通过挤出反应制备高流动性PP/POE复合料
2023-12-06 11:33罗娇王益龙王楠
现代塑料加工应用 2023年4期
罗娇 王益龙 王楠
(大连理工大学化工学院高分子材料系,辽宁 大连,116024)
高流动性聚丙烯(PP)近年来的研发和应用势头强劲[1],被广泛应用于各种家用电器、汽车、食品包装、日用消费品等领域的薄壁注塑件中[2]。采用氢调法[3]或挤出反应可控降解法[4]可制得高流动性PP。挤出反应可控降解法具有牌号易更换、节能和生产易操作等特点[5],采用该方法生产的PP熔体流动速率(MFR)高于30.0 g/10 min时材料呈现脆性,冲击强度较低[6-7]。以下采用乙烯-辛烯共聚物(POE)增韧PP,研究PP/POE/引发剂/抗氧剂体系的挤出反应以及高流动性PP/POE复合料的微观形态和力学性能。
1 试验部分
1.1 主要原料及仪器设备
均聚PP, T03-S,细粉粒状,MFR为3.2 g/10 min,中国石化镇海炼化分公司;2,5-二甲基-2,5-二(过氧化叔丁基)己烷(简称双25引发剂),分析纯,阿克苏诺贝尔聚合物化学(宁波)有限公司;抗氧剂,由抗氧剂1010和268组成的复合型颗粒,工业级,江苏宁康化工有限公司;POE, 8999, 美国陶氏集团;过氧化二异丙苯(DCP),分析纯,上海白鹤化工厂有限公司。
双螺杆挤出机,CTE-35, 螺杆直径35.5 mm,长径比36∶1,科倍隆-科亚(南京)机械有限公司;熔体流动速率仪,XNR-400, 简支梁冲击试验仪,XCJ-4,均为承德试验机有限责任公司;电子天平,BS223S,德国Sartorius公司;差示扫描量热仪,DSC-204,德国耐驰公司;扫描电子显微镜(SEM),Nova Nano SEM450,美国FEI公司;X射线衍射仪(WAXD), D/Max-2400,日本理学电机株式会社;注塑机,SZ-35,大连塑料机械厂;电子拉伸试验机,5567A,英国Instron有限公司。
1.2 样品制备
1.2.1 分开加料工艺
