
高性能LED封装点胶中流体运动与胶液喷射研究*
2014-03-22 02:21彭先安单修洋李涵雄
电子与封装 2014年8期
彭先安,单修洋,沈 平,李涵雄
(1.中南大学机电工程学院,长沙 410083;2.中南大学高性能复杂制造国家重点实验室,长沙 410083)
高性能LED封装点胶中流体运动与胶液喷射研究*
彭先安1,单修洋1,沈 平1,李涵雄2
(1.中南大学机电工程学院,长沙 410083;2.中南大学高性能复杂制造国家重点实验室,长沙 410083)
LED照明具有高亮度、低能耗、体积小、环保等特点,因此被认为是未来替代传统照明方式的最佳光源。而对于高粘度、高频、微量、高一致性的LED荧光粉点胶,目前还存在无法出胶、点胶性能不稳定、胶滴一致性不好等问题。首先阐述了LED照明的应用特点以及当前照明封装产业的技术水平,随后结合将来主流的喷射式点胶技术,利用Flow-3D软件建立了LED喷射点胶过程的计算机仿真模型。随后得到了点胶过程中胶液在喷胶阀内的流动情况,在此基础上又探讨了各因素对胶液喷射的影响规律。其结果可以为后续的研究奠定基础,同时对具体的LED工业生产及封装装备制造也有一定的参考价值。
发光二极管封装;喷射式点胶;有限元分析;影响分析
1 引言
发光二极管(LED)是一种新型的固体光源,它具备节能、环保、安全、小巧、高效、寿命较长、发光性能稳定等显著优点[1]。粗略计算一下,如果目前中国50%的照明由LED照明取代,那么大约能够节约四个三峡水电站的年发电量。因此大力发展LED照明产业对于落实低碳经济和建设两型社会具有十分明显的战略意义[2~3]。
中国目前尚未掌握高性能LED产业的核心制造技术,部分关键设备依赖进口。在大功率LED制造产业链中,处于中游的LED芯片封装是LED照明产业中承上启下的重要一环[1~4]。LED光源的产品性能与封装质量密切相关。LED芯片封装示意图如图1所示。

图1 LED芯片示意图
荧光粉点胶是LED封装的关键环节,它直接影响着LED器件的封装质量。若点胶过程中粉胶不均、成型不好,将会造成芯片热分布不均匀,进而导致芯片局部过热,引起光衰。若胶滴尺寸不一,则会导致LED的色温分布变大,使得产品质量下降,制造成本上升。
随着LED封装向高品质、高生产率、高成品率方向发展,220 lm/W及以上的白光LED器件制造对光效提升及封装成本控制提出了更高的要求。实现高粘度、纳升级胶滴喷出,并大幅度提升点胶效率,同时保证胶滴一致性成为LED点胶装备制造的难题。
目前封装业广泛使用的是时间-压力式点胶[5]。但它存在效率低、点胶一致性不稳定、容易损伤器件等问题,其点胶性能无法满足高性能LED制造的高频率、高一致性要求[6~10]。
