催化剂级配在加氢裂化装置中的应用
2019-12-02 08:44黎臣麟武宝平薛敬祥
石油化工 2019年11期
童 军,黎臣麟,武宝平,薛敬祥,罗 亮,陆 超
(中国石油 四川石化有限责任公司,四川 成都 611930)
中国石油四川石化有限责任公司2.7 Mt/a加氢裂化装置设计时主要产品为液化气、石脑油、喷气燃料、柴油等燃料产品和少量尾油。第二周期因应市场形势变化需生产优质化工原料和喷气燃料,存在的主要难点有:在全厂氢气约束并不改动反应装置条件下,增产重石脑油和喷气燃料;大幅度提高尾油质量,改善蒸汽裂解三烯收率;提高喷气燃料质量;降低反应压降;降低精制反应器(R2002)和裂化反应器(R2003)之间的冷氢量,提高长周期满负荷下的操作安全性。因此,第二周期的关键点在于选择气体收率低、活性适中的催化剂系统。第一周期运转过程中,在掺入催柴、直柴量较多、蜡油干点提高时,尾油芳烃指数(BMCI)为15.0~17.0[1-4],这与常规蒸汽裂解原料加氢裂化尾油(BMCI为7.0~12.0)相差较大,通常以尾油BMCI降低1~2个单位为一代加氢裂化催化剂的衡量标准[5-6],这导致了在第二周期提高尾油质量面临很大的难度。催化剂级配包括保护剂级配、精制剂级配、裂化剂级配3方面。改善尾油质量的关键在于分子筛的选择,采用B酸量更高的分子筛有利于提高催化剂的开环选择性,使链烷烃更易保留在尾油馏分中[2]。采用中国石化石油化工科学研究院研发的牌号为RN-410,RHC-210,RHC-220等系列催化剂以及市面上KF-848,UOP UF-210,HC-185等十多个牌号的催化剂进行级配。第二周期加氢裂化催化剂以含改性Y型分子筛催化剂为主[7],其中RHC-210催化剂以开环选择性高且具有高B酸量改性的Y分子筛为酸性组分,具有活性适中、重石和航煤选择性好、尾油质量相对较高的特点[8]。
