20号碳钢与316L不锈钢钢管的焊接工艺研究
2021-10-09 13:49沈根平
内燃机与配件 2021年19期



摘要: 316L不锈钢管由于具有良好的耐腐蚀、表面光洁度高,因此316L不锈钢管在很多液压管道和传输管道应用较广。同时与原有碳钢产品就存在异种钢焊接,由于的两种材料差异、出现焊接接头软化、焊接的质量不稳定,通过母材材料的化学成分、物理性能和焊接性能的分析,提出可靠焊接方法和工艺措施。
Abstract: 316L stainless steel pipe because of its good corrosion resistance, high surface finish, so 316L stainless steel pipe is widely used in many hydraulic pipelines and transmission pipe lines. At the same time, there are dissimilar steel welding with the original carbon steel products, because of the difference between the two materials, the welding joint softening, welding quality is not very stable, through the chemical composition of the base material, physical properties and welding performance analysis, put forward reliable welding methods and technological measures.
关键词: 碳钢钢管;不锈钢;焊接
Key words: carbon steel pipe;stainless steel;welding
中图分类号:U671.81 文献标识码:A 文章编号:1674-957X(2021)19-0037-02
0 引言
近年来随着海工装备和承压管道的迅猛发展,新型装备在材料耐腐蚀、外观质量等方面提出了更高的要求,这些管道在持续向高性能化发展的同时,更加追求经济效益。其中,316L不锈钢钢管为一种塑性好、强度高、耐腐蚀好的材料,海工装备管系和承压管道中的应用持续扩大。因此,316L不锈钢钢管与20号碳钢钢管等异种材料的焊接逐渐明显增多,但20号钢管与316L不锈钢管焊接,由于两种材料的物理性能差异大以及工艺条件的限制,焊接质量稳定性较差。我们从两种材料的焊接性能分析入手,选择恰当的焊接方法,确定了合理的焊接工艺参数,通过焊接工艺评定试验,最终使20号钢管与316L不锈钢钢管异种材料的焊接,在生产中得到广泛的应用。
1 母材焊接性能分析
20号碳钢钢管是经冷拔成型,一般正火状态交货,其含碳量为0.2%,属于低碳的优质碳素结构钢,其机械加工性能和焊接性能都非常好,广泛的应用在无腐蚀介质的,常温和压力不高的管系结构中。316L不锈钢是属于含碳为0.025%的一种超低碳奥氏体不锈钢,它是在铬不锈钢中添加较高的镍而形成的具有奥氏体组织的不锈钢,由于含有较高的铬、镍、钼等合金元素,能够使表面形成一层坚固的氧化薄膜(钝化膜),使表面金属与介质隔离而不发生化学作用,因而具有良好的抗氧化性,耐腐蚀性,同时具有塑性、韧性和较好的加工性能和焊接性能。目前在海工装备和承压管道等行业中得到广泛应用。两种材料的化学成分和物理性能如表1和表2。