喷射式点胶是一种非接触式点胶技术。它在生产过程中针头不需要进行竖直Z方向的往复运动,因而大幅度提高了点胶速度,同时避免了对器件表面的损伤[11],将成为未来LED点胶的主流技术。两种点胶技术比较见表1。

表1 两种点胶技术的对比[8,10]
在目前LED点胶装备产业链中,喷胶阀的设计与制造是其中的关键技术。LED封装用硅胶粘度在1.5~6 Pa·s之间,而且胶液粘度还会随着时间推移而发生改变。当前利用喷射式点胶阀进行LED点胶时还存在一些问题:一是对于高粘度的胶液无法平稳喷射,二是达不到喷射纳升级胶滴的水平。因此如何实现高粘度、微量、高速的胶液喷射是当前LED点胶装备制造的瓶颈。喷射式点胶阀的一般结构如图2所示。

图2 喷射式点胶阀结构示意图[5]
国内不少学者针对点胶装备做过研究。赵翼翔、陈从平等人建立了时间-压力式喷胶过程模型,但没有涉及喷射式点胶[6~13]。焦晓阳、刘建芳等人研究了压电驱动式喷射阀,但并没有讨论点胶过程中阀体内部胶液的流动情况[7]。刘华勇、孙慧研究了机械式与压电式喷射阀,但并不涉及具体LED封装应用[14~15]。邓圭玲系统地研究了各种原理驱动的点胶阀,并且实现了微量胶液的喷射[17~19]。针对LED封装点胶过程中胶液的流动情况以及各参数对胶液喷射的影响方面还未见到公开发表的论文。
本文首先建立了课题组试制的喷胶阀的三维有限元模型,接着依照实际点胶的工况条件对整个喷胶过程进行了流体仿真,随后结合喷胶实验中拍摄的图片,对喷胶阀内部流体的运动情况进行了分析,并发现了胶液在喷射过程中的回流现象。在此基础上,文章还讨论了胶液粘度、撞针速度、阀体尺寸各因素对于胶液喷射的影响。
2 仿真有限元模型
2.1喷胶阀的有限元模型
进行仿真之前需要建立与实际情况吻合的三维空间模型,并通过模型来模拟胶液在该模型内的运动情况。本文利用Flow-3D软件对胶液的流动情况进行仿真,进而揭示胶液在喷胶阀内部的流动情况。其几何模型如图3所示。
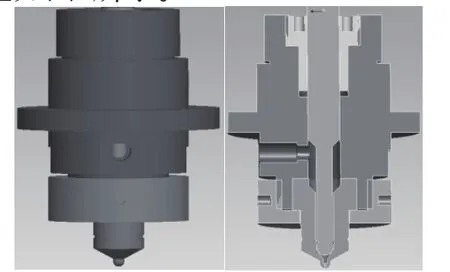
图3 喷胶阀几何模型
在几何模型建立后,为了进一步对模型进行分析计算,需要对几何模型进行网格划分,划分网格后的离散模型如图4所示。
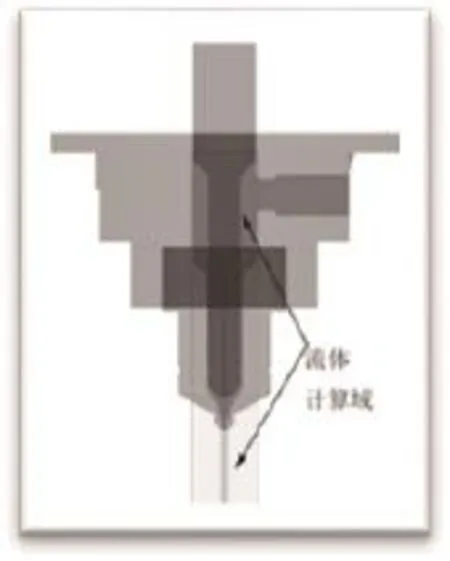
图4 喷胶阀离散模型
2.2胶液的本构方程及参数设定
LED封装用硅胶是一种典型的非牛顿流体,具有剪切变稀的性质,据此本文采用软件中Power Law指数模型作为硅胶的本构方程。其数学表达式如下:

