取向硅钢可逆轧制过程中温度控制方法研究
2018-10-08 02:55徐岩松谷春阳贾志伟张海利
鞍钢技术 2018年5期
徐岩松,谷春阳 ,贾志伟,张海利
(1.鞍钢股份有限公司,辽宁 鞍山114021;2.鞍钢集团钢铁研究院,辽宁 鞍山 114009)
冷轧是取向硅钢生产的重要工序,其生产工艺对产品质量有着不可忽视的影响。然而,取向硅钢特有的成分及工艺特点决定了其材具有脆硬特性,在冷轧过程中容易产生边裂甚至断带事故,限制了成材率和生产效率的提高。如何通过调整冷轧轧制工艺参数避免或减轻边裂和断带事故成为取向硅钢冷轧工艺的主要研究方向。文献[1]指出,冷轧时效轧制工艺已在取向硅钢生产中得到广泛应用。通过将钢卷预热到80~100℃,前几道次采用粗面工作辊轧制、大压下率、轧机出口关闭乳液及快速轧制等方法提高带钢温度,从而达到改善磁性及成材率的目的。但轧制温度的提高同时会带来轧辊磨损加剧、产品表面质量和板形恶化等负面影响。因此,合理的轧制温度应在避开轧制脆性区,并保证良好的产品质量。通过对取向硅钢可逆轧制过程中轧件传热过程的分析求解,获得冷轧轧制温度模型,进而为其时效轧制过程中的温度控制、轧制工艺参数优化提供理论依据。
1 取向硅钢可逆轧制过程中的传热模型
图1为取向硅钢在可逆轧制过程中的热交换过程,导致带钢温度变化的主要因素包括:入口带钢与空气、乳液之间的热交换,变形区内带钢所吸收的变形功和摩擦热,以及出口带钢与空气、乳液之间的热交换。据此,可以依照不同阶段的换热特点建立冷轧过程中带钢温度模型。
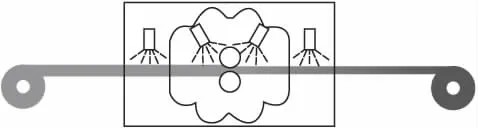
图1 取向硅钢可逆轧制过程中的热交换过程
1.1 带钢与空气、乳液间的热交换
带钢与周围环境介质之间传热的微分方程如式(1)所示:

式中,ρs为带钢密度,kg/m3;Cs为带钢比热,J/(kg·K);V 为带钢体积,m3;T 为带钢温度,℃;τ为时间,s;K为带钢与空气之间的热交换系数,W/(m2·K);A为环境介质与带钢接触面积,m2;T为轧件温度,℃;T∞为空气温度,℃;
假设在冷轧过程中,温度在带钢宽度、厚度及长度方向上均匀分布,且环境温度保持不变,则温度是关于时间τ的函数。根据集总参数法[2]将式(1)对时间τ进行积分整理,得出带钢温度的方程为式(2):

式中,T∞为空气温度,℃;T0为带钢入口温度,℃;KS-A为带钢与空气之间的热交换系数,W/(m2·K);l为特征长度,m;h为带钢厚度,m;v为轧制速度,m/min。
考虑到带钢与乳液之间热交换所导致的乳液温度变化,对乳液温度进行如下修正:

式中,z为乳液温度修正系数;ΔTs为带钢温降,℃;TL为乳液温度,℃;ΔTL为乳液温升,℃;ρL为乳液密度,kg/m3;CL为乳液比热,J/(kg·K);W 为带钢宽度,mm;Flow 为乳液流量,L/min。
将式(3)代入式(1),并对时间 τ进行积分处理,得到式(4):

