乳化沥青厂拌冷再生混合料性能研究与应用
2022-01-21 10:42孙艳华吴超凡
湖南交通科技 2021年4期
孙艳华, 李 泉, 吴超凡
(1.湖南联智科技股份有限公司, 湖南 长沙 410200; 2.湖南云中再生科技股份有限公司, 湖南 长沙 410007;3.湖南省建筑固废资源化利用工程技术研究中心, 湖南 长沙 410007)
0 引言
到2020年末,全国四级及以上等级公路里程494.45万km,高速公路里程16.10万km。2019年,我国公路养护里程495.31万km,占公路总里程98.8%,公路养护里程占公路总里程比例不断上升。沥青路面养护过程中产生大量的沥青废旧沥青混合料(RAP),而在国内RAP循环利用率低,大多被当做建筑垃圾丢弃,不仅污染环境、占用土地,同时也是对资源的极大浪费[1-2]。《国务院关于加快建立健全绿色低碳循环发展经济体系的指导意见》第17条(提升交通基础设施绿色发展水平)明确指出,推动废旧沥青路面材料的资源化利用,促进废旧道路沥青材料的循环利用对提高资源利用效率、改善环境质量、促进经济社会发展全面绿色转型具有重要意义,有利于我国绿色发展,实现碳达峰、碳中和目标。
乳化沥青厂拌冷再生技术具有能在常温下施工、无环境污染、建设成本低以及RAP利用率高等优点,可应用于沥青路面基层或中、下面层中,大力度回收RAP已成为实现低碳交通的重要途径之一[3-4]。本文通过对乳化沥青冷再生混合料级配研究以及使用性能对比分析,并依托某旧路改造工程,结合新型的冷再生拌和设备,研究将乳化沥青厂拌冷再生混合料应用于部分路面结构层中。该冷再生路面质量优异,经济、社会与环保效益显著,很大程度上提升了乳化沥青厂拌冷再生技术应用水平。
1 原材料
1.1 新集料
试验采用的新集料为广西象州县石灰岩,规格为10~20 mm,其技术指标与筛分结果见表1与表2。

表1 粗集料技术指标类别压碎值/%洛杉矶磨耗损失/%与沥青的粘附性/级表观相对密度吸水率/%针片状颗粒含量/%试验结果20.314.452.7540.49.0技术要求≤26≤305≥2.5≤2.0≤10

表2 集料筛分结果通过下列方孔筛(mm)的质量百分率/%26.5199.54.752.360.30.07510090.84.10.10.10.10.1
1.2 乳化沥青
采用“壳牌”70#A级沥青作为基质沥青,使用江苏苏博特冷再生乳化剂,其中乳化剂用量为2.5%,加入粒度指标对乳化沥青进行评价使用。试验结果见表3,乳化沥青各项性能指标优异,其<5 μm的颗粒粒度占90%以上。

表3 冷再生用乳化沥青技术检测指标类别破乳速度粒子电荷筛上残留物(1.18mm筛)/%恩格拉黏度E25蒸发残留物残留分含量/%针入度(25 ℃)/0.1 mm延度(15 ℃)/cm与粗集料的黏附性/%常温储存稳定性/%粒度分析/μm1 d5 dD25D90试验结果慢裂阳离子0.054.363.56773>2/30.51.61.3133.283技术要求慢裂阳离子≤0.12~30≥6350~80≥40≥2/3≤1≤5—≤5
1.3 RAP
将旧路改造中的重交RAP单独回收进行冷再生研究与应用。为了更好地进行冷再生级配控制,降低RAP变异性,提高RAP有效利用率,将其分档筛分成0~6 mm(4#)、6~11 mm(3#)、11~22 mm(2#)与22~32 mm(1#)4档规格,抽提筛分结果见表4与表5。

表4 RAP材料筛分试验结果规格通过下列方孔筛(mm)的质量百分率/%26.5199.54.752.360.30.0751#10019.40.60.10.10.10.12#10091.67.40.60.250.20.13#10010073.30.60.40.30.24#10010010094.749.37.41.4