其中μ为不同剪切速率下的粘度;μ0为静态下测量的粘度;eij为流体运动过程中的剪切速率;n为幂律指数,当n<1时液体具有剪切变稀的流变特性。
在实际的LED点胶中会根据胶液的特性对喷胶阀喷嘴进行加温,从而降低胶液的粘度,方便胶液喷射。根据实验测得60 ℃下胶液的粘度为0.4 Pa·s,因此相应地选取μ0为0.4 Pa·s。
为了确定方程中n的选取,课题组利用流变仪测试了胶液粘度与剪切速率的关系曲线。最后通过数值方法确定当n为0.9时最符合实验情况。
2.3边界条件的设定
在本研究中,根据LED点胶过程中的实际生产情况,设定撞针的速度从1.4 m/s逐渐递减至0 m/s。ρ=1000 kg/m3,μ0=0.4 Pa·s;ρ、μ0分别为流体的密度与粘度。喷胶过程中管道因其雷诺数约为500以下,故认为喷胶过程中胶液处于层流状态。重力加速度为9.8 m·s-2。胶液入口的压强以及基座顶部的压强均为0.1 MPa。定义好边界条件的离散模型如图6所示。
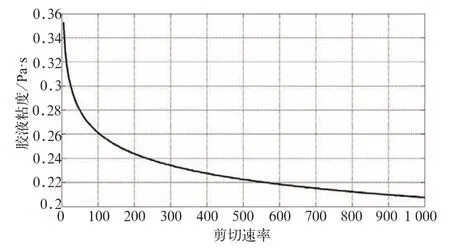
图5 胶液粘度随剪切应变率变化趋势图
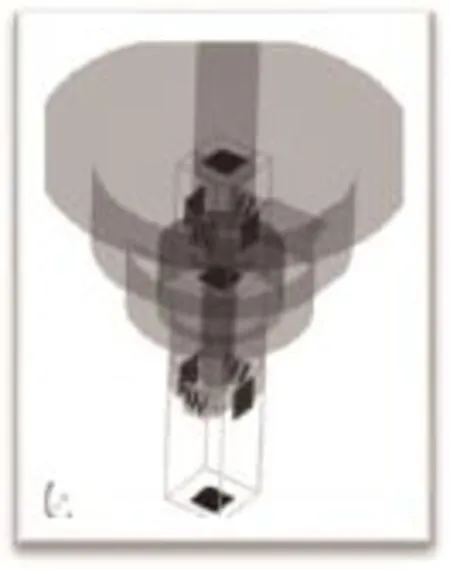
图6 边界条件示意图
3 喷胶过程中流体运动情况研究
3.1胶液喷射过程计算机仿真
为了揭示在LED点胶过程中喷胶阀内部流体的运动情况,我们对喷射过程进行了计算机仿真。仿真模型平面图与时间序列仿真组图如图7、图8所示。
通过上面的组图可以看出,随着撞针的向下运动,胶液喷射基本上可以分为喷出、拉丝、分离、滴落等几个阶段。同时注意到在撞针回程运动后,阀体的喷嘴处形成了一个胶液空腔。

图7 LED点胶过程中流体运动仿真平面图
图8 时间顺序排列的喷胶过程仿真组图
3.2胶液喷射过程实验图像采集
为了进一步验证仿真过程的真实性与可靠性,课题组利用高速摄像机拍摄了胶液从阀体被喷射至基板的全过程。从这一组图像中可以看出,胶液喷射过程大致经历了胶液喷出、胶体拉丝、速度分离、胶滴滴落4个阶段。同时对比图8,可以发现由仿真得到的胶液喷射过程与通过高速摄像机拍摄到的时间序列图像基本一致。
图9 时间顺序排列的胶液喷射过程组图
3.3胶液喷射过程的流体运动分析
为了进一步揭示胶液在运动过程中出现各种运动现象的原因,课题组基于前述的仿真结果,得到并分析了喷胶过程中速度矢量分布图,如图10所示。
图10 喷胶过程速度矢量图
从图中可以发现,当喷胶阀撞针开始向下运动时,胶液出现了向喷射方向的反方向运动的趋势。随着撞针深入阀体基座腔,速度矢量愈发密集,并可以看到阀腔中上方的胶液从灌胶口中涌出。同时喷嘴中已喷出胶液的速度出现明显的分离,逐渐导致胶液断裂。当在第14帧时发现有大量的胶液从灌胶入口回流。而到达第70帧时,仍有部分胶液从灌胶口喷出,同时由于胶液回流,在阀的喷嘴处形成了一个空腔。
