
NM400钢终轧温度对其相变行为及残余应力的影响
2023-10-11 00:38丁文红鲁小轩周莹涛
金属热处理 2023年9期
陈 浩, 丁文红,2, 方 玉, 鲁小轩, 周莹涛, 陈 灏
(1. 武汉科技大学 材料与冶金学院, 湖北 武汉 430081;2. 武汉科技大学 省部共建耐火材料与冶金国家重点实验室, 湖北 武汉 430081)
低合金马氏体耐磨钢因其优良的力学性能,受到工程和交通等领域的青睐[1]。但是,目前耐磨钢的生产工艺与国外相比仍存在差距[2]。在带钢热轧过程中,加工时的不均匀变形、加热或冷却时的温度不均匀以及材料的相变都会使带钢内部产生残余应力,增加板形控制难度,出现严重的平直度缺陷以及畸变问题,极大影响材料后续的加工和使用[3-4]。
陈玉叶[5]在研究Q35B钢板时发现,随着终轧温度下降,残余应力也相应减小;张永彤等[6]在研究GH4033钢时提出预防残余应力产生的关键是控制终轧温度;陆永浩等[7]认为终轧温度会影响轧后晶粒的大小、形状以及残余应力水平,从而影响金属性能;终轧温度的正确选择是降低残余应力,减少板形缺陷的关键因素。对于相变行为的研究,国内外都取得了一些重要的进展。Lee等[8-9]将奥氏体晶粒尺寸的影响考虑到了相变动力学模型中,并且认为马氏体相变动力学曲线是一条S型曲线。徐祖耀院士[10]提出马氏体转变量与碳浓度变化之间的关系式。Inoue等[11]将应力的影响考虑进了相变动力学模型当中。刘强[12]认为相变塑性系数与相变开始温度呈线性关系。Leblon等[13]认为当等效应力小于弱相屈服强度的一半时,K随着等效应力的增加而增加。但是Liu等[14]研究发现相变塑性系数随着应力增加到一个峰值后,K不再增加并保持峰值不变。上述研究者们对经典的相变动力学及相变塑性模型做出了修正,但是终轧温度对相变行为及残余应力的影响并未深入研究。
借助Gleeble-3500热模拟试验机进行压应力载荷作用下的膨胀试验,并利用EBSD进行微观组织分析,研究终轧温度对NM400钢相变动力学及相变塑性的影响,建立ABAQUS有限元模型,验证有限元模型的准确性。探究发现,终轧温度的改变会影响马氏体相变速率,造成表面先相变体积百分比的不同,相变速率越大,最终残余应力越大。
1 试验材料与方法
1.1 试验材料
试验材料为国内某钢厂提供的热轧态NM400钢板,其化学成分见表1。