图1为双螺杆挤出机分开加料工艺装置示意。POE与抗氧剂按照质量比95.0/5.0称取,使用高速混合机混合均匀,加入喂料机的中间料斗。称取质量分数分别为0.04%,0.06%,0.08%,0.10%,0.12%,0.14%,0.16%,0.18%的双25引发剂以及2 kg PP,用高速混合机混合均匀,加入进料区料斗,使用双螺杆挤出机进行挤出反应、造粒。双螺杆挤出机各区温度分别为180,190,195,200,200,200,200,190,180 ℃(机头),螺杆转速为100 r/min,排气真空度为0.08 MPa,主喂料机的喂料速率为4 kg/h,中间喂料机的喂料速率为402 g/h,使PP与POE质量比为 90.0/10.0,挤出的样条经过冷却、切粒即为高流动性PP/POE复合料。
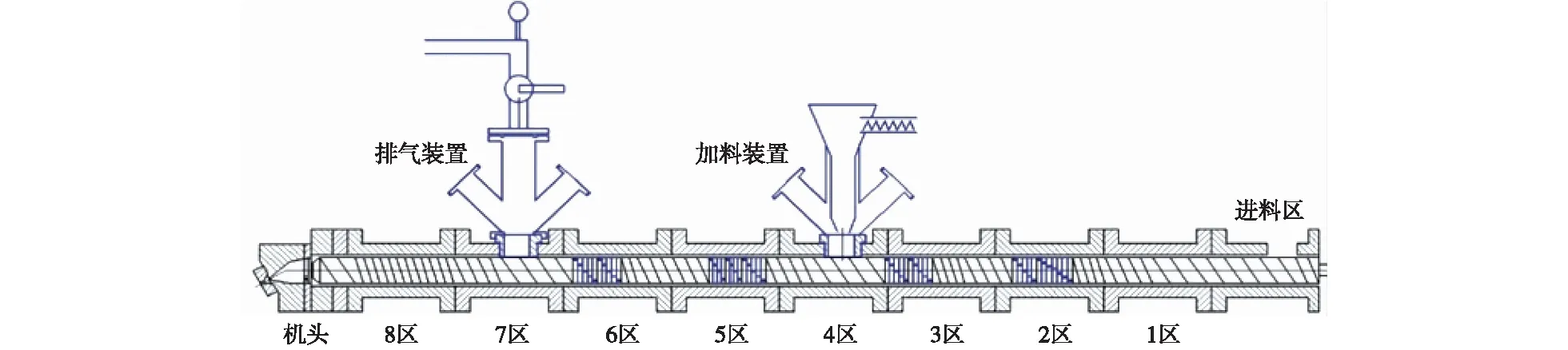
图1 双螺杆挤出机分开加料工艺装置示意
1.2.2 一起加料工艺
PP,POE,抗氧剂质量比按照90.0/10.0/0.6称取,共配制9个样品,每个样品2 kg,称取质量分数分别为0.02%,0.04%,0.06%,0.08%,0.10%,0.12%,0.14%,0.16%,0.18%的双25引发剂,用高速混合机混合均匀后,装入主喂料机料斗中。按照分开加料工艺的挤出条件,按停留时间截取高流动性PP/POE复合料。
1.3 测试与表征
MFR分析:采用半模口法[8],温度230 ℃、载荷2.16 kg;SEM观察:液氮脆断,在50 ℃的庚烷中刻蚀24 h;物料停留时间测试:采用色母粒标记法,在进料区的喂料口处加入6粒色母粒,至模口处看到样条变色,计时;WAXD分析:将颗粒样品进行熔融热压,制成20 mm×20 mm×2 mm的样片,CuKa辐射源,电压40 kV,电流100 mA,扫描速率为5 °/min,扫描步幅为0.020°。
力学性能按照GB/T 1040.1—2018测试。
2 结果与讨论
2.1 引发剂对PP/POE复合料MFR的影响
采用分开加料工艺制备PP/POE复合料。调节主喂料机和中间喂料机的喂料速度比,使PP/POE/抗氧剂质量比为90.0/10.0/0.4。引发剂用量对PP/POE复合料MFR的影响见图2。
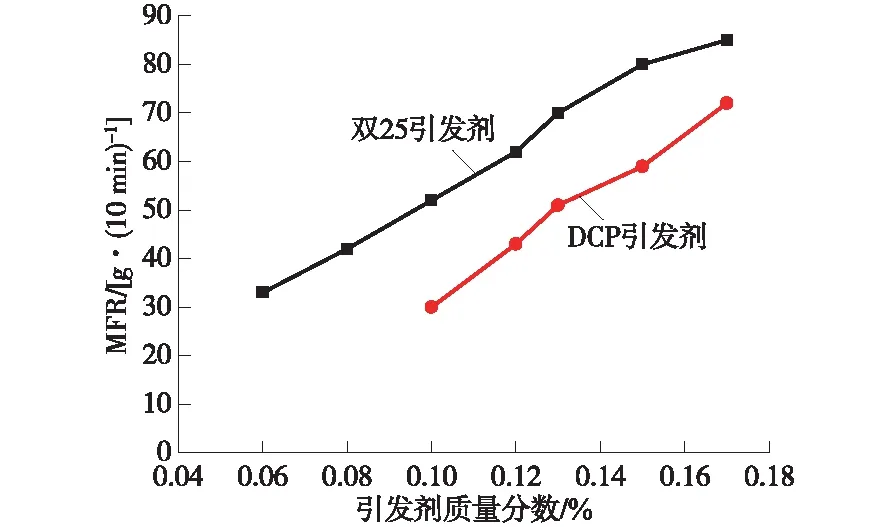
图2 引发剂对PP/POE复合料MFR影响