4 影响胶液喷射的耦合因素研究
通过上述的喷胶过程运动仿真与图像采集,我们发现了胶液在撞针运动过程中的回流现象,并从宏观尺度上了解了胶液在喷射过程中的运动情况。
但细化到微观尺度上来讲,我们还不清楚各种因素对胶液喷射运动过程的影响。因此课题组又在此基础上从胶液粘度、撞针速度、阀体尺寸三个方面对胶液喷射的影响进行了仿真研究。
4.1胶液粘度对胶液喷射的影响
为了研究胶液的粘度对胶液喷射的影响,我们设计了5组仿真实验,胶液的粘度分别为0.4 Pa·s、0.8 Pa·s、2 Pa·s、5 Pa·s和10 Pa·s,其他工艺参数保持不变。5组不同仿真中的主要参数见表2。
表2 胶液粘度参数研究中仿真模型的主要参数
不同粘度下喷嘴口处胶液的速度分布情况如图11所示。随着胶液粘度的增加,胶液喷出的速度会有些许下降。注意到当胶液的粘度超过5 Pa·s时,部分已经喷出的胶液又返回到喷嘴中,图中5 Pa·s和10 Pa·s的曲线出现了波峰。其原因在于粘度较大的胶液内部存在更大的液体张力,因而当胶液的喷射动能达不到一定值的时候将无法分离。因此会有部分已经喷出的胶液又被拉回基座腔内。

图11 胶液喷出的速度
不同粘度的胶液最终到达基板上的胶液的体积如图12所示。可以看出,胶液粘度越大,喷出的胶液体积越少,到达基板的时间也越晚。这也验证了胶液粘度越大,越难以喷出胶液,且喷出的速度也越慢。
不同粘度胶液从灌胶口喷出的胶液体积如图13所示。胶液粘度越大,从灌胶口喷出的胶液体积越少。但值得注意的是,从灌胶口喷出的胶液体积大约为从喷嘴口喷出的胶液体积的100倍。在撞针下冲的过程中,阀腔内部的体积被压缩,仅仅只有很小一部分的胶液通过喷嘴喷射出来,而绝大部分胶液则被排挤到灌胶口处。这对于计算胶液喷射体积、建立点胶过程模型具有很重要的指导作用。
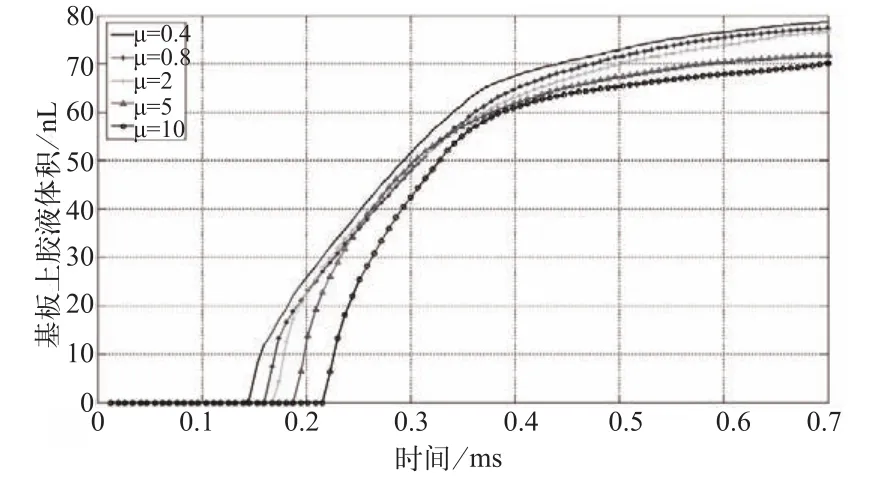
图12 最终到达基板上的胶液体积

图13 灌胶口喷出的胶液体积
4.2撞针速度对胶液喷射的影响
为了研究撞针速度对喷胶的影响,课题组设计了5组仿真实验,以参照组中撞针速度为V,其他四组的速度分别为0.25V,0.5V,2V和3V,其他参数保持不变。5组不同仿真中的主要参数见表3。

表3 撞针速度参数研究中仿真模型的主要参数
不同撞针速度下,胶液喷出的速度如图14所示。从图中可以看到,撞针的速度越大,胶液喷出的速度也越大。其原因在于撞针的速度越大,其运动过程中传递给胶液的动能也越大,因而胶液才能在运动过程中克服其内部的张力而喷出。