式中,KS-L为带钢与乳液之间的热交换系数,W/(m2·K)。
1.2 变形区内的变形热及摩擦热
轧件在变形阶段吸收的变形热(Wp)和摩擦热(Wf)是轧件温度升高的主要原因,其表达式为[3]:
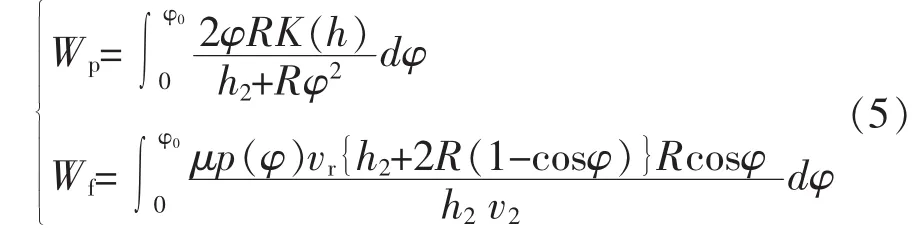
式中,h2为带钢出口厚度,mm;R为轧辊半径,mm;K(h)为轧件变形抗力,MPa;φ表示板厚为咬入角,rad;μ为摩擦系数;vr为轧辊与轧件的相对速度的绝对值,m/min;v2为轧件出口速度,m/min;p(φ)为轧制压力的法向分量,N/mm。
1.3 模型精度检验
表1为鞍钢某牌号取向硅钢冷轧工序轧制温度的计算结果与实测结果对比,现场实测其它温度如下:来料温度为50℃,乳液温度为45℃,环境温度为32℃。

表1 计算结果与实测结果对比
采用Romberg法对式(5)进行求解,结合式(2)和式(4)带钢在环境介质冷却作用下的温度方程,对上述生产环境下各道次带钢温度变化进行了模拟。对比发现:模拟结果能够与实测值较好的吻合,其计算误差均控制在10%以内,具有较高的计算精度。
2 取向硅钢冷轧轧制温度控制方法
在表1工艺条件下,第1道次不同传热阶段温度模拟结果见图2。
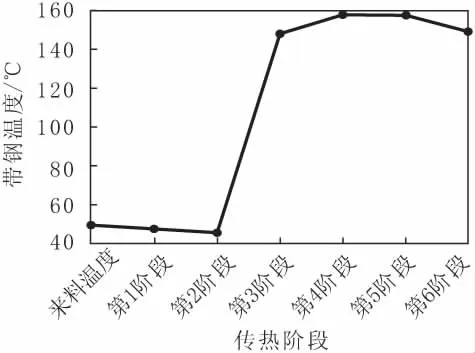
图2 第1道次不同传热阶段的带钢温度变化
带钢经入口空气和乳液冷却,温度由50℃降至46.18℃;变形区内带钢温度骤升至157.07℃,摩擦热导致的带钢温升仅为9.03℃,可以忽略不计;随后在空气的冷却作用下,其出口温度降至149.56℃。其他道次带钢温度变化过程与之相似,区别在于入、出口乳液流量的增加导致了较高的温降。因此,变形热是导致带钢温度升高的主要因素,摩擦热的影响相对较小;就环境介质的冷却作用而言,乳液冷却效果明显强于空气。
取向硅钢冷轧压下率分配除保证轧制温度之外,还受钢种、轧机能力、板形调整、边裂控制及打滑等因素限制,而乳液流量的调整导致了压下率调整窗口的进一步减小。因此,取向硅钢冷轧温度控制方式应在固化冷轧压下率的前提下,以原料温度、乳液分配及轧制速度的匹配优化为主要手段。
2.1 原料温度的影响
图3为不同原料温度对带钢出口温度的影响,在采用“高速、闭乳、大变形量”方式进行轧制的第1道次,原料温度对第1道次带钢出口温度的影响较为明显。这是由于在上述轧制方式下,入口乳液冷却产生的带钢温降较小,影响带钢温度变化的主要因素为变形量及原料温度,因而出现了带钢温度相差较大的现象。随着其它道次乳液冷却作用的不断增强,原料温度的影响随之减弱,这种由不同原料温度带来的道次间带钢温度差异不断减小,并趋于一致。
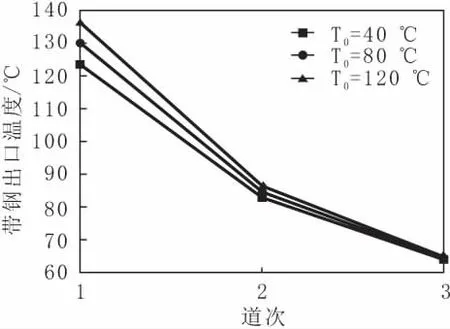
图3 不同原料温度对带钢出口温度的影响
2.2 乳液流量的影响
图4为乳液分配对第1道次带钢温度的影响,图4(a)中,入口乳液流量由500 L/min增加至2 000 L/min时,带钢温降仅为2℃左右,入口乳液流量对带钢温度影响较小,因为乳液温度与来料温度之间的差异较小、入口乳液冷却段特征长度小等因素导致乳液与带钢之间热交换量偏低。图4(b)中,出口乳液流量由0(出口闭乳控制)增加至2 000 L/min时,带钢温降高达70℃,此时变形热、摩擦热导致的带钢温升增加了带钢与乳液之间热交换量,且乳液流量增加等因素进一步增加了带钢温降。
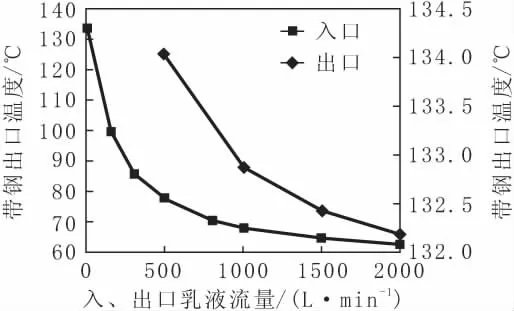
图4 乳液分配对第1道次带钢出口温度的影响
2.3 轧制速度的影响
轧制速度对带钢出口温度的影响主要通过减少环境介质与带钢热交换量和改善变形区润滑条件(即减少摩擦热)实现的。由图2可知,摩擦热对带钢温升的影响较小,因此带钢出口温度随着轧制速度的提高而增加。图5为轧制速度对带钢出口温度的影响,如图5所示,当轧制速度由30 m/min提高至300 m/min时,带钢出口温度由113.89℃升高至147℃,且温度升高程度逐渐减小。