表1 NM400钢的化学成分(质量分数,%)
1.2 试验方法
1.2.1 残余应力测试
从终轧温度为860 ℃的钢板上(厚度为5 mm,宽度为1500 mm),分别在对称中心1/2以及对称中心两侧3/8、1/4、1/8、1/16处共取9块尺寸为100 mm×90 mm的试样,编号从左至右分别为A~I,取样位置见图1。残余应力测试方法采用了基于断裂力学理论的裂纹柔度法(CCM),其由本课题组前期开发[15]。CCM通过在被测物体上引入一条深度逐渐增加的裂纹,以释放被测物体内部的残余应力,通过测量被测体表面特定点的应变来计算其内部的残余应力分布。
试验钢厂常规生产工艺的终轧温度为860 ℃,尝试以860 ℃为基准对终轧温度进行调整,看能否降低残余应力。为研究终轧温度对残余应力的影响,分别对终轧温度820、840、860及880 ℃的NM400钢进行有限元分析,对比各终轧温度下实测与仿真的残余应力大小。
1.2.2 压缩膨胀试验
从厚度为12mm的热轧中间坯中部沿轧向取若干φ6 mm×10 mm的圆柱试样,制成如图2所示的压缩试样。
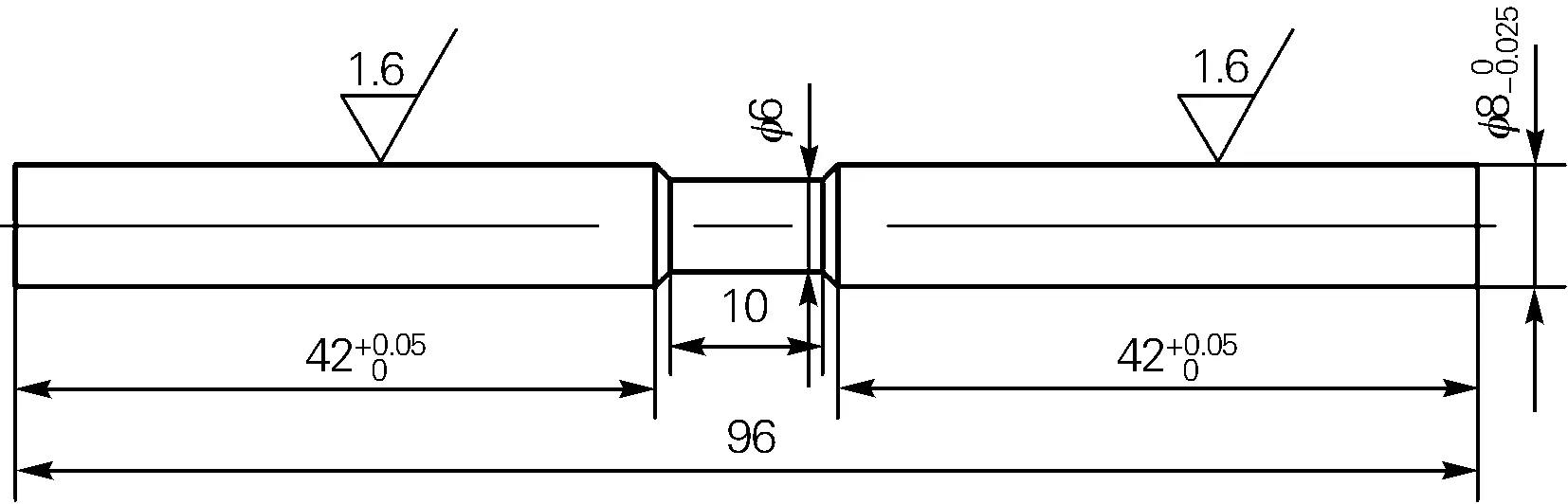
图2 试验用压缩试样Fig.2 Compressed specimen for testing
(1)终轧温度对 NM400 钢相变动力学的影响


图3 试验钢工艺曲线(a)相变动力学;(b)相变塑性Fig.3 Process curve of the tested steel(a)dynamics of phase transformation; (b) plasticity of phase transformation
将试验后的试样沿压缩鼓肚的中部,垂直于轴向切开,采用OM和EBSD进行显微组织观察与分析。EBSD制样时,将切割下来的样品磨抛好后,在-30 ℃下用5%的高氯酸和95%的酒精进行电解抛光,电压为28 V,电流为0.6 A,电解时间为23 s。
(2)终轧温度对相变塑性的影响
2 试验结果与分析
2.1 残余应力测试结果
终轧温度为860 ℃时钢板上各测量点对应的轧向残余应力沿厚度方向的分布如图4所示。由图4可知,A、B、D、F、I测点的轧向残余应力分布为N型,C、G、H测点的轧向残余应力分布呈M型,而中部的E测点则是U型。心部残余应力峰值达到了-180 MPa,表面残余应力峰值达到了-294 MPa,NM400钢整体的残余应力水平比较高。A-I测点的上表面主要受拉应力,测得残余应力分别为58、36、119、20、30、30、55、-114、110 MPa;下表面主要受压应力分别为-294、-7、-70、-172、-81、-66、-59、-108、-110 MPa。大部分测量点的上下表面应力状态不一致,会导致延伸状态不同,在后续加工过程中很容易产生加工畸变。