不同撞针速度下,最终到达基板上的胶液体积如图15所示。撞针速度越大,喷出的胶液体积越多,到达基板的时间越早。当速度为0.25V时,胶液喷出的速度过小,在仿真时间内都没有到达基板。
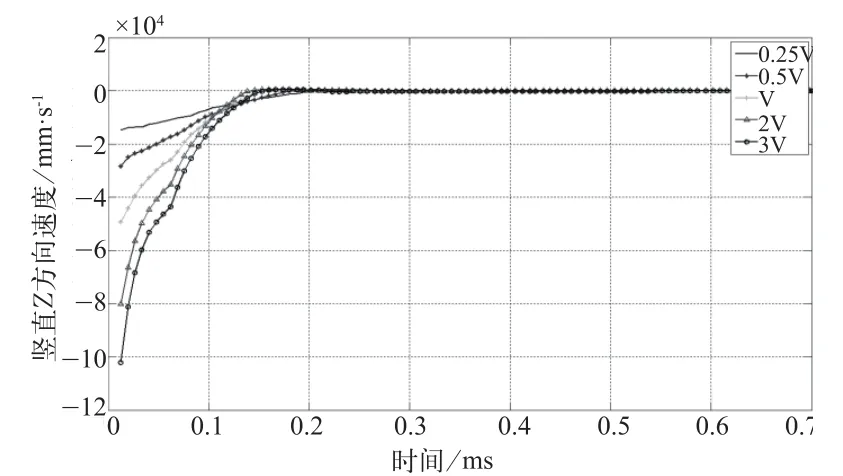
图14 不同撞针速度下胶液喷出的速度
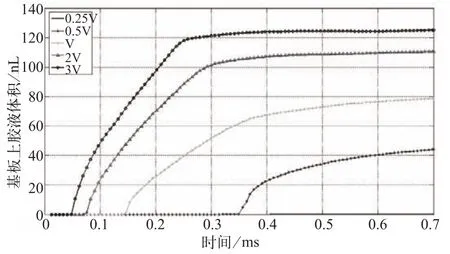
图15 到达基板上的胶液体积
从灌胶口喷出的胶液体积如图16所示。从图可以看到,撞针速度越大,从灌胶口喷出的胶液体积也越大。
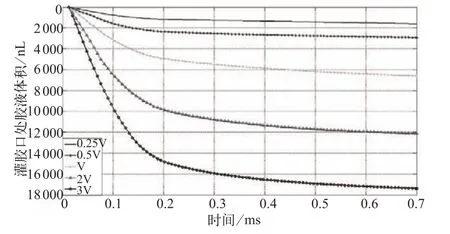
图16 灌胶口喷出的胶液体积
在目前使用的喷射式点胶阀中,正常工作下撞针的运动位移与作用时间十分短暂。因此为了实现LED封装中高粘度的胶液喷射,解决胶液无法喷出的问题,就需要在这段微小的时空范围内尽可能提升撞针的动能。
4.3腔针间隙对胶液喷射的影响
为了探索喷胶阀基座腔体与撞针间的间隙对胶液喷射效果的影响,课题组设计了5组仿真实验,主要参数见表4,其结构示意图如图17所示。
表4 腔针间隙参数研究中仿真模型的主要参数
图17 不同的腔针间隙
腔体与撞针间隙对胶液喷出速度的影响如图18所示。从图中可以看出,两者之间的间隙越小,胶液喷出的速度越大。其原因在于越小间隙导致胶液回流更加困难,故能增加胶液喷出的速度。
图18 腔针间隙对胶液喷出速度的影响
腔针间隙对基板上胶液体积的影响如图19所示。从图中可以看到,随着间隙的增加,最终到达基板上胶液的体积逐渐减小。其原因在于间隙增大,胶液回流相比从喷嘴口喷出更加容易,导致从喷嘴口喷出的胶液体积减少。
图19 腔针间隙对基板上胶液体积的影响
腔针间隙对灌胶口喷出胶液体积的影响如图20所示。从图中可以看到,间隙对灌胶口喷出胶液体积的影响较小。这是由于灌胶口距离基座腔下半部分较远,而基座腔下半部分间隙的变化对上半部分胶液运动的影响有限。
可以看出,即便间隙大小不一,从灌胶口喷出胶液的体积仍远远大于从喷嘴处喷出的胶液体积。因此缩小基座腔与撞针间的间隙,会更有利于胶液喷射。但间隙若过分狭小,一则会加大阀体制造工艺上的难度。二则容易使阀体内部受力复杂,甚至会减小喷胶阀的使用寿命。
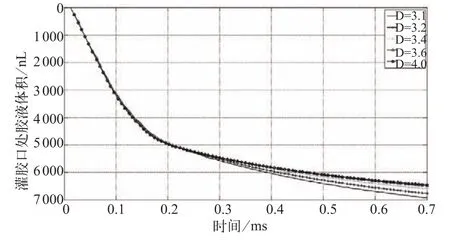
图20 腔针间隙对灌胶口喷出胶液体积的影响
5 结论
在LED封装过程中,荧光粉点胶是一项极其重要的工序,它直接影响了LED成品的质量。而如何实现高性能LED制造中高粘度、高频率、高可靠性的点胶要求则成为LED封装装备制造的难题。