本工作采用催化剂级配技术,对中国石油四川石化有限责任公司2.7 Mt/a加氢裂化装置的两个反应器(R2002,R2003)进行改造;并对调整原料性质及操作条件(尽量接近于第一周期标定工况数据)后的第二周期应用情况进行了催化剂活性、产品分布、产品质量、操作安全性等对比分析。
1 催化剂装填对比
催化剂采用单一装填,会导致产品选择性相对单一等缺点,同时也会造成大量的反应热损失,加氢裂化催化剂级配技术基于反应过程机理,考虑原料油中不同烃类在催化剂活性中心上的竞争吸附及反应发生的先后顺序,在不同的反应区装填不同类型的裂化剂,发挥不同类型催化剂性能的优势互补,实现不同烃类组分在目标产品中的富集,最大限度地提高产品质量[9-10]。表1为R2002,R2003在两个周期催化剂的装填情况。由表1可知,第一周期催化剂装填主要采用密相装填,催化剂总量约为457 t,第二周期催化剂主要采用普通装填,催化剂总量约为426 t。第二周期采用了4种保护剂级配,直径逐渐减小,孔隙率逐渐降低,加氢活性逐渐增加,实现了梯度级配和孔隙率级配相结合的目标,降低了脱金属剂的总装填量,体积空速为第一周期的2.3倍。在生产过程中加强对原料油金属含量的监控,避免反应器压差过快增加。精制一床层中减少的脱金属剂反应体积主要由脱氮催化剂来补充。为了进一步降低反应压降,第二周期R2002床层空隙率大于第一周期,使得R2002体积空速为第一周期的1.08倍。加上裂化一床层所使用的精制催化剂,第二周期精制催化剂总量降低了约16.5%(w)。为了改善冷氢操作,第二周期通过在R2003下部床层采用活性更低催化剂进行级配,此外第二周期加工方案中转化率(>282 ℃)高于上周期,因此为了改善R2003冷氢操作,第二周期裂化剂装填量高于第一周期,裂化体积空速更低。R2003所装填的催化剂由上至下活性依次降低,第一床层为裂化活性最高的HC-185LT,以提高多环芳烃的转化率;第二层和第三层装填裂化活性降低,为采用石脑油选择性较强的RHC-210,以提高重石和航煤收率;最后一床层装填裂化活性最低,采用芳烃开环选择性最强的Ni-W型裂化剂RHC-220。采用该装填工艺可减少链烷烃的转化,最大程度的保留链烷烃在尾油组分中,从而降低尾油的BMCI。