图4 钢板的残余应力分布Fig.4 Residual stress distribution of the plate
2.2 终轧温度对相变动力学的影响
膨胀试验完成后,不同终轧温度对应的NM400钢组织如图5所示。由图5可知,当冷却速度为45 ℃/s时,不同终轧温度下NM400钢均为马氏体组织。

图5 NM400钢不同终轧温度下的显微组织Fig.5 Microstructure of the NM400 steel finishing rolled at different temperatures(a) 820 ℃; (b) 840 ℃; (c) 860 ℃; (d) 880 ℃
NM400钢在淬火过程中,由奥氏体相变成马氏体,是一种非扩散型相变。因此,利用杠杆法与修正后的K-M方程拟合得到了NM400钢在不同终轧温度下的相变动力学方程。式(1)为修正的K-M方程,α为相变动力学系数,Ms为马氏体相变开始温度,T为连续冷却过程中的温度。式(2)~(5)为不同终轧温度下相变动力学方程:
δ=1-exp[-α(Ms-T)n]
(1)
终轧温度820 ℃:δ=1-exp[-0.026 20×
(381.257 01-T)1.1]
(2)
终轧温度840 ℃:δ=1-exp[-0.027 37×
(391.474 84-T)1.1]
(3)
终轧温度860 ℃:δ=1-exp[-0.029 94×
(392.742 75-T)1.1]
(4)
终轧温度880 ℃:δ=1-exp[-0.022 52×
(381.531 45-T)1.1]
(5)
式中:δ为马氏体转变量的体积分数。
通过修正的K-M方程拟合不同终轧温度下的相变动力学如图6所示。从图6可知马氏体相变动力学模型拟合效果比较好,与试验数据吻合度比较高。图7为不同终轧温度下马氏体转变量与温度的关系以及相变速率图。表2为不同终轧温度下的马氏体转变量-温度-相变时间。结合图7(a)和表2可以发现,不同终轧温度下相变速率的变化趋势大致相同,均是先增大后减小。马氏体相变动力学系数可以用来描述整体马氏体相变速率的快慢,如公式(2)~(5)所示,不同终轧温度(820、840、860、880 ℃)下拟合得到的马氏体相变动力学系数α分别为0.026 20、0.027 37、0.029 94、0.022 52。因此,终轧温度为860 ℃时,马氏体相变动力学系数α最大,相变速率最快。

图6 NM400钢不同终轧温度下的相变动力学拟合曲线Fig.6 Phase transition kinetic fitting curves of the NM400 steel finished rolling temperatures at different(a) 820 ℃; (b) 840 ℃; (c) 860 ℃; (d) 880 ℃

图7 不同终轧温度下NM400钢的马氏体转变量-温度图(a)和相变速率图(b)Fig.7 Phase transforoution amount of martensite temperature plot(a) and phase change rate plot(b) of the NM400 steel final rolled at different temperatures

表2 不同终轧温度下NM400钢的马氏体转变量-温度-相变时间
由表2可知,在不同终轧温度(820、840、860、880 ℃)下拟合得到的马氏体相变开始温度分别为381.26、391.47、392.74、381.53 ℃,马氏体转变10%~90%所用时间分别为1.489、1.400、1.289和1.511 s。当终轧温度860 ℃时,相变开始点的温度最高,转变10%~90%所用时间最短。
因此,在不考虑外加应力的影响下,试样的相变开始温度及相变速率受终轧温度的影响比较显著。终轧温度为860 ℃时的相变点最高,相变动力学系数α最大,相变速率也是最快的。
2.3 终轧温度对相变塑性的影响
在连续冷却过程中,相变塑性导致了NM400钢在有外加载荷和无外加载荷下的相变膨胀曲线有较大的区别。终轧温度为860 ℃时,NM400钢的膨胀曲线如图8所示。

图8 终轧温度860 ℃ NM400钢的膨胀曲线局部放大图Fig.8 Local enlarged drawing of expansion curves of the NM400 steel finish rolled at 860 ℃
根据各终轧温度下的相变膨胀曲线分离出不同终轧温度及载荷下的相变塑性应变,如图9所示。