本文围绕LED封装中的点胶环节,首先根据实验工况建立了喷胶阀的有限元仿真模型,结合喷胶实验对喷胶过程进行仿真。根据仿真结果分析了喷胶过程中阀体内部胶液的运动情况,并发现了胶液往灌胶口回流这一特殊的运动现象。随后在宏观运动的基础上,文章分析了在LED点胶过程中胶液粘度、撞针速度、阀体结构对胶液喷射的影响,并得出了以下结论。
从宏观的流体运动角度来看,主要有三点:
(1)LED点胶中胶液的运动情况大致分为:胶液喷出、胶滴拉丝、速度分离、胶滴滴落、胶液回缩5个阶段。
(2)胶液回缩过程中由于胶液内部张力与大气压强的作用,会在喷胶阀的喷嘴处出现一个空腔。这对于计算每一次撞针工作下排出的胶滴体积有重要作用。
(3)从胶液的运动速度分析结果与图11可以得出点胶过程中阀体内部存在胶液回流至灌胶口的现象。而且从图11、图12等的对比可以看出回流量远大于喷射量。
从微观的喷射因素角度考量,主要有三点:
(1)从图11可以发现,胶液粘度对阀体内部胶液回流的影响很大,高粘度的胶液回流现象十分明显。这对于建立整个喷胶过程的数学模型有很大意义。
(2)撞针速度对于胶液喷射的影响很大。对比图11与图14可以看出,撞针速度相对于胶液粘度来讲,它对胶液喷射速度的贡献更大。因此要达到LED点胶高粘度、高频率的要求,必须要解决撞针高速运动的问题。
(3)在胶液粘度较大的时候,撞针速度与腔针间隙对胶液的喷出有很大的影响。从图15与图19可以看出,撞针速度过小或者腔针间隙过大会导致喷胶量大大减小,甚至出现胶液无法喷出的情况。
[1] 吕慧敏,蔡永泉.节能高手-LED的应用[J].现代显示,2006,(10):48-52.
[2] 江珊.照明LED技术标准简述[J].中国照明电器,2007, (2):23-25.
[3] 张博洋,张云鹏.新一代照明光源-半导体照明[J].科技资讯,2007,(18):11-12.
[4] 刘耀彬,胡观敏.我国LED产业的发展现状、趋势及战略选择[J].科技进步与对策,2010,(12):77-81.
[5] 姚玉峰,路士州,刘亚欣,孙立宁.微量液体自动分配技术研究综述[J].机械工程学报,2013,(14):140-153.
[6] 赵翼翔,陈新度,陈新.微电子封装中的流体点胶技术综述[J].液压与气动,2006,(2):52-54.
[7] 焦晓阳,刘建芳,谷峰春,刘国君,刘晓论.压电喷射点胶阀的喷射性能分析及实验研究[J].四川大学学报(工程科学版),2013,(2):193-198.
[8] 罗德荣,黄其煜,程秀兰.无接触喷射式点胶技术的应用[J].电子与封装,2009,(6):5-8.
[9] 赵翼翔,李涵雄,丁汉,等.基于谱方法的点胶过程建模[J].液压与气动,2004,(3):1-4.