图5 轧制速度对带钢出口温度的影响
3 轧制温度控制措施及实施效果
在不改变道次压下率分配的前提下,通过来料温度、轧制速度以及乳液流量的优化调整,亦能避免取向硅钢的脆性区轧制,同时提高冷轧成材率和产品质量。据此,取向硅钢冷轧轧制温度控制的基本方法如下:
(1)原料温度的选择应从保证轧制过程稳定性和改善产品质量的角度出发,并在设备能力允许的前提下,尽量提高原料上线温度,进而保证带钢的韧性区轧制。若原料温度低于韧脆转变温度,则易导致产生边裂,甚至断带事故,破坏了整个轧制过程的稳定性;反之,带钢温度过高容易造成轧制设备烫伤、轧辊磨损加剧、板形恶化等不良后果。考虑现场钢卷加热设备的实际能力以及生产过程中带钢边部温降较快等情况,将原料温度控制在80~90℃较为合理。
(2)适当增加乳液流量是提高轧制温度的有效方法之一。增加乳液流量会在一定程度上降低带钢温度,但是改善润滑条件以及减轻轧辊磨损程度,会使板形控制效果得以改善,抑制边部裂纹的萌生与扩展,有利于保持轧制过程稳定性和提高轧制速度。
(3)结合板形、边裂控制情况,在不破坏轧制稳定性的前提下适当提高轧制速度,有利于提高带钢温度以及生产效率。
表2为取向硅钢冷轧轧制温度控制方案及实施效果,其中原料温度选定为80℃,环境介质温度如前所述。现场实际应用效果表明:各道次带钢出口温度计算结果与实测值相吻合,且优化后的带钢温度高于轧材韧脆转变温度,保证了轧制过程稳定性。与此同时,由于轧制速度的提高,相应累计轧制时间约减少15 min,提高了生产效率。

表2 取向硅钢冷轧轧制温度控制方案及实施效果
4 结论
(1)利用集总参数法建立了带钢与周围环境介质间的热交换模型,并对冷轧过程中变形热、摩擦热导致的带钢温升进行了近似求解。模型具有较高的计算精度,可以为工艺制定及优化提供理论依据。
(2)取向硅钢可逆轧制过程中的温度调整应结合现场生产实际情况,以原料温度、乳液分配及轧制速度的匹配优化为主要手段。
(3)冷轧原料温度为80~90℃情况下,适当提高乳液流量和轧制速度能够有效避免在脆性区轧制,有利于提高该牌号取向硅钢冷轧成材率及生产效率。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
金属世界(2021年5期)2021-10-20
食品安全导刊(2021年21期)2021-08-30
有色金属科学与工程(2021年1期)2021-03-04
小学阅读指南·低年级版(2020年10期)2020-10-12
中国机电工业(2018年2期)2018-03-22
优雅(2017年11期)2017-11-11
建筑建材装饰(2016年13期)2017-01-04
优雅(2016年2期)2016-06-03
安徽冶金科技职业学院学报(2015年3期)2015-12-02