图9 不同终轧温度下NM400钢的相变塑性应变Fig.9 Transformation plastic strain of the NM400 steel finish rolled at different temperatures(a) 820 ℃; (b) 840 ℃; (c) 860 ℃; (d) 880 ℃
从图9可以发现,相变塑性应变与外加载荷呈正相关,外加载荷越大相变塑性应变越大。并且相变塑性应变方向与外加载荷方向具有一致性。
选取Greenwood-John模型来进行相变塑性系数k的计算,见式(6):
εtp=kσf(δ)
(6)
式中:k为相变塑性系数;σ为外加载荷;f(δ)为马氏体转变量的相关函数。
计算得出不同终轧温度下(820、840、860、880 ℃)的相变塑性系数分别为7.6738×10-5、7.8274×10-5、8.1987×10-5和8.2368×10-5。伴随着终轧温度的提升,相变塑性系数是呈一个上升趋势的,但是波动幅度很小,可见终轧温度对NM400钢的相变塑性系数影响有限。因此对其取平均值7.9842×10-5,并作为NM400钢的相变塑性系数。
2.4 终轧温度对微观组织的影响
为了研究终轧温度对NM400钢轧后微观结构的影响,选择具有特征性的820 ℃和860 ℃试样进行EBSD分析。轧后样品微观结构的反极图和晶粒尺寸统计图如图10所示。从图10中可以看出,轧后样品的晶粒等效圆直径均在φ0.5~φ8 μm之间,并且以0~2 μm的小尺寸马氏体为主。从图10可以发现终轧温度820 ℃及860 ℃下,NM400钢的取向差角几乎相同,均以10°以上的大角度晶界(HAGB)为主,并且集中分布在50°~60°的区间。并且,组织中均没有明显的再结晶现象。由此得出:820 ℃与860 ℃之间的终轧温差不会使NM400钢轧后的微观组织产生明显差异。在此条件下,微观组织不是造成不同终轧温度下NM400钢残余应力分布及水平存在明显差异的主要因素。