表1 催化剂的装填Table 1 Catalyst loading
2 装置运行对比分析
两个周期开工运转一段时间内原料性质如表2所示。由表2可知,第二周期原料中的硫含量和氮含量均高于第一周期,特别是氮含量提高了50%以上。第一周期运行末期,为了提高效益,常减压装置进行了减压蜡油深拔,使得蜡油干点比设计值高20 ℃左右。此外,第二周期原料中蜡油含量不足,加氢裂化进料中含有更多的柴油馏分,使得馏程分布呈逐步减小趋势,第二周期原料密度低、BMCI下降3个单位,这表明饱和度提高,从而降低了操作难度,但随着干点的提高,也增加了操作难度,可见两周期原料的加工难度基本接近。
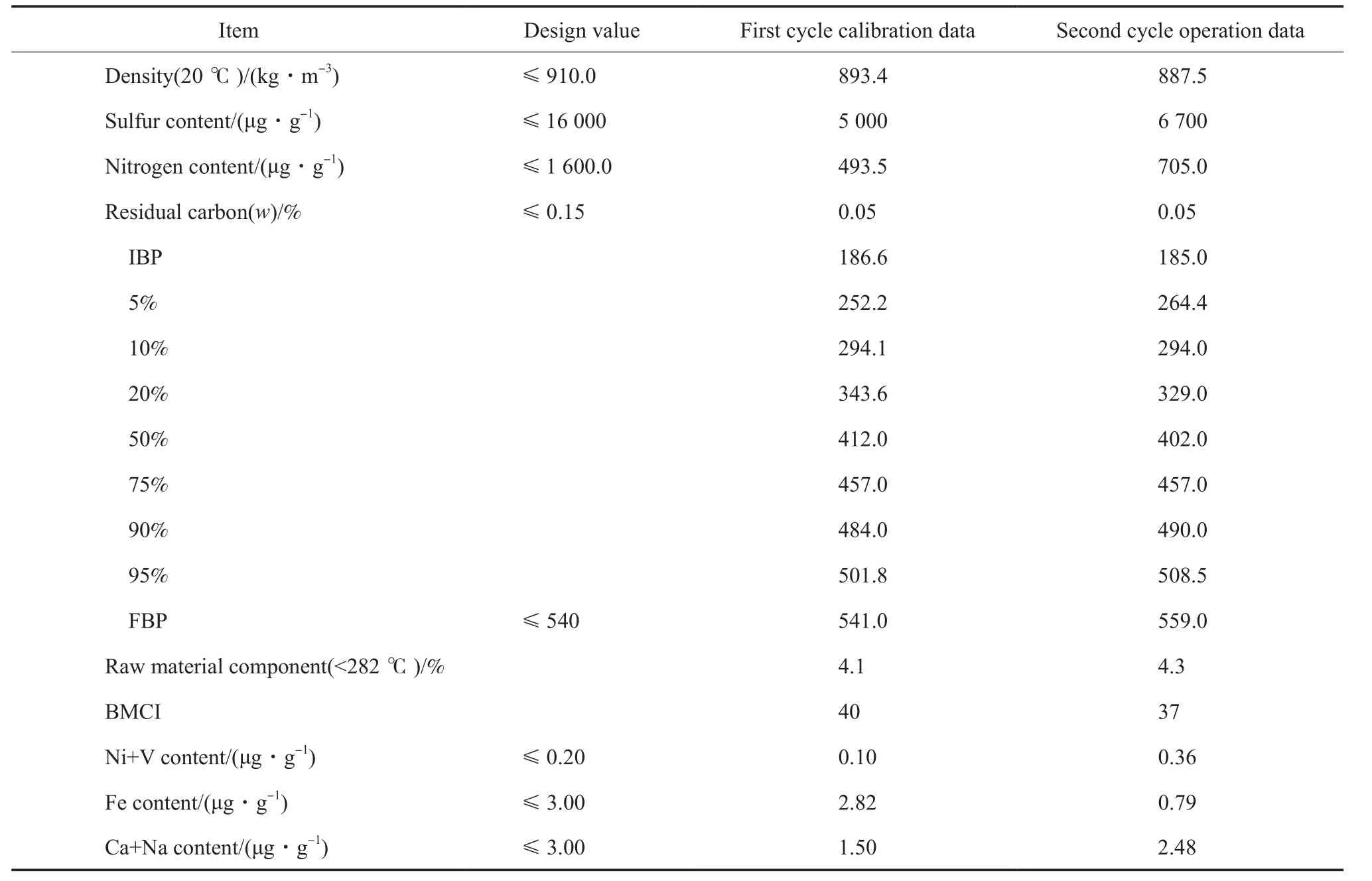
表2 原料性质Table 2 Properties of feedstock
表3为两个周期主要产品收率及性质。由表3可知,第一周期重石脑油收率略高于第二周期,重石脑油干点低于第二周期;第一周期柴油95%馏出点为253.3 ℃;第二周期喷气燃料干点为252 ℃,第一周期喷气燃料收率为16.8%,第二周期喷气燃料收率为33.8%;第一周期重石脑油、喷气燃料、柴油总收率为60.3%,第二周期重石脑油和喷气燃料总收率为60.9%,说明第二周期裂化剂重石脑油选择性略低于第一周期,航煤选性高于第一周期。从产品性质来看,第二周期喷气燃料中芳烃含量比第一周期低3.8%,烟点高3 mm,第二周期尾油BMCI比第一周期低6.5个单位,明显提升,此外尾油中组分收率(<282℃)多10%,若保持尾油馏程一致,BMCI值将更低。总体来说,第一周期裂化剂活性比第二周期高,加氢选择性和开环选择性均低于第二周期。可见,采用R2003催化剂级配方案可大幅度提高产品品质。