表5 RAP材料抽提试验结果规格油石比/%通过下列方孔筛(mm)的质量百分率/%26.519.016.013.29.54.752.361.180.60.30.150.0751#2.5710060.0 50.8 44.0 34.3 22.7 17.4 13.2 9.8 7.6 6.5 5.7 2#2.3510095.6 80.6 63.2 37.2 22.3 16.7 12.9 9.9 7.7 6.4 5.2 3#2.50100100 100 10091.4 24.8 17.7 14.1 11.1 8.8 7.5 6.1 4#6.07100100 100100 100 95.5 65.2 46.8 33.7 26.1 22.6 18.7
2 乳化沥青厂拌冷再生混合料性能
2.1 新型乳化沥青冷再生级配范围
《公路沥青路面再生技术规范》(JTG 5521—2019)中乳化沥青冷再生粗粒式与中粒式设计级配范围较宽,与美国ARRA规范基本一致,仅将RAP当“黑石头”使用,忽视了RAP中残留老化沥青的作用,且粗粒式级配范围基本囊括了中粒式级配范围[5-9]。本文以4.75mm关键筛孔为依据,结合以往的研究经验,对上述2种级配范围进行整合,提出了新型的乳化沥青冷再生级配范围,以更好地满足对乳化沥青冷再生混合料性能的研究。新型级配与现行规范级配对比见表6。

表6 新型的乳化沥青冷再生级配与现行规范级配对比级配类型通过下列筛孔(mm)的质量百分率/%37.526.51913.29.54.752.360.30.075粗粒式范围10080~100—60~80—25~6015~453~201~7中粒式范围10010090~100—60~8035~6520~503~212~8新级配范围10010080~100—50~7025~5017~403~172~8
2.2 乳化沥青厂拌冷再生混合料双级配设计
严金海等[10]在研究乳化沥青冷再生时,指出RAP不能仅仅被当作“黑色石头”使用,其中残留的老化沥青能够改善冷再生混合料的性能;Ghavibazoo等[11]发现早期阶段,RAP中残留的老化沥青没有得到充分激发,但在长期服役过程中,它对冷再生混合料的性能影响较大。事实上,RAP中大部分粗颗粒是原粗集料与沥青胶泥的组合,或者完全是沥青细料的团体;在碾压过程中冷再生混合料粗RAP团块会发生一定程度分解,从而出现级配初步细化,长期服役过程中在车辆荷载作用下,尤其是夏天高温影响下,团块进一步分解、软化,不同RAP中的新旧沥青以及RAP中的新旧沥青与新集料表面裹附的沥青将逐渐相容,冷再生混合料会形成更加紧密的结构,冷再生混合料的级配特性逐渐由RAP级配(RAP当作“黑石头”)向矿料级配转化,此时沥青混合料中的旧沥青与矿料级配所起的作用非常关键[12-13]。因此,为使乳化沥青冷再生混合料始终具有很好的骨架结构,在进行混合料配合比设计时提出双级配设计理念,即在级配合成时尽可能使RAP级配既满足新型的冷再生级配范围,又与矿料级配在一定程度上满足《公路沥青路面施工技术规范》(JTG F40—2004)AC-20级配范围[14],使冷再生混合料级配在细化的过程中其真实级配始终处于RAP级配与矿料级配之间。
采用上述新型冷再生级配范围,根据冷再生研究经验,以4.75 mm筛孔通过率34.5%±3%作为控制指标,同时设置RAP掺量为80%,对3组冷再生混合料RAP级配与矿料级配合成性能及使用性能进行对比研究,确定出冷再生混合料综合性能最佳的合成级配,RAP合成级配与矿料合成级配见表7与图1。由表7与图1可知,3组冷再生RAP级配基本满足AC-20级配范围,且其矿料级配除0.075 mm筛孔外均基本满足AC-20级配范围。因此,冷再生混合料在细化过程中其真实的级配处于RAP级配与矿料级配之间,并且满足AC-20级配范围,使冷再生混合料能在服役过程中始终保持良好的使用性能。

表7 乳化沥青厂拌冷再生混合料合成级配合成级配通过下列方孔筛(mm)的质量百分率/%26.519.016.013.29.54.752.361.180.60.30.150.075级配1RAP级配10090.6——54.937.320.9——5.8—3.4矿料级配10094.4 86.9 75.1 66.7 47.7 34.1 25.8 19.7 16.0 14.0 12.0 级配2RAP级配10090.6——54.134.519.4——5.6—3.3矿料级配10094.4 86.9 75.1 66.4 45.6 32.7 24.8 19.1 15.5 13.6 11.6 级配3RAP级配10090.6——54.031.717.9——5.4—3.3矿料级配10092.7 86.9 75.1 66.1 43.5 31.2 23.8 18.4 15.0 13.1 11.3 新型级配范围10080~100——50~7025~5017~40——3~172~8AC-20级配范围10090~10078~9262~8050~7226~5616~4412~338~245~174~133~7

图1 RAP级配与矿料级配曲线图
2.3 最佳含水率与最佳乳化沥青用量
采用上述3组合成级配进行冷再生混合料配合比试验,确定不同合成级配下最佳含水率与最佳乳化沥青用量,其中水泥均为外掺1.5%,试验结果见表8。

