玻璃纤维增强聚不饱和磷酸酯成型工艺及性能
2023-12-06 11:33杨馥瑜任玲莹徐佳欣王晨辰刘黄瑞李秀云
现代塑料加工应用 2023年4期
杨馥瑜 任玲莹 徐佳欣 王晨辰 刘黄瑞 李秀云
(西南科技大学材料与化学学院,四川 绵阳,621010)
近年来,阻燃剂以及阻燃材料的生产研发和市场应用得到飞速的发展[1]。二十世纪三四十年代,使用卤素阻燃剂处理过的材料燃烧时,会产生多种致癌物[2],对人们的生命安全和环境造成严重影响。八十年代之后人们意识到研究无卤阻燃体系的重要性[3]。磷系阻燃剂作为一种反应型阻燃剂,由于其具有低毒和环境友好等特点,因而比卤素阻燃剂更受欢迎。而且由于添加型阻燃剂会导致力学性能下降,所以反应型阻燃剂逐渐成为当前研究环保型阻燃材料的主流[4]。
玻璃纤维(GF)因其价格低廉、机械强度高、不易点燃等特点[5],被广泛用作聚合物的增强材料。国内对GF复合材料的研究越来越多,且被广泛应用于航空航天、基础设施等领域[6]。GF增强复合材料的成型工艺主要有手糊成型、模压成型、层压成型等。不同成型工艺制备过程中树脂含量不同,最终制备的材料会有很大差异,可根据制备材料的性能、复杂程度等选择合适的成型工艺。Liu H L等[7]合成了一种不饱和磷酸酯(UPE),制备了一系列聚不饱和磷酸酯(PUPE)及其复合材料,达到了良好的阻燃性能。在此基础上研究了PUPE/GF复合材料的成型工艺条件,以提高复合材料的力学性能。
1 试验部分
1.1 主要原料及仪器设备
磷酸三乙酯(TEP),对甲苯磺酸(TsOH),均为成都市科龙化工试剂厂;乙二醇(EG),甲基丙烯酸(MAA),偶氮二异丁腈(AIBN),均为成都市科隆化学品有限公司;GF,四川东材科技集团股份有限公司。
热重分析仪(TG),STA449F5,差示扫描量热仪(DSC),DSC214,均为德国耐驰仪器制造有限公司;水平垂直燃烧测试仪,SCZ-3,南京方分仪器有限公司;极限氧指数(LOI)测定仪,JF-3,南京炯雷仪器设备有限公司;万能试验机,ETM104C,深圳万测试验设备有限公司。
1.2 PUPE与PUPE/GF复合材料的制备
根据文献 [8]合成了UPE单体,并用相同工艺制备了PUPE。PUPE/GF复合材料的制备过程:在UPE单体溶液中加入质量分数0.5% AIBN,在60 ℃下搅拌待AIBN完全溶解于UPE溶液中进行本体聚合,将裁剪好的GF布在UPE溶液中充分浸润后,铺设在预备好的模具中,置于80 ℃电热鼓风烘箱中进行预固化20 min,然后在120 ℃和10.0 MPa下进行后固化。固化结束后,取出模具,等待自然降温后,脱模,得到PUPE/GF复合材料。
1.3 性能测试与表征
DSC分析:氮气气氛,升温速率10 ℃/min,测试温度为25~150 ℃。TG分析:氮气气氛,升温速率10 ℃/min,测试温度为室温~800 ℃。
拉伸性能按照GB/T 1447—2005测试;弯曲性能按照GB/T 3356—2014测试;垂直燃烧测试按照GB/T 2408—2021进行;LOI按照GB/T 2406.2—2008测试。
2 结果与讨论
2.1 PUPE固化工艺分析
PUPE的DSC分析见图1。由图1可知,随着温度升高出现了单峰,表明PUPE的聚合反应为放热反应。固化放热开始温度为80~100 ℃,随后在120 ℃左右达到峰值。选择80 ℃作为预固化温度,以使预固化更加可控,120 ℃作为热压成型温度,以使复合材料快速成型。