2 异种材料焊接特点及易出现的问题分析
2.1 异种金属焊接的特点
20号钢管与316L不锈钢钢管焊接时,由于焊缝两侧的电阻率和热导率有明显的差别,焊缝2侧的热量和熔化速度就不同,母材、焊条药皮、保护气体形成的保护圈,焊接熔池的行为也不一样。因而,母材2侧的熔化量也将随之而不同,熔融金属与母材的化学反应就不同,相互之间稀释规律也不同。由此可见,20号钢管与316L不锈钢钢管焊接接头各区域化学成分,不仅取决于母材和填充材料各自的原始成分,同时也随焊接方法和工艺的变化而变化。所以,20号钢管与316L不锈钢钢管施焊时,不论采用何种方法,尽量采用小的焊接参数,以降低对焊接接头化学成分的影响。化学成分的差异和冷却速度的不同,造成各区域组织的不同;组织的不同,接头各区域的强度、硬度、塑性、韧性就不同。有时几个晶粒的范围内,显微硬度变化幅度达100%;在两侧的热影响区的冲击韧度有几倍之差。总之,对于20号钢管与316L不锈钢钢管焊接接头来说,成分、组织、性能的不均匀性,是其焊接的主要特征。
2.2 异种金属焊接的主要问题
虽然20号碳钢和316L不锈钢各自的同种金属焊接性良好,但两者在物理性能如热导率、线膨胀系数等方面有较大差异。将两者通过焊接连接在一起即属于异种金属焊,比同种金属的焊接要困难得多,存在的主要问题如下。
①因20号钢的线膨胀系数316L不锈钢小,20号钢一侧的焊接過程的热胀冷缩量小得多,焊接过程中在接头区域产生较大的焊接应力,如果是薄构件将产生较大的变形。若焊接在高温停留的时间过长,熔合区将产生很大的附加蠕变,进而造成接头的早期破坏。
②20号钢一侧碳含量比与316L不锈钢一侧含量高近10倍,在焊接高温作用下,熔合区附近碳会从20号钢一侧向316L不锈钢一侧扩散迁移的情况。因此在20号钢一侧产生脱碳层,熔合区降低,组织发生变化,接头强度降低。而316L不锈钢一侧形成增碳层,且随着焊接加热时间延长,扩散层就越宽,焊接接头耐腐蚀性能会大大降低。
③20号钢具有铁磁性,而316L不锈钢无铁磁性,当这两种金属材料焊接时,由于电磁性差异较大,易造成焊接时焊接电弧偏弧或者电弧燃烧不稳定现象,影响焊缝的外观成形和内部质量。同时20号钢与316L不锈钢2种黑色金属焊接,可能会形成某些金属间的化合物,其中大部分金属化合物性能硬而脆,会降低焊缝的塑性和韧性,对焊接接头的力学性能影响很大。
3 焊接工艺选择
海工项目和承压管道,通常用的20号碳钢与316不锈钢管子直径从10-500mm,板厚从3-16mm,根据不同的使用工况,不同的厚度和直径,可以选择最佳的焊接方法、坡口形式等。
①焊接方法。根据20号钢和316L不锈钢焊接特点,常用的焊接方法:钨极氩弧焊、熔化极气体保护焊、焊条电弧焊和埋弧焊都可以进行焊接。但考虑到主要是管子,同时异种金属焊接,熔合比是很重要的质量指标,以及考虑到生产现场的具体情况和焊接的生产效率。我们采用小直径管子的焊接采用钨极氩弧焊打底和盖面的焊接方法,中等管径采用氩弧焊打底,手工电弧焊填充盖面的方法;大直径管的选用钨极氩弧焊进行打底焊,熔化极气体保护焊填充盖面焊的方法。