表8 最佳含水率与最佳乳化沥青用量类别最佳含水率/%最佳乳化沥青用量/%级配15.04.5级配24.84.3级配34.54.0
2.4 使用性能
采用已确定的最佳含水率与最佳乳化沥青用量对3组级配乳化沥青冷再生混合料进行力学性能与路用性能对比试验,试验结果见表9。由表9可知,3组级配冷再生混合料各项性能指标均较好,但级配2综合性能优于级配1,级配3各项性能与级配1、级配2相比差距较大。通过不同合成级配力学性能与路用性能试验对比,确定了乳化沥青冷再生混合料级配设计以4.75mm筛孔通过率34.5%为参考依据的正确性。

表9 不同合成级配乳化沥青厂拌冷再生混合料性能对比检测指标毛体积相对密度最大理论相对密度空隙率/%劈裂强度(15 ℃)干劈裂/MPa湿劈裂/MPa强度比/%动稳定度(60 ℃)/(次·mm-1)冻融劈裂(25 ℃)未冻劈裂强度/MPa冻融劈裂强度/MPa强度比/%级配12.2812.4888.30.860.8295.39 4210.480.4084.0级配22.2842.4948.60.890.8190.69 3690.490.4286.4级配32.2612.5019.60.810.7491.59 0150.430.3377.8设计要求//≤11≥0.7/≥80≥3 000//≥75
3 工程应用
3.1 新型的乳化沥青冷再生拌和设备
本项目引进了一种新型的含有双向复合振动拌和系统的双层多步拌和设备,进行乳化沥青厂拌冷再生混合料分步、振动与预拌和生产。该新型拌和设备由上、下两级搅拌缸组成,在生产过程中可实现混合料分步拌和,保证了乳化沥青对新旧粗集料的充分裹附。其一级搅拌缸相向螺旋搅拌组件包括驱动电机、减速机、双搅拌轴、轴向振动装置与径向振动装置,在生产过程中实现了混合料双向复合振动拌和,使混合料在旋转推进过程中在径向上附加咬和力,提高了拌合效率和效果,保证了混合料生产过程中混合均匀与质量稳定,新型拌合设备及结构见图2~图4。

图2 拌和设备

图3 拌和设备结构图

图4 振动拌和机构立体视图
拌合工艺:乳化沥青裹附能力较差的新旧粗骨料进入一级搅拌缸后,开启振动拌和,添加部分水与乳化沥青,然后添加水泥预拌和,完成预拌和的新旧粗骨料混合料通过柔性连接装置进入二级搅拌缸。剩余的RAP进入二级搅拌缸进料斗,添加水与乳化沥青,搅拌形成半成品料,然后与一级搅拌缸半成品料混合搅拌,紧接着添加矿粉,混合搅拌均匀,成品冷再生混合料从下料口落至成品皮带、输送到成品仓内。
乳化沥青与水添加工艺(见图5与图6):一、二级搅拌缸水与乳化沥青交替布置的喷射添加管分为三级,为前、中、后并排布置,间距分别为30、50、50、50、50 cm,其中第一级润湿用水管距进料端30 cm。乳化沥青喷洒装置面向来料方向水平偏上倾斜15°~25°,呈放射状均匀喷洒乳化沥青。

图5 乳化沥青与水添加管道结构图

图6 乳化沥青喷洒装置
3.2 生产质量监控
采用室内研究确定的合成级配2及其配合比进行乳化沥青厂拌冷再生混合料的生产。RAP掺量为80%,其中旧沥青油石比为3.2%左右,最佳含水率为4.8%,最佳乳化沥青用量为4.3%,外掺水泥1.5%,混合料总油石比为5.9%左右[15],冷再生混合料外观见图7。在生产过程中通过取样检验冷再生混合料总油石比、矿料级配、体积指标以及路用性能,来监测生产过程中乳化沥青添加的准确性、冷再生混合料级配与质量(见表10与表11)。