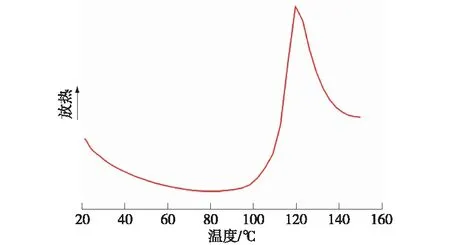
图1 PUPE的DSC分析
2.2 成型工艺对PUPE/GF复合材料力学性能影响
2.2.1 GF/PUPE质量比对复合材料力学性能影响
预固化时间20 min下,选取10/8,10/9,10/10,10/11,10/12不同质量比的5种PUPE/GF复合材料,在热压温度120 ℃下,研究GF/PUPE质量比对PUPE/GF复合材料拉伸性能和弯曲性能的影响,结果见图2和表1。
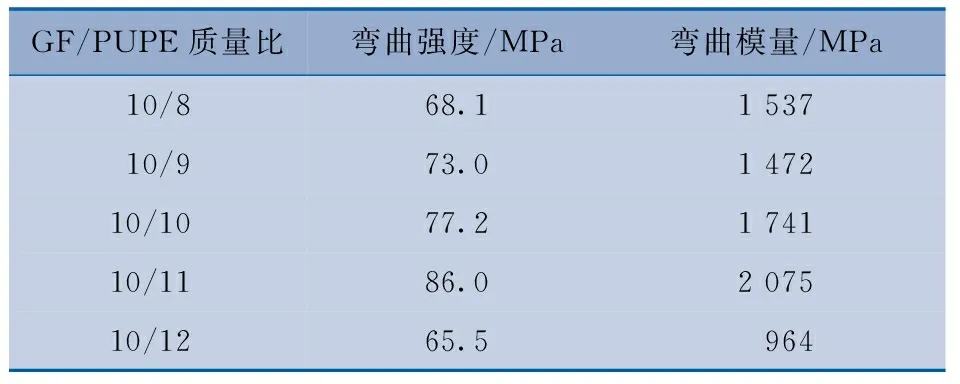
表1 GF/PUPE质量比对复合材料弯曲性能的影响

图2 GF/PUPE质量比对复合材料拉伸性能影响
由图2和表1可知,随着PUPE含量增大,PUPE/GF复合材料的拉伸强度和弯曲强度均先增加后减小。当GF/PUPE质量比为10/11时,拉伸强度和弯曲强度均达到最大值。PUPE/GF复合材料是由PUPE基体将GF黏结成为一个整体,必须有足够的PUPE来浸润GF布。而当GF/PUPE质量比为10/12时,PUPE/GF复合材料的拉伸强度降到了122.4 MPa,弯曲强度与弯曲模量降到了65.5 MPa与964 MPa。随着PUPE含量增加,PUPE/GF复合材料的断裂伸长率也有所提高,这是由于PUPE含量的增加导致PUPE/GF复合材料中柔性链含量增加,在拉伸过程中分子链间产生滑移,使PUPE/GF复合材料的断裂伸长率提高,增强了其韧性。但GF含量的减少使PUPE/GF复合材料的强度有所降低。因此,GF/PUPE的质量比10/11为宜。
2.2.2 GF铺层层数对复合材料力学性能影响
当GF/PUPE 质量比为10/11时,4种不同GF铺层层数对PUPE/GF复合材料拉伸性能和弯曲性能的影响,结果如图3和表2所示。

表2 GF铺层层数对复合材料弯曲性能影响
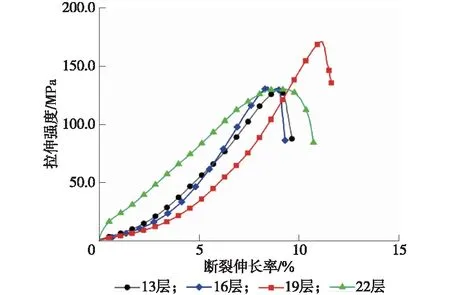
图3 GF铺层层数对复合材料拉伸性能影响
由图3和表2可知:随着GF铺层层数的增加,PUPE/GF复合材料的拉伸强度先上升后下降,而弯曲强度和弯曲模量均呈上升趋势。
对于拉伸强度,当GF铺层层数过少时,限制了复合材料的拉伸性能,此时增强效果降低。当GF铺层层数过多时,严重影响了GF与PUPE之间的黏结力,并且随着GF铺层层数的增加会使复合材料的厚度增加,最后使得复合材料的拉伸性能下降。对于弯曲性能,随着GF铺层层数增加,弯曲性能更优。综合考虑,PUPE/GF复合材料的拉伸强度在19层时出现转折点,因此以19层作为最佳铺层层数。
2.2.3 热压压力对复合材料力学性能影响
在GF/PUPE质量比为10/11、GF铺层层数为19层和固化时间20 min下,研究3种不同热压压力对PUPE/GF复合材料拉伸性能和弯曲性能的影响,结果见图4和表3。
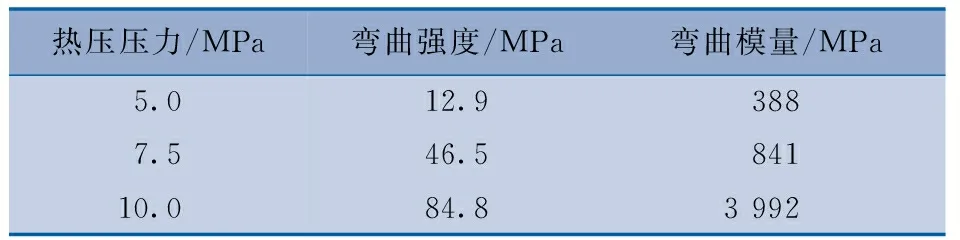
表3 热压压力对复合材料弯曲性能影响

图4 热压压力对复合材料拉伸性能影响