表4为两个周期工艺参数。由表4可知,在相同处理量下,第二周期R2002压降与R2003压降明显低于第一周期,降低了20%以上。第二周期催化剂采用普通装填,第一周期催化剂主要采用密相装填,由于普通装填床层空隙率高于密相装填,这使得第二周期床层空隙率增加,压降降低。结合表2可知,尽管第一周期掺炼催化柴油比例较高,第二周期原料氮含量相对提高43%,硫含量相对提高34%。由于加氢裂化装置精制油氮含量按不高于10 μg/g标准进行控制,在产品指标相同条件下,第二周期所需的精制脱硫、脱氮深度明显更高。由表4还可知,第二周期精制反应平均温度比第一周期低1.0℃,以加氢裂化原料和产品计算的脱硫率高1.6%,而脱氮率高0.4%。此外,第二周期精制剂装填总质量降低了约16.5%。这表明精制段在装填量更少、加氢脱氮和加氢脱硫反应深度更高的条件下,所需反应温度更低,即精制催化剂KF-848,RN-410具有更高的脱氮和脱硫活性。第二周期精制反应平均温度与精制反应总温度与第一周期基本相同,这表明两周期裂化段进料条件基本相似。第二周期裂化平均温度比第一周期高8.0 ℃,转化率(>282 ℃)比第一周期仅高3%,这表明催化剂整体活性明显低于第一周期。在进料量一定条件下,冷氢量与上床层出口温度及控制床层入口温降呈正相关。考虑到第二周期R2002和R2003冷氢温降最大值均低于第一周期,且第二周期裂化转化率高于第一周期,R2003各床层催化活性选择梯度分布更优。R2002和R2003两反应器间温降由第一周期的22.6 ℃下降为第二周期的16.5 ℃,减少了6.1℃,明显降低了冷氢量。这进一步优化了第二周期的操作安全性。此外,反应系统出入口温差由第一周期17.0 ℃增加到第二周期的29.2 ℃,提高了12.2 ℃,也有利于回收更多的反应热。这表明第二周期催化剂级配在改进操作安全性和降低能耗方面更有利。但第二周期总氢耗仍然有所增加,这同转化率提高密切相关。