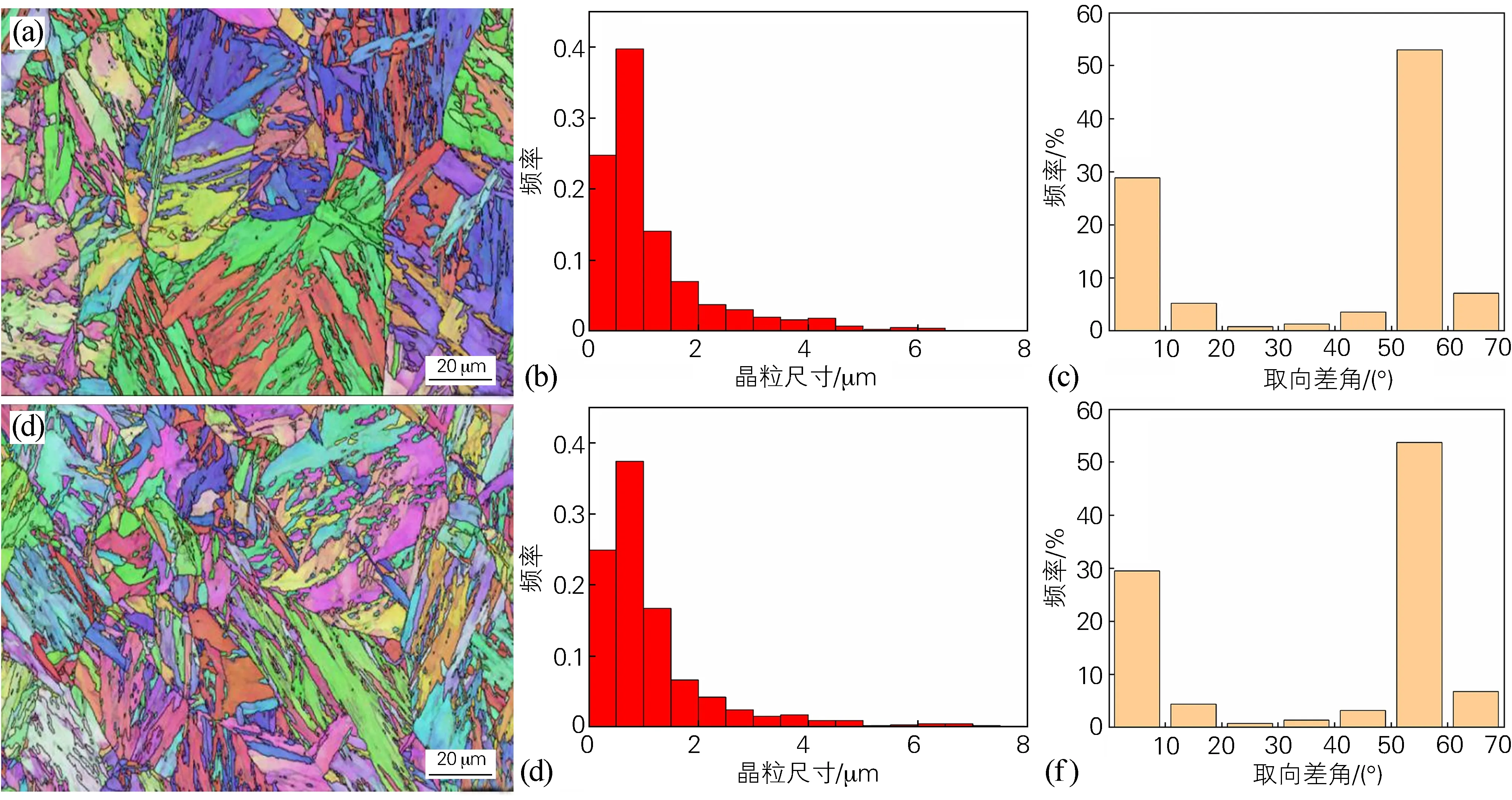
图10 NM400钢经不同温度终轧后的EBSD图(a~c) 820 ℃; (d~f) 860 ℃; (a,d)IPF图;(b,e)晶粒尺寸统计;(c,f)取向差角分布Fig.10 EBSD diagram of the NM400 steel final rolled at different temperatures(a-c) 820 ℃; (d-f) 860 ℃; (a,d) IPF maps; (b,e) Grain size statistics; (c,f) correlated misorientation angle distribution
2.5 连续冷却过程中的数值模拟与分析
NM400钢的板宽为1500 mm,厚度为5 mm。由于带钢在长度和宽度方向上冷却条件相同,因此在建立模型时作对称处理。不同终轧温度下的有限元模型长度均为2000 mm,宽度为750 mm,厚度为5 mm。为验证不同终轧温度对NM400钢淬火后残余应力的影响,将上述(2)~(5)相变动力学方程的子程序USDFLD进行修改,并添加到相变动力学模型中。此外,通过修改UEXPAN子程序,在本构方程中考虑相变塑性应变的影响,以此实现数值模拟。
2.5.1 实测与模拟对比
在建立NM400钢残余应力预测模型时,终轧温度对相变动力学及相变塑性的影响均被考虑其中。以终轧温度为860 ℃的轧向心部残余应力为例(见图4),将实测值与模拟值进行对比,结果如表3所示。可以发现带钢的心部模拟与实测均为压应力,模拟的残余应力水平比实测要大。这是因为模拟所得值是在理想模型下计算的,未考虑开平加工以及板形缺陷的释放对残余应力的影响。