②焊接材料。由于这种材料焊接属于异种材料的焊接,为控制碳的迁移和合金元素的稀释,我们采用Cr、Ni含量更高的奥氏体不锈钢焊条。钨极氩弧焊,选用性能较高的ER309L氩弧焊丝,钨极选用放射性较小,承载电流容量较大的铈钨极,保护气体采用纯度为99.99%的氩气;手工焊选用E309MoL焊条,直径根据母材的直径和厚度来确定2.5mm还是3.2mm;气保焊采用直径为1.2mm药芯焊丝E309LT1 1,保护气体采用二氧化碳。这样可以减少焊接接头区的应力,改善焊接接头的性能,从而提高产品的使用性能。
③焊接接头坡口。考虑管子是承受压力的,因此管子对接必须开坡口,以保证焊缝全熔透。考虑到焊缝的熔合比和焊缝的性能,以及操作的具体要求,一般开30±2.5℃的单侧坡口,钝边厚度为0-0.5mm,坡口间隙为1-3mm,如图1所示。
④焊接操作要点。为保证20号碳钢与316不锈钢异种钢的焊接质量,在每一个操作环境都要注意操作细节。在焊接接头组对前,将焊缝2侧母材20-30mm内外壁表面的油污、氧化皮等杂质清理干净,防止焊接过程中在焊缝金属中产生气孔、夹渣等缺陷,进而影响焊接接头的使用性能。装配过程中,采用“V”型槽上装配,以保证同心度和错边量,同时要采用内外部同时保护的方法,提高焊缝内部的质量,防止内部焊缝氧化。在焊接,严格控制焊接线能量的大小和层间温度。如果焊接线能量很小,焊接过程中冷却速度很大,焊缝金属中将产生较多的铁素体组织;如果焊接线能量过大,焊缝的冷却速度过慢,焊缝金属中将析出过多的金属间化合物,这2种情况都会对焊接接头的性能产生很大的影响。尽量选用合适的焊接电流和电压,较快的焊接速度,尽可能采用多层多道焊,同时减少在焊缝边缘停留的时间。焊接前不需要进行预热处理,但在焊接过程中应对层间温度进行严格控制,保证层间温度不超过100℃,目的是防止焊缝和热影响区晶粒长大以及碳化物的析出,避免产生晶间腐蚀,防止不锈钢的塑韧性以及耐腐性性能的降低,具体参数见表3。
4 结束语
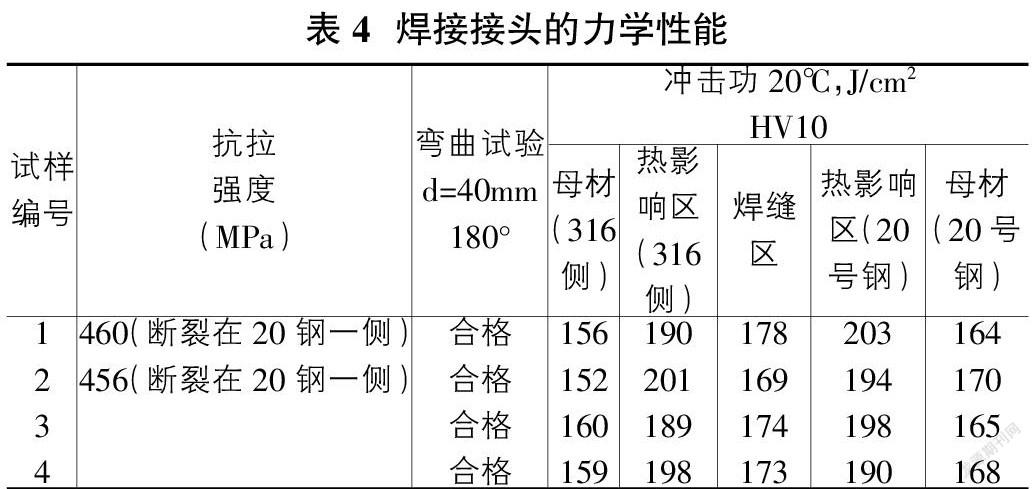
焊接后,对焊缝的表面质量进行检测,无气孔、夹渣和裂纹,焊缝的焊直线度、对称度、焊缝余高、焊缝的宽度都符合产品的外观质量要求;对接头进行PT和RT检测,符合相应标准的规定。同时,对接头进行机械性能试验(以Φ200×10为例,见表4)、宏观金相和硬度检测,都符合产品和规范的要求。通过多个项目焊接使用效果良好,20号碳钢和316L不锈钢焊接虽然属于异种材料焊接,但只要焊接方法选择恰当,焊接工艺注重细节,以及合理的焊接材料,是可以获得良好的焊接接头和使用效果的。
参考文献:
[1]沈根平.焊接基本技能实训[M].北京:高等教育出版社,2016.
[2]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1989.
[3]李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社工业装备与信息工程出版中心,2005.
[4]王瑞,王凤会,田华明,等.低碳钢与不锈钢焊接接头弯曲性能的分析[J].焊接学报,2013(2).
[5]孔祥明.异种钢焊接的特点及工艺[J].中国化工贸易,2012(9).
[6]周灵军.异类异種钢焊接问题及对策[J].化工机械,2010(3).
[7]ASME美国锅炉及压力容器规范第九卷《焊接和钎焊评定》(2019版).
猜你喜欢
学生导报·东方少年(2018年1期)2018-05-14
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
食品与生活(2015年9期)2015-09-12
家庭医药(2015年8期)2015-09-10