从图2可以看出,相同引发剂用量下,采用双25引发剂的PP/POE复合料MFR明显高于采用DCP。因为双25引发剂分解出的活性自由基数目比DCP更多,可以引发PP分子链发生更多的β断链反应,使得PP/POE复合料的MFR更高。
2.2 螺杆转速对PP/POE复合料MFR的影响
采用分开加料工艺和初混料比例,双25引发剂质量分数为0.08%,螺杆转速对PP/POE复合料MFR和物料停留时间的影响见图3。
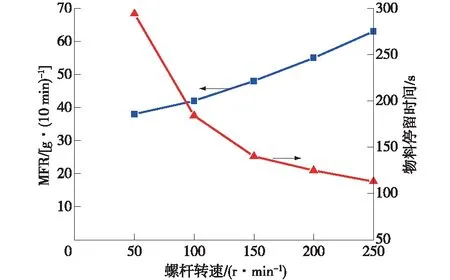
图3 螺杆转速对PP/POE复合料MFR和物料停留时间的影响
由图3可知:随着螺杆转速提高,PP/POE复合料的MFR明显升高。螺杆转速越高,物料停留时间越短,但由于PP/POE复合料的MFR提高,说明较高转速螺杆对PP大分子的剪切作用导致PP断链效应占主要作用。
2.3 加料工艺对PP/POE复合料MFR的影响
PP,POE,抗氧剂质量比按照90.0/10.0/0.6称取,分别采用一起加料和分开加料工艺在双25引发剂不同用量下制备PP/POE复合料。加料工艺对PP/POE复合料MFR的影响见图4。
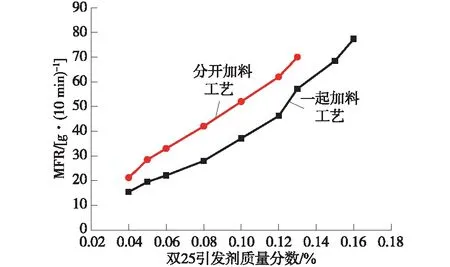
图4 加料工艺对PP/POE复合料MFR影响
由图4可知:无论是采用分开加料工艺还是一起加料工艺,PP/POE复合料的MFR都随双25引发剂用量增加而增大;使用相同用量的双25引发剂,一起加料工艺得到的PP/POE复合料MFR会略低于分开加料工艺。
2.4 PP/POE复合料的微观形态
采用一起加料工艺制备的2个不同MFR的PP/POE复合料微观形态见图5。由图5可知,POE均呈球状,分布均匀,微球直径为2 μm。
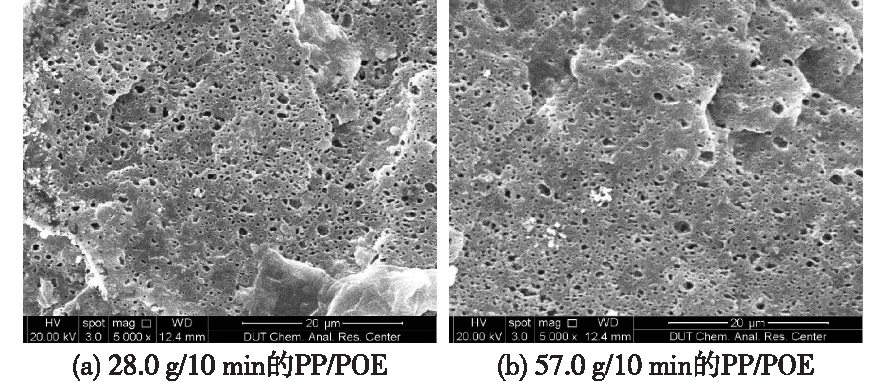
图5 PP/POE复合料脆断面SEM照片(×5 000)
2.5 PP/POE复合料的结晶行为
采用一起加料工艺制备的高流动性PP/POE复合料(MFR为28.0 g/10 min)的WAXD分析见图6。由图6可知,有对应α晶型的衍射蜂,而没有对应β晶型的衍射峰,表明加入POE和挤出反应都没有改变PP的晶型结构。