表3 终轧温度为860 ℃成样的心部应力实测与模拟值(MPa)
2.5.2 相变塑性对残余应力的影响
通过ABAQUS提取带钢表面与心部数据,分析了相变应变、相变塑性应变对残余应力的影响,得到了相变塑性对残余应力的影响规律,如图11所示。

图11 相变塑性对残余应力的影响Fig.11 Effect of phase change plasticity on residual stress
图11中,实线为残余应力计算结果,虚线为相变
第Ⅰ阶段:温度场驱动下的应力分布。心部受压,表面受拉,此阶段的应力会影响相变塑性应变初始方向。
第Ⅱ阶段:表面相变主导阶段。带钢表面率先冷却到相变开始点并发生奥氏体向铁素体的转变,外表面相变区膨胀伸长,带钢表面应力由拉应力迅速切换到压应力,心部则与之相反。同时相变塑性应变的方向与应力偏张量一致,因此相变塑性应变由拉应变切换到压应变,相变膨胀应变为正,相变塑性应变与相变膨胀应变互相抵消一部分,残余应力得到一定抑制。从图11也可看出,此阶段不考虑相变塑性时的应力要大于考虑相变塑性时的应力。
第Ⅲ阶段:心部相变主导阶段,随着带钢进一步冷却,带钢心部冷却到相变开始点发生相变。心部相变膨胀伸长,心部的拉应力下降,应力偏张量导致心部相变塑性应变亦是拉应变,此时正的相变膨胀应变与相变塑性应变叠加,致使带钢心部的拉应力一直下降为负即压应力,表面与其相反。若忽略相变塑性应变叠加效应,仅相变膨胀应变驱动应力变化, NM400的残余应力计算值要小于实际值。该阶段的相变行为决定带钢的最终残余应力。
2.5.3 应变对比分析

上述3个阶段通过阶段应力及其对下一阶段相变塑性应变的影响相互关联,其中心部相变前的表面相变应变及心部相变后的表面与心部塑性应变之差是决定带钢最终残余应力的关键因素。第Ⅲ阶段带钢表面与心部均发生相变时,表面与心部同时膨胀相互抵消一部分应变的影响,抑制残余应力的增长。第Ⅱ阶段表面带钢相变体积百分比,决定了带钢表面的相变应变、带钢心部相变时受到的拉应力大小以及相变塑性应变,最终决定带钢残余应力水平。
从图12中可见,由于表面与心部相变不同步,且终轧温度为860 ℃时的相变速率大,第Ⅲ阶段的心部开始相变时,表面相变为40%;而终轧温度为820 ℃时的相变速率较小,当带钢心部开始相变时,表面相变仅完成23%。因此,终轧温度为860 ℃的相变速率较820 ℃更大,带钢心部产生的相变塑性应变也较大。
2.5.4 残余应力对比分析
通过ABAQUS提取数据,得到不同终轧温度下带钢表面与心部的残余应力演变规律,如图13所示。不同终轧温度下的应力模拟结果如表4。
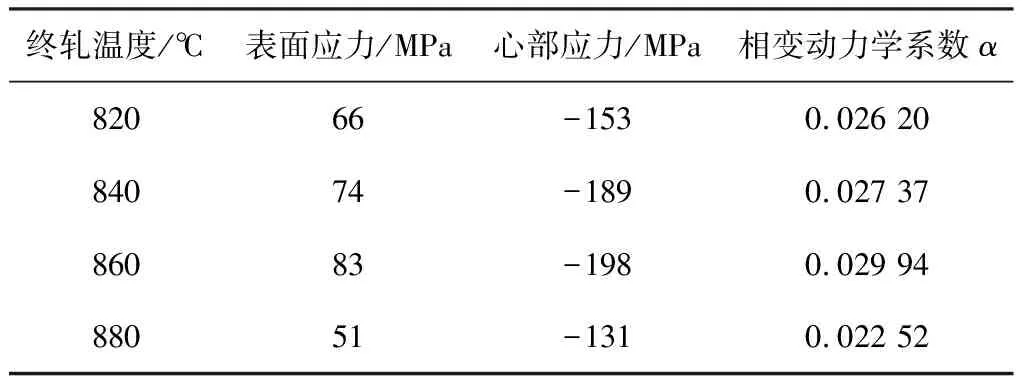
表4 不同终轧温度下试样的应力模拟结果
从图13可以看出,不同终轧温度下的应力演变规律大致相同,但是残余应力水平有差距。由表4可得:终轧温度为860 ℃时,表面应力为+83 MPa,心部应力为-198 MPa,均大于其他3个终轧温度的应力水平。终轧温度860 ℃与820 ℃相比,相变开始点提高了11.48 ℃,相变时间缩短了0.2 s,此时表面拉应力增加了17 MPa,心部压应力增加了45 MPa,带钢厚度方向上的整体残余应力水平增加了30%。其残余应力水平相差较大的直接原因是:当阶段Ⅲ带钢心部开始相变时,阶段Ⅱ带钢表面相变完成量的大小不同。
阶段Ⅱ是指在带钢连续冷却过程中,表面材料率先达到相变温度开始相变,带钢表面区域开始膨胀,随着相变转变量的增加,表面拉应力迅速切换为压应力,并带动心部应力由压应力切换为拉应力,此阶段表面区域材料相变完成量越高,心部开始相变时所受到的拉应力水平越高。而当进入到阶段Ⅲ,心部达到相变温度开始相变,表面与心部同时膨胀,会抵消一部分,由表面相变所导致的拉应力逐步减少。由表4可知终轧温度为860 ℃时的相变速率比终轧温度为820 ℃时相变速率大。终轧温度为860 ℃时,心部开始相变前,表面相变完成量达到40%;终轧温度为820 ℃时,当心部达到相变温度时,表面相变完成量仅23%。因此,终轧温度为860 ℃时,整体残余应力水平较大。得出结论,终轧温度会影响NM400钢的相变速率,相变速率越大,轧后带钢的残余应力就越大。
2.6 终轧温度对位错密度的影响
图14为终轧温度820 ℃以及860 ℃时NM400钢的KAM图和局部取向差分布图。较大的KAM值意味着较高的位错密度。在图16(a,b)中,对于终轧温度为820 ℃的NM400钢,高局部取向差角1°~3°的占比为12.1%;终轧温度为860 ℃时,如图16(c,d)所示,高局部取向差角1°~3°的占比为16.7%。所以终轧温度为860 ℃时,NM400钢的位错密度较大。利用EBSD所得到的KAM图来计算不同终轧温度下的几何位错密度,如式(7):