[10] 孙道恒,高俊川,杜江,等.微电子封装点胶技术的研究进展[J].中国机械工程,2011,22(20):2513-2519.
[11] 龙乐.电子封装技术发展现状与趋势[J].电子与封装,2012,12(1):39-43.
[12] 陈从平,董小刚,张涛.非牛顿流体微挤出过程动态建模与数值仿真[J].机床与液压,2012,40(9):108-111.
[13] 陈从平.芯片封装中时间-压力点胶过程建模、控制与应用研究[D].武汉:华中科技大学,2007.
[14] 刘华勇.高黏度流体微量喷射与控制技术研究[D].武汉:华中科技大学,2007.
[15] 孙慧.高黏性微量液滴非接触式分配技术研究[D].哈尔滨工业大学,2011.
[16] 陈从平,方子帆,秦武.面向电子制造的时间-压力点胶过程建模[J].机床与液压,2009,37(3):74-76.
[17] 陈奎宇,邓圭玲.驱动系统参数对胶液喷射分配的影响[J].计算机仿真,2007,24(11):290-292.
[18] 李士会,何将三,邓圭玲.喷射器内胶液流动数值仿真[J].电子工业专用设备,2006,(135):51-54.
[19] Li Jianping,Deng Guiling.Technology Development and Basic Theroy Study of Fluid Dispensing-a Review[C]. The Sixth IEEE CPMT Conference on High Density Microsystem Design and Packaging and Component Failure Analysis.Washington D C,2004:198-295.
[20] Li H X,Liu J,Chen C P,et al.A simple Model-Based Approach for Fluid Dispensing Analysis and Control[J]. IEEE/ASME Transactions on Mechatronics,2007,12(4):491-503.
Research on Fluid Motion and Fluid Jetting Dispensing in High Performance Manufacturing of LED
PENG Xian'an1, SHAN Xiuyang1, SHEN Ping1, LI Hanxiong2
(1.College of Mechanical and Electrical Engineering,Central South University,Changsha410083,China; 2.State Key Laboratory of High Performance Complex Manufacturing,Central South University,Changsha410083,China)
LED lighting has high brightness, low power consumption, small size, environmental protection and other features, so it is considered to be the best source of future lighting method. For high viscosity, high frequency, high consistency of the LED phosphor dispensing, there are still some problems.Such as can’t jet glue, glue performance is not stable, dots consistency is not good and so on.The paper first describes the characteristics of LED lighting and the lighting package industry technical level, and then combined with the future mainstream jet dispensing technology, establish a computer simulation model of the LED jet dispensing process by using Flow-3D software. Then obtain the flow situation of glue dispensing process in the spray valve, and on the basis of it, discuss the factors to the glue injection. The results can lay a foundation for related research, also has certain reference function to the concrete LED industrial production and packaging equipment manufacturing.
LED package; jet dispensing; finite element analysis; influence analysis

TN305.94
A
1681-1070(2014)08-0008-07
彭先安(1989—),男,湖南衡阳人,硕士研究生,主要研究领域为封装装备制造;
单修洋(1989—),男,山东日照人,博士研究生,主要研究领域为精密机电系统建模、智能控制;
沈 平(1983—),男,陕西宝鸡人,博士研究生,主要研究领域为控制理论与控制工程、数字信号处理;
李涵雄(1959—),男,教授,博士生导师,主要研究领域为复杂机电系统建模、智能控制、机器学习等。
2014-03-06
国家重点基础研究发展计划(973计划)(2011CB013100)
猜你喜欢
作文周刊·小学一年级版(2022年24期)2022-06-18
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
小资CHIC!ELEGANCE(2022年2期)2022-01-11
中学生数理化·八年级物理人教版(2021年4期)2021-07-22
航空发动机(2020年3期)2020-07-24
数学物理学报(2020年2期)2020-06-02
石油化工(2019年1期)2019-02-14
小天使·一年级语数英综合(2017年1期)2017-02-16
广西电力(2016年4期)2016-07-10
橡胶工业(2015年3期)2015-07-29
