汽车保险杠用6013P铝合金挤压型材工艺研究
2021-09-14 09:02崔雷
铝加工 2021年4期
崔 雷
(华加日西林实业有限公司,深圳 518118)
0 前言
随着人们对环境保护和提升燃油经济性的呼声逐渐增高,对降耗减排的要求日趋严格。如果汽车整车重量降低10%,燃油效率可提高6%以上,所以汽车轻量化是大势所趋。而用铝合金材料代替传统的钢铁材料制造汽车可使车身减重40%以上。然而随着材料重量的减轻,为了保证车体的安全性,对材料的技术要求也将越来越高。
然而,随着客户对材料力学性能要求的不断提高,尤其是对汽车保险杠用铝合金型材的要求也越来越高,而目前普遍采用的6061、6082等中等强度合金(即抗拉强度≥320 MPa,屈服强度(290±20) MPa,A50mm延伸率≥10%)已不能满足客户的要求。6013铝合金是美国铝业公司研究开发的一种新型铝合金,其最初的应用目标为汽车行业,通过零部件重量的降低来提高燃油消费效率[1]。但目前该合金基本都是以板材为主,其力学性能普遍为抗拉强度≥350 MPa,屈服强度≥320 MPa,A50mm延伸率≥10%,同时保持着优良的耐蚀性和成型性[2]。因此,经评估我们选用6013铝合金来挤压空心型材,同时在6013铝合金基础上对化学成分进行了优化处理。通过合理控制主要元素Mg、Si、Cu的含量,并对挤压生产工艺进行验证确认,使材料的力学性能完全满足客户的技术要求,同时也填补了6013合金空心型材研发的空白。
1 试验过程
1.1 试验材料
试验选用直径为203 mm的6013P铝合金铸棒,其化学成分如表1所示。

表1 6013P铝合金化学成分(质量分数/%)
1.2 试验方案
采用2 500 t正向挤压机,空心型材最大壁厚为2.5 mm。由于6013P铝合金铸棒挤压性差,型材截面难度大,所以为了保证型材能顺利挤压出来,其首棒需要用高温短棒进行填充,慢速上压。型材挤压出来后,根据挤压突破压力大小,调整正常棒温。出料速度分别设定为5 m/min、6 m/min和7 m/min,淬火方式为在线穿水冷却,时效工艺制度为175 ℃,时效时间分别为8 h、9 h、10 h、11 h、12 h、13 h。分析不同出料速度和不同时效工艺对材料力学性能的影响[3]。
分别在第2、3、4支挤压型材上取约250 mm拉伸试样(第1支挤压型材报废处理),然后用电加热炉进行175 ℃×11 h、175 ℃×12 h、175 ℃×13 h人工时效处理。时效后采用10 kN电子拉伸试验机对试样进行测试,并通过拉伸数据结果最终确认合理的挤压工艺制度。
2 试验分析
2.1 出料速度对6013P铝合金力学性能的影响
在研发开始阶段,为了满足A50mm≥13.5%,同时保证抗拉强度≥380 MPa,对6013P铝合金化学成分中Cu含量进行了适当控制。Cu是铝合金中重要的合金化学元素,有一定的固溶强化作用,CuAl2(θ相)有着明显的时效强化效果。然而强度提高势必会引起塑性的降低,因此Cu含量也不宜太高[4]。6013P铝合金的强度比一般6×××系铝合金要高,但挤压性相对较差。根据现场实际突破压力值,铸棒加热温度采用(520±5)℃,其型材可以顺利挤压出来。而且出料速度不能太快或太慢,即如果出料过快,型材内腔会出现不同程度的刮烂现象;出料速度太慢,型材的淬火转移时间过长,导致力学性能低。因此,综合以上因素,本试验分别采用了5 m/min、6 m/min和7 m/min 3组不同的出料速度进行挤压试验分析[5]。检测结果如表2所示。