图7 冷再生混合料效果图
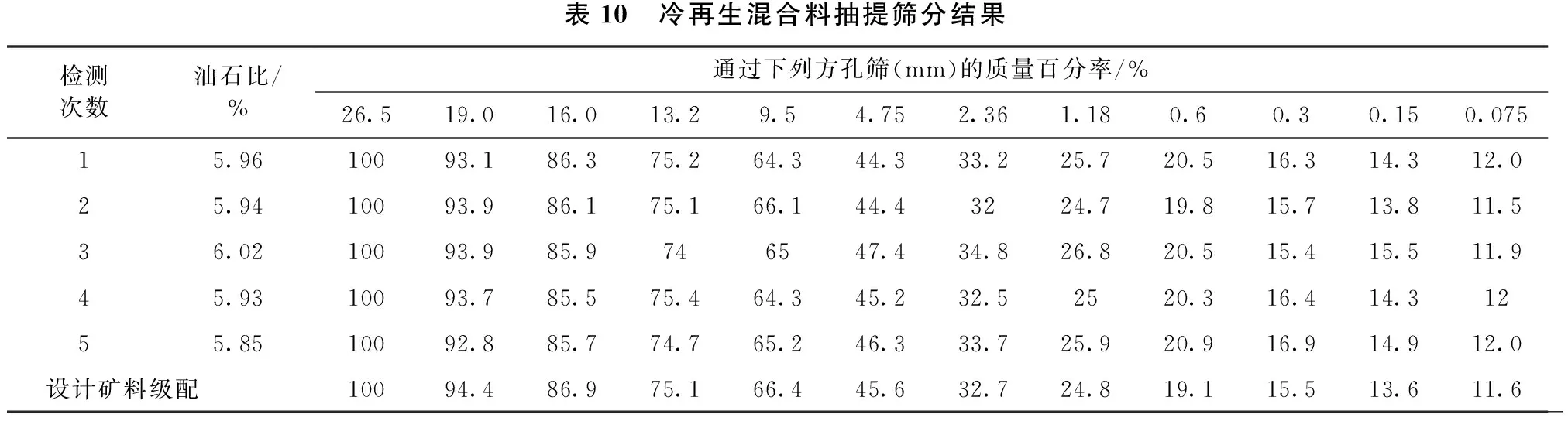
表10 冷再生混合料抽提筛分结果检测次数油石比/%通过下列方孔筛(mm)的质量百分率/%26.519.016.013.29.54.752.361.180.60.30.150.07515.9610093.186.375.264.344.333.225.720.516.314.312.0 25.9410093.986.175.166.144.43224.719.815.713.811.536.0210093.985.9746547.434.826.820.515.415.511.945.9310093.785.575.464.345.232.52520.316.414.31255.8510092.885.774.765.246.333.725.920.916.914.912.0 设计矿料级配10094.486.975.166.445.632.724.819.115.513.611.6

表11 冷再生混合料路用性能试验结果检测次数毛体积相对密度空隙率/%15 ℃劈裂强度/MPa冻融劈裂强度比/%动稳定度/(次·mm-1)12.2938.10.8886.410 50022.2879.30.9387.59 84432.2928.10.9786.410 16142.3007.80.9585.89 26552.2958.00.9186.89 692
从表10与表11可知,乳化沥青在生产过程中添加基本准确,冷再生混合料级配稳定、路用性能优异,且其毛体积相对密度有较大幅度提高,空隙率有所降低,验证了该新型拌和设备的优越性。
3.3 现场施工与检测
本项目冷再生路面施工采用双钢轮初压、单钢轮与胶轮复压以及双钢轮终压的组合方式,施工质量显著提高,冷再生路面平整,见图8。冷再生路面养生3 d左右可取出完整密实芯样,其压实度保持在93%左右,远超设计要求,冷再生芯样见图9。

图8 冷再生路面

图9 冷再生芯样
3.3 经济、社会与环保效益分析
该项目共生产乳化沥青厂拌冷再生混合料4.6万t,利用RAP 3.68万t,很大程度上减少了RAP堆放或掩埋对环境的污染,避免了不可再生资源的浪费,与采用ATB-25热拌混合料相比,大大降低了生产成本,节省造价约858.2万元,经济、社会与环保效益显著。
4 结论
1) 确定了RAP筛分规格,优选出高性能乳化沥青,开发了新型的乳化沥青冷再生混合料工程级配范围,并确定了该冷再生混合料级配设计应以4.75 mm筛孔通过率34.5%为参考依据。
2) 新型的双向复合振动拌和设备及双层多步拌和设备生产的冷再生混合料拌合均匀、质量稳定、力学性能与路用性能优异,其毛体积相对密度相比室内拌合有较大幅度提高,空隙率有所降低,验证了该新型拌合设备的优越性。
3) 冷再生路面质量优异,具有显著的经济、社会与环保效益。
猜你喜欢
房地产导刊(2022年5期)2022-06-01
铁道科学与工程学报(2022年3期)2022-04-13
西部交通科技(2022年1期)2022-03-21
建材发展导向(2021年20期)2021-11-20
科学技术与工程(2020年31期)2020-12-16
矿业工程(2020年4期)2020-11-18
建筑与装饰(2020年4期)2020-05-21
文艺生活·中旬刊(2016年11期)2016-12-13
药学研究(2015年11期)2015-12-19
筑路机械与施工机械化(2015年11期)2015-07-01