近留下了一处开口,气体和热物料从中喷出。约200 t的液体、固体和半固体物料喷射到出铁场地面上。气态物料和粉尘腾起,飞入出铁场,从楼内各个开放处喷到大气中,发生燃烧。燃烧的粉尘和气态物料飞到高炉上空。炉顶的泄放阀也被打开,从阀门里泄放出的气体进入到大气后也发生燃烧。
随着压力下降,高炉又垂直回落下来。在爆炸过程中,炉身发生形变,偏离中心位置大约100 mm,落在了下部搭接接头板上,炉腰的安装位置无法接触到柱顶法兰。这意味着整个炉身的重量都偏压在下部搭接接缝板上。
高炉移动的过程中,多条供水管爆裂;一段时间内,水不断流入出铁场,落在喷出的热物料上,使出铁场充满热水和蒸汽。煤气排出系统受到猛烈冲击,但煤气厂和炉顶容器的煤气控制能力未受影响。
整个爆炸只持续了几秒钟,导致3人死亡,12人重伤,数人受轻伤。事发前事件
2001年9月30日至11月5日,5号高炉的水泵出现6次停泵和6次严重的故障,多次无法自动重启。总之,在此期间整个泵系统的可靠性非常差。
事发前的一段时间内,一直由2台苏尔寿电泵向5号高炉供水,蒸汽涡轮泵T1由于齿轮箱损坏尚未修复,从2001年10月初就已停用。直到事发时,该泵还无法使用。
1996年,1号苏尔寿泵被更换,由于生产商无法供应所需规格的电机,不得不降级使用。而安装新电机时,热过载保护器未得到正确调整,使之无法适应新电机的较高功率。因此,在11月7日发生故障时,该泵很快就停机了。
11月7日,工厂能源部安排对苏尔寿泵的相关电气设备进行维修。5号高炉的工作人员并不知道此次维修的目的。由于蒸汽进入变压器控制柜,因此这项维修作业是必要的。为了便于维修,对电力供应进行了调整,导致苏尔寿1号泵因电流上升而停机,原因是输入电压对该泵的电流影响很大。工厂的书面程序中未要求在切换变压器时检查电压输出,尽管这是众所周知的基础性工作。
大约9时16分,处理量较小T2自动启动,对1号苏尔寿泵停机造成的供水中断进行补偿。但没过几秒,T2泵也停机(自身超速保护),致使高炉的进水量仅为需求量的55%。应急水塔也未能起作用,因为水压过低无法使该塔运行。
9时25分左右,苏尔寿1号泵的供电恢复。发现冷却水流量减少后,作业人员按照已有程序,减少了风口进入的热空气量。随着水流量回升,高炉又恢复了正常供气状态。后来发现氢气读数升高后(说明有水进入到炉中),工人又开始查找是否有冷却器泄漏,最初认为泄漏原因是冷却水供应减少导致冷却器被烧坏。后来,这一推断得到了证实。
10时11分,屏幕警告表明炉内氢气含量明显升高,但仍未找到漏点。11时30分,进风切断。但由于仍有铁水和熔渣从炉中流出,高炉的停运时间被推迟到14时30分。
13时左右,停止进料。这时一名技术专家在3号风口附近发现了黄绿色火苗,认为是水进入而产生的氢气燃烧的火苗。对所有的风口进行检查后发现,除3号和4号风口发湿之外,其余均正常。从风口的观察孔可以看到水在炉内滴流。下午再次对水系统进行了检查,发现有一组Sorrelor冷却器未检测。
19时,开始对高炉进行通风,重新恢复作业。此时有人在3层平台上发现有3台冷却器发生故障,于是通过旁路和灌浆进行隔离。当时,冷却器已经泄漏了约10 h。23时30分,高炉开始进风并重新进料。
11月8日午夜过后,员工试图通过在出铁口上钻孔与铁水“建立连接”。但几次尝试都未成功。并且在第二次尝试过程中有橘色火苗从出铁口中窜出,说明有氢气存在。
之后就开始在出铁口上“穿刺”。该过程是利用热喷枪使炉内的固化物质燃烧,以便引出熔化的铁水或熔渣。0时30分,有气体火苗和一些熔渣从南部的出铁口流出,但没有铁水。2时30分,铁水慢慢流出。
11月18日12时50分,氢气浓度超出7%,说明又有大量水进入炉中。高炉仍在继续进风,同时也在进行查漏作业。
17时12分,一名在出铁口周围的员工发现在搭接接头处有异物出现,认为肯定是漏钢了,喊了一声“快跑”,几乎就在此时,高炉发生爆炸。
事故原因
第一,直接原因是水和熔化的热物料在高炉下部发生反应,致使炉内超压。第二,关键性水冷系统发生故障,导致水从冷却系统进入炉中。第三,该厂的安全工作一直存在重大问题。除了高炉厂之外,这些问题在全公司范围内都存在,尤其是向高炉提供冷却水的能源部门存在很大问题。