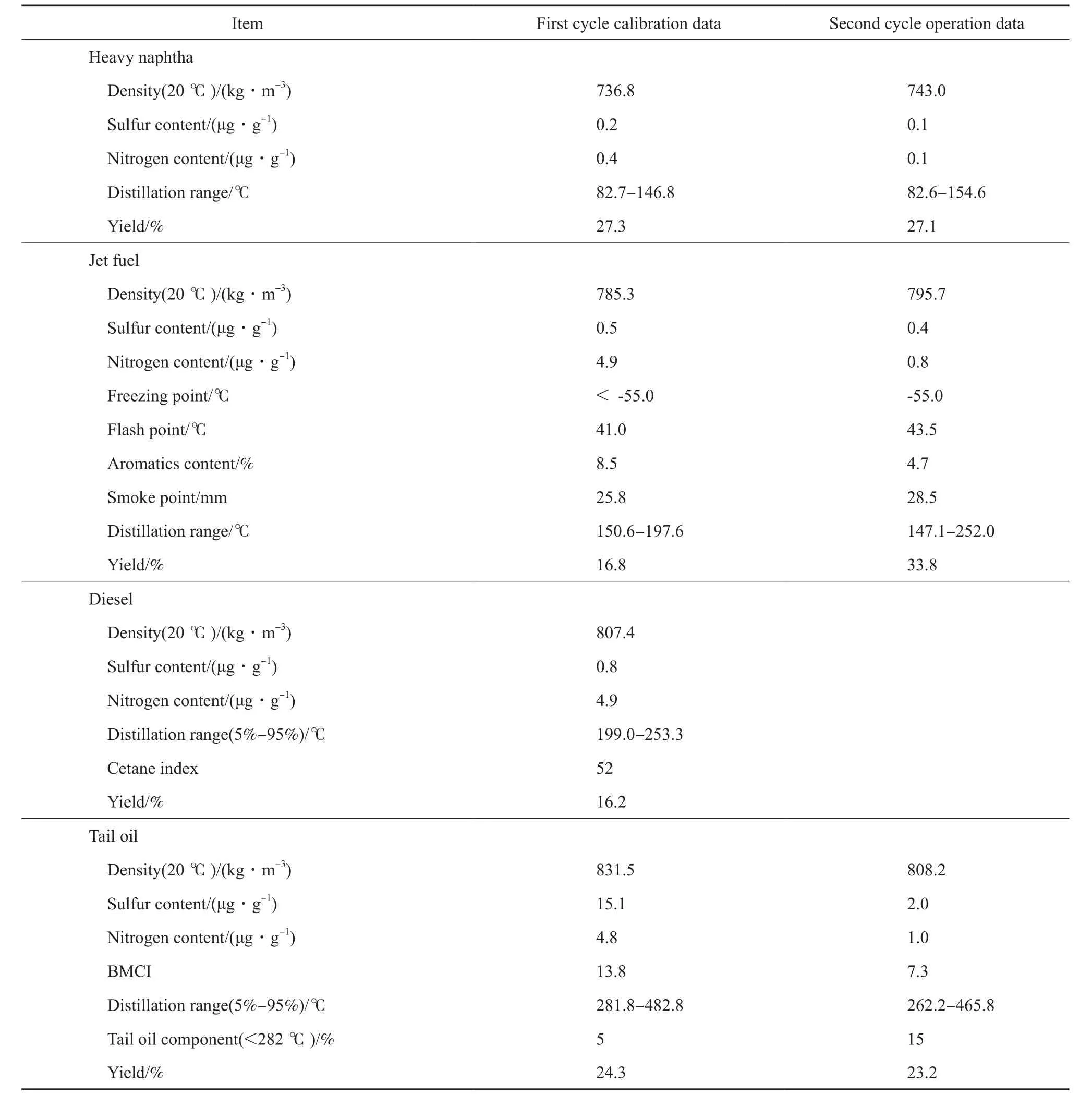
表3 产品性质Table 3 Product properties
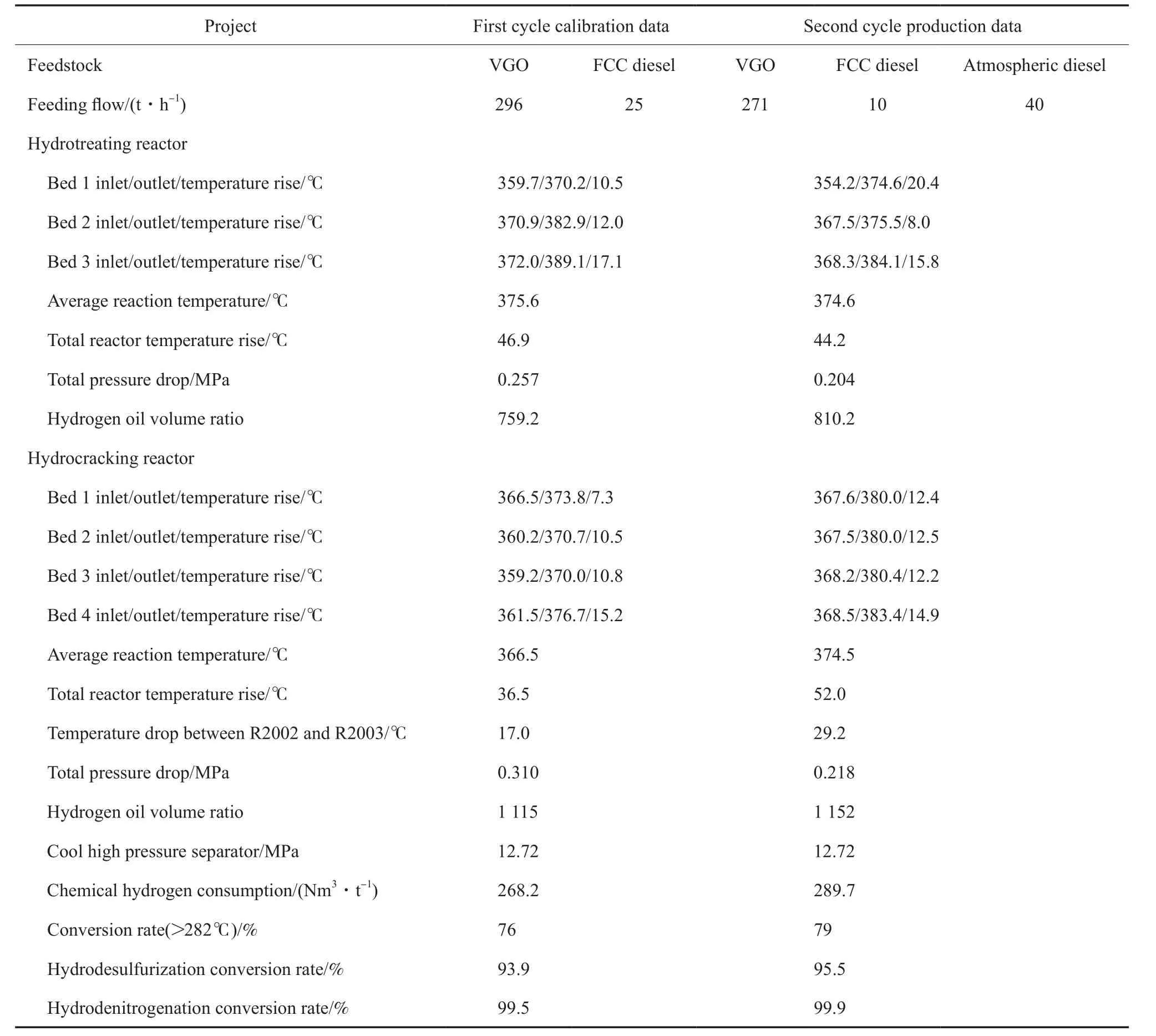
表4 主要操作数据Table 4 Main operating conditions
3 结论
1)第二周期采用催化剂普通装填以及保护剂和反应器级配方式,减少了催化剂总使用量,节约投资成本,R2002和R2003两个反应器压降降低20%以上,延长了运转周期。
2)精制催化剂采用KF-848/RN-410/UF-210组合后,与第一周期相比,在催化剂装填总量减少约16.5%情况下,加氢脱硫率提高1.6%,加氢脱氮率提高0.4%。
3)R2003采用活性逐步降低级配方式,与第一周期相比,催化剂总活性明显降低。化工料(重石脑油、尾油)收率基本相同条件下,重石脑油和喷气燃料总收率超过60%,其中喷气燃料收率相对提高1倍条件下,烟点提高3.0 mm,尾油BMCI降低6.5个单位,实现了多产重石脑油和喷气燃料条件下大幅度提高尾油品质的目标。
4)通过催化剂级配技术改善了R2002和R2003反应器的冷氢操作,两反应器间温降减少6.1℃,优化了操作安全性。此外,反应系统出入口温差提高12.2 ℃,有利于回收更多的反应热。
猜你喜欢
水上消防(2022年1期)2022-06-16
中国化工贸易·下旬刊(2020年4期)2020-10-14
杭州化工(2020年2期)2020-01-16
民用飞机设计与研究(2019年2期)2019-08-05
空间控制技术与应用(2015年1期)2015-06-05
山东工业技术(2014年19期)2014-08-15
科技传播(2013年22期)2013-10-17
中国石油石化(2013年4期)2013-08-15