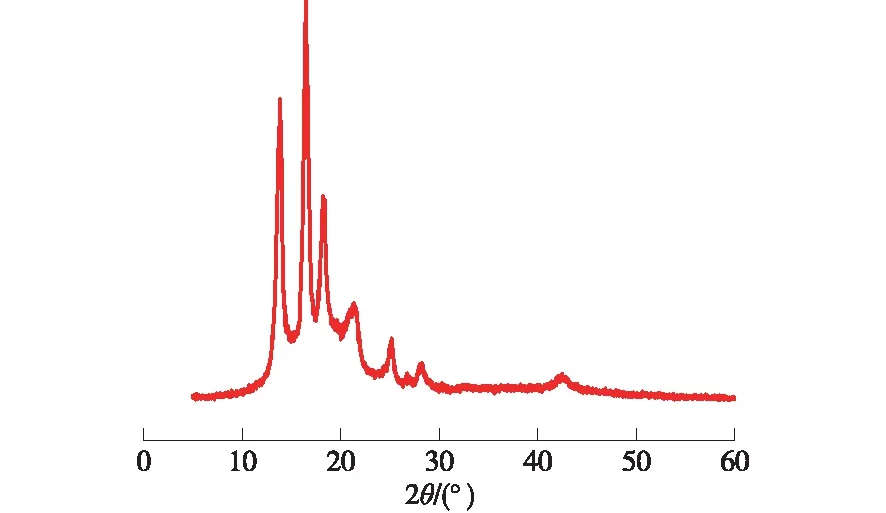
图6 PP/POE复合料的WAXD分析
2.6 PP/POE复合料应力-应变性能与MFR关系
表1是PP/POE复合料的应力-应变性能与MFR的关系。
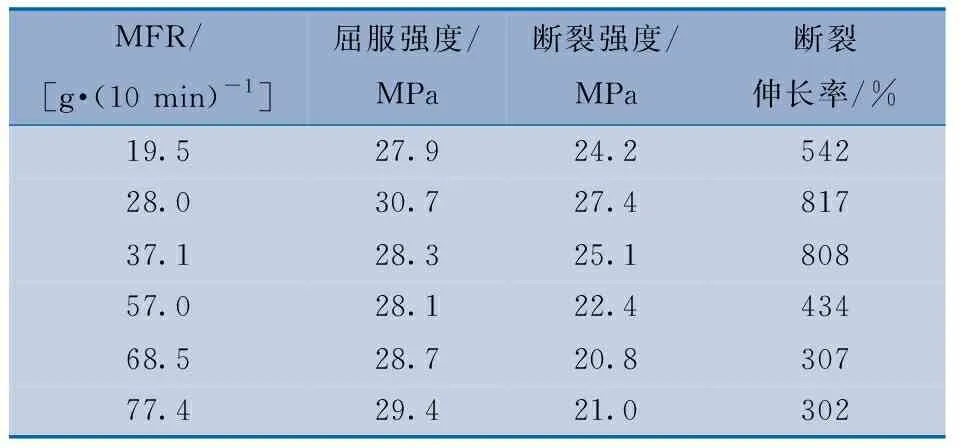
表1 PP/POE复合料应力-应变性能与MFR的关系
由表1可知,PP/POE复合料的屈服强度、断裂强度和断裂伸长率都在其MFR为28.0 g/10 min时出现最大值,然后下降。
2.7 PP/POE复合料无缺口冲击强度与MFR关系
图7是PP/POE复合料无缺口冲击强度与MFR的关系。由图7可知,随着PP/POE复合料的MFR增大,室温、0 ℃和-15 ℃下PP/POE复合料的无缺口冲击强度均下降,其中0 ℃下无缺口冲击强度下降较为明显。另外,室温下的样条均未断裂,而0 ℃和-15 ℃下的样条均断裂。
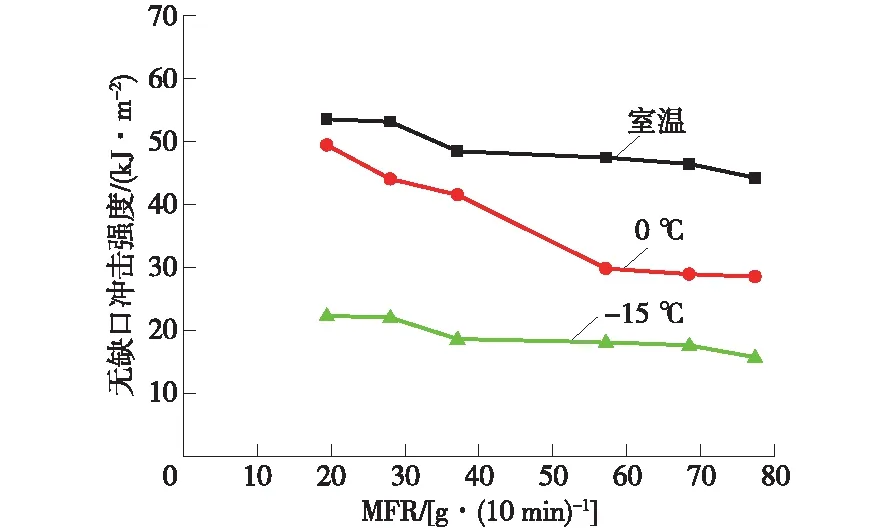
图7 PP/POE复合料的无缺口冲击强度与MFR关系
3 结论
a) 与DCP相比,双25引发剂更适宜制备高流动性PP/POE复合料;较高的螺杆转速有利于提高PP/POE复合料的MFR;一起加料工艺操作简单。
b) POE以球状均匀分布在PP基体中,微球直径为2 μm,加入POE和挤出反应均没有改变PP的晶型。
c) PP/POE复合料的屈服强度和断裂伸长率在其MFR为28.0 g/10 min时出现最大值;在室温、0 ℃和-15 ℃下PP/POE复合料的无缺口冲击强度都随其MFR的升高而下降。
猜你喜欢
浙江化工(2021年7期)2021-08-06
中国粮油学报(2019年4期)2019-07-12
中国塑料(2016年7期)2016-04-16
合成化学(2015年9期)2016-01-17
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2015年5期)2015-10-14
中国塑料(2014年8期)2014-10-17
火炸药学报(2014年5期)2014-03-20
机电产品开发与创新(2014年4期)2014-03-11