由于未能对高炉作业进行充分的风险评价,导致无法进行技术和程序控制。冷却水供应的裕量和安全性不足,冷却系统的可靠性在几个月内不断下降,呈恶化趋势。
事故教训
安全管理
公司应该对安全部门的职能和作用进行审查。将其更好地融入运行和工程管理。
高炉目前属于重大事故危险控制条例(COMAH)管制的范围,对重大危险进行识别和评价是法律要求。在这之前,预测工具和技术在钢铁行业的用途有限。危险与可操作性分析(HAZOPS)、失效模式与效应分析(Failure Mode and Effects Analysis)、故障树分析(FTA)、过程危险审查(PHR)及保护层分析(LoPAl)等风险评价和管理预测工具,均应在钢铁行业和其他过程行业得到了广泛应用。冷却水
应该保证冷却水的供应。供水系统本身要具有较高可靠性。这种可靠性来自于良好的工程设计(包括适当的裕量)、适当的维护,还要进行密切的监测,及早发现可能会影响完整性的危险因素。
要运用可靠工程技术来识别关键安全装置,并采取适当的安保措施。在合理可行的情况下,应该将高炉冷却水系统建成密闭系统。
泄漏检测
迅速发现炉内冷却水的泄漏点至关重要。泄漏点的快速检测离不开良好的工程、合适的检测方法及经过充分培训且合格的操作员。水冷高炉的所有操作员都应掌握快速检测泄漏的措施。
在合理可行的情况下,应为水冷高炉安装专门为发现泄漏用的仪表,以便更早、更精确地检测到泄漏的元件。
维修
高炉供水装置的维修、检查或测试工作非常重要。要清楚维修、检查及测试不当会对安全造成的影响。各相关部门在进行可能影响装置安全操作或可靠性的维修或其他作业前,要适当沟通,签订正式协议。要对关键安全设备进行识别,并对这些设备的维修、检查和测试加以优先考虑。
高炉恢复及异常情况
高炉恢复过程比正常操作时的风险大得多。所有相关人员都要了解这些风险及控制措施,包括进行有效沟通,以保持对风险的控制。
5号高炉恢复作业的过程中,存在一个严重问题,即无法了解炉内的变化情况。装置发生异常时,应由经验丰富的高级管理者负责整个情况,专门对关键的参数进行监控,以便为处理异常状况的人员出谋划策。在高炉恢复作业中的专业参数应包括铁水、氢气和相关趋势的关键数据。
变更管理
改变安全相关装置和设备(包括操作参数变化)前,应建立正式的改造前风险评价体系,同样也要有改造后安全审查体系。变更管理体系不仅包括工程和运行职能部门,还要有经验丰富的安全专业人员参与评估。另外要明确各方的责任和义务。对装置进行任何物理改变都要进行评价、详细记录和再评估。
决策
对于紧急情况的管理,应该建立明确的“直线责任”。装置或过程出现不良情况时,管理者在压力下做出的决策可能会产生重大错误。适当的培训和丰富的经验非常重要,但对于可预见的情况,应该制定更精确的协议来指导决策。进行应急事件模拟培训时,要注意培养操作人员在紧急或异常情况下的信心和技能。
设计问题
通过彻底改进高炉设计方案来削减风险的方法,并不常见。对新的或大部分需要重建的高炉进行设计时,应考虑提高冷却水供应的可靠性、更合适的管网布局、阀门位置和水监测系统,以便快速发现漏点,采取补救措施。
为加强对高炉冷却水参数的监测,应改进监测系统。设计并安装精度更高的安全仪表。
人为因素
装置或过程出现异常时,所有人都应了解谁负责制定决策,确保响应人员之间有正确的沟通方式。员工也要了解自己的职责。
还要提高员工的安全意识,充分重视水和金属、水和熔渣产生的爆炸风险。最后,熔化的物质与水接触后会带来多大风险仍需持续探索。
猜你喜欢
山东冶金(2022年1期)2022-04-19
耐火材料(2021年4期)2021-12-28
建材发展导向(2020年16期)2020-09-25
世界有色金属(2019年21期)2019-02-09
文化交流(2018年10期)2018-10-11
金属世界(2018年4期)2018-08-11
固体火箭技术(2018年2期)2018-05-11
自动化学报(2016年5期)2016-04-16
专用汽车(2016年8期)2016-03-01
俄罗斯问题研究(2011年1期)2011-03-25