图14 不同终轧温度下NM400钢的KAM图和局部取向差分布图Fig.14 KAM maps and local misorientation distribution diagrams of the NM400 steel final rolled at different temperatures(a,b) 820 ℃; (c,d) 860 ℃
ρ=2θ/bδ
(7)
式中:θ为所选区域局部取向差的平均值,b为Burgers矢量,δ为EBSD扫描时选用的步长。
计算得到不同终轧温度(820、840、860、880 ℃)下NM400钢的几何位错密度分别为:11.73×1014、11.96×1014、12.28×1014、11.62×1014m-2。由此可知,位错密度的变化趋势也是先增大后降低,与残余应力水平吻合。
3 结论
1) 使用修正的K-M方程:δ=1-exp[-a(Ms-T)1.1]可以准确地描述NM400钢连续冷却过程中马氏体的转变量。终轧温度(820~880 ℃)对NM400钢相变塑性系数k影响不大,k可取平均值7.9842×10-5。
2) 终轧温度(820~880 ℃)时,NM400钢均为马氏体且晶粒尺寸变化不大,各终轧温度下位错密度的变化趋势则与残余应力大小比较吻合。
3) 发现心部相变开始时带钢表面的相变应变决定了最终残余应力的水平。相变过程残余应力演变包括3个阶段,分别为:温度应力主导阶段,表面相变主导阶段,心部相变主导阶段。其中心部相变开始时带钢表面的相变体积决定了最终残余应力的水平。
4)终轧温度会影响相变速率,在820~880 ℃区间内,NM400钢的相变速率提升造成带钢表面先相变体积分数增大,表面区域材料相变完成率越高,心部开始相变时所受到的拉应力水平越高,最终残余应力亦越大。在终轧温度为860 ℃时,相变速率最大,导致表面先相变体积达到40%,残余应力水平最高。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
山东冶金(2022年1期)2022-04-19
名作欣赏·学术版(2021年1期)2021-02-08
装备制造技术(2020年1期)2020-12-25
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年12期)2020-01-06
大型铸锻件(2019年5期)2019-08-30
汽车实用技术(2018年20期)2018-10-26
上海金属(2016年1期)2016-11-23
光学精密工程(2016年1期)2016-11-07