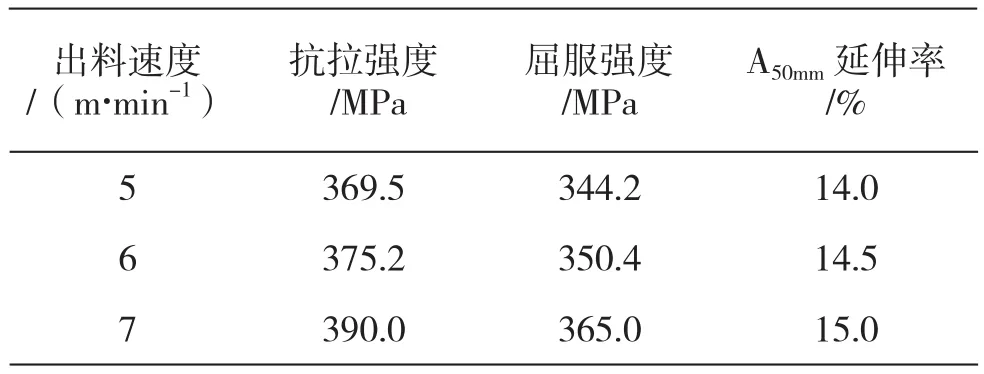
表2 出料速度对力学性能的影响
出料速度为5~7 m/min时,6013P铝合金均具有较好的挤压性能,型材无压烂现象。从表2中的试验数据可以看出,随着出料速度的提高,6013P铝合金的强度逐渐升高,延伸率略有所下降。
根据客户的技术要求,在出料速度为7 m/min时,材料的抗拉强度和延伸率均满足要求。结合现场实际挤压情况,最终将型材的出料速度设定为7 m/min。
2.2 不同出料速度下时效态的金相组织观察
分别对3种不同出料速度的型材截面的同一位置取样进行高倍金相组织分析,其金相显微组织如图1所示。

图1 不同出料速度下时效态的金相组织图
从图1中3种不同出料速度时效态下的金相组织可以看出,图1(a)的平均晶粒度为81.1 μm,(b)的平均晶粒度为77.4 μm,(c)的平均晶粒度为63.1 μm。随着出料速度的不断提高,时效后的型材平均晶粒度越来越均匀细小,抗拉强度也越来越高。
2.3 时效工艺对6013P铝合金力学性能的影响
根据相关技术资料表明,6013铝合金时效工艺采用177 ℃可获得较高的力学性能[6]。因此,结合现场生产实际情况,采用175 ℃、分别时效8 h、9 h、10 h、11 h、12 h和13 h后对6013P铝合金进行力学性能论证试验。测试结果如表3所示。
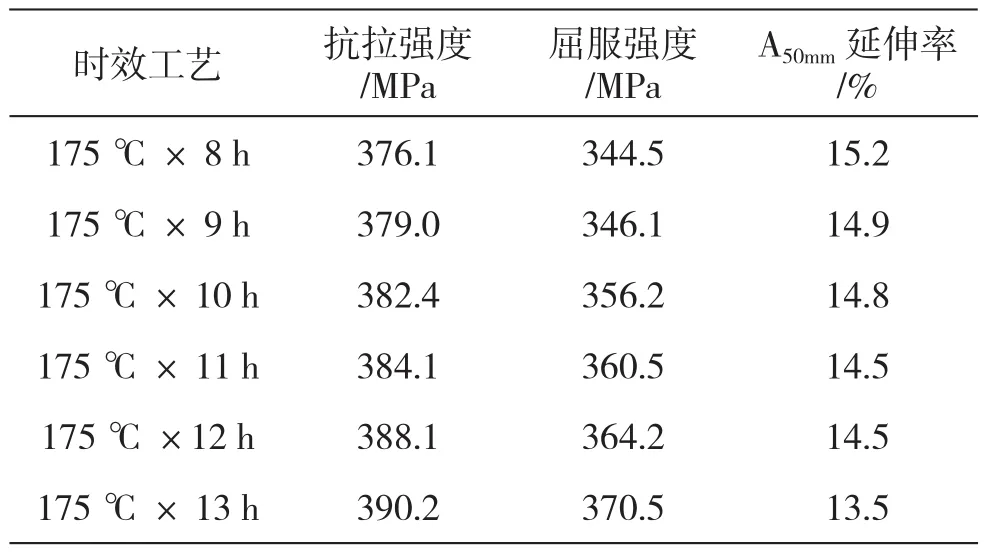
表3 时效工艺对力学性能的影响
通过表3可以看出,前2种时效工艺得到的6013P铝合金抗拉强度都在380 MPa以下,没有达到客户的技术要求,故不能采用。第3、4、6种时效工艺得到的6013P铝合金抗拉强度和延伸率虽然达到了客户的技术要求,但有不合格的风险,故也不能采用。结合现场生产,最终将型材的时效工艺设定为175 ℃×12 h。
3 结论
(1)通过对6013P铝合金挤压工艺的研究,确定了挤压空心型材时6013P铝合金合理的出料速度为7 m/min,铸棒温度控制在(520±5)℃范围内。
(2)通过对6013P铝合金挤压工艺的研究,确定了挤压空心型材时6013P铝合金合理的时效工艺参数为175 ℃×12 h。
按照以上挤压工艺参数,用6013P化学成分铝合金生产空心铝型材截面时,完全可以保证抗拉强度≥380 MPa、A50mm延伸率≥13.5%的技术指标,不仅填补了6013铝合金空心型材研发生产的空白,更为今后的大批量生产奠定了坚实的技术基础。
猜你喜欢
铝加工(2022年1期)2022-11-24
哈尔滨理工大学学报(2021年4期)2021-10-07
有色金属加工(2021年4期)2021-08-11
宇航材料工艺(2021年6期)2021-03-19
中国电气工程学报(2020年4期)2020-08-11
船舶标准化工程师(2020年1期)2020-06-12
中国化工贸易·上旬刊(2019年8期)2019-09-10
湖南大学学报·自然科学版(2019年6期)2019-07-26
中国建筑金属结构(2019年4期)2019-05-15
中国建筑金属结构(2019年4期)2019-05-15