由图4和表3可知,随着热压压力增大,PUPE/GF复合材料的拉伸强度和弯曲强度均呈上升趋势。当热压压力为10.0 MPa时,拉伸强度和弯曲强度达到最大,分别为171.7 MPa和84.8 MPa。这是因为随着热压压力增大,PUPE/GF复合材料的致密程度增加,从而提高了GF和PUPE之间的接触面积和黏附力。
综上所述,以拉伸性能、弯曲性能为指标,PUPE/GF复合材料的最佳成型工艺:热压温度120 ℃、热压压力10.0 MPa、GF/PUPE质量比10/11、GF铺层层数19层、固化时间20 min。
2.3 PUPE/GF复合材料的阻燃性能
PUPE本身具有优异的阻燃性能,UL-94测试达到V-0级,LOI达到31.5%。通过最佳工艺制得PUPE/GF复合材料的UL-94测试也达到了V-0级,而LOI达到78.0%时,PUPE/GF复合材料的燃烧时间仅有5 s。PUPE/GF复合材料燃烧时会分解释放含磷基团,催化PUPE进一步脱水成炭,与GF形成隔热层,阻断燃烧。因此,即使在高氧浓度下也依然有良好的阻燃性能。
2.4 PUPE/GF复合材料的热稳定性
PUPE与最佳工艺制得PUPE/GF复合材料的TG和微分热重(DTG)分析结果如图5所示,相应数据见表4。

表4 PUPE与PUPE/GF的热稳定性分析
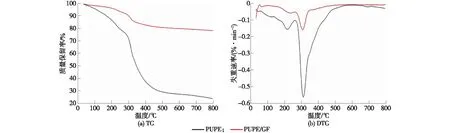
图5 PUPE与PUPE/GF复合材料的热稳定性分析
由图5可知,在Tmax1之前,PUPE与PUPE/GF复合材料都有一定的失重,这是由酯化反应生成的水释放所引起的。PUPE与PUPE/GF复合材料的Tmax1分别为216.5 ℃与235.1 ℃,说明GF的加入有助于稳定PUPE聚合物中的小分子结构。PUPE与PUPE/GF复合材料的Tmax2分别为311.7 ℃与307.7 ℃,峰值分解温度没有明显变化,表明GF对PUPE的聚合物链降解过程没有明显影响。但对比PUPE分解曲线发现,PUPE/GF复合材料的热分解速率在达到峰值分解温度后快速下降,这是由于聚合物降解后与GF结合形成了更稳定的炭层结构。PUPE在800 ℃时的残炭率为23.8%,以GF/PUPE质量比10/11制备的PUPE/GF复合材料在理论上800 ℃时的残炭率为60.1%,而实际制备的PUPE/GF复合材料在800 ℃时的残炭率为78.6%。说明GF提高了复合材料在高温下的热稳定性,与PUPE具有良好的协同作用,这与阻燃性能测试的结果相吻合。
3 结论
a) 通过层压成型工艺制备了PUPE/GF复合材料。当热压温度120 ℃、热压压力10.0 MPa、GF/PUPE质量比10/11、GF铺层层数19层、固化时间20 min时,制得PUPE/GF复合材料的力学性能最好。
b) PUPE/GF复合材料具有优异的阻燃性能,复合材料的热稳定性得到了一定程度提高。
猜你喜欢
作文周刊·小学一年级版(2023年8期)2023-02-20
中国特种设备安全(2022年6期)2022-09-20
当代陕西(2020年21期)2020-12-14
当代陕西(2020年21期)2020-12-14
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
石油沥青(2018年5期)2018-10-24
电站辅机(2017年3期)2018-01-31
花样盛年(2016年12期)2017-01-09
中国塑料(2016年6期)2016-06-27