固体浮力材料的等静压成型工艺及性能
2023-12-06 11:33邢贺李涛吴平伟戴金辉
现代塑料加工应用 2023年4期
邢贺 李涛 吴平伟 戴金辉
(中国海洋大学材料科学与工程学院,山东 青岛,266100)
目前,深海潜水器的制造已成为海洋技术研究领域重要的内容之一,与之相匹配的固体浮力材料的研究和开发自然也成为了深海技术的重要分支。2012年,我国“蛟龙号”载人深海潜水器创下7 062 m深度,标志着我国成功挤进了国际深海载人“高技术俱乐部”[1]。然而,“蛟龙号”所用密度为0.560 g/cm3的浮力材料全部为进口。2017—2020年,“深海勇士号”和“奋斗者号”载人潜水器分别下潜到4 534 m和10 058 m。2台潜水器均实现了自主设计与制造,其国产化率分别达到了95.0%和96.5%[2]。为深海装备提供浮力的核心材料—固体浮力材料也突破了“卡脖子”技术,完成了国产化进程。但必须清楚地看到,我国深海潜水浮力材料长期以来以跟踪研究为主,虽然部分型号实现了国产化,但还缺乏系统的基础研究积淀[3]。
以下以国产的H25HS空心玻璃微珠(HGMS)为固体浮力材料的填充相,以脂环族环氧树脂为基体材料,在前期探索模压成型工艺的基础上,提出了一种真空辅助等静压成型(以下简称等静压成型)工艺,并采用该工艺制备了HGMS体积分数为68%~75%的固体浮力材料。
1 试验部分
1.1 主要原料及仪器设备
脂环族环氧树脂,ERL-4221,江苏泰特尔新材料科技股份有限公司;十二烯基琥珀酸酐,工业纯,南京古田化工有限公司;甲基四氢苯酐,工业纯,濮阳惠成化工有限公司;N,N-二甲基苄胺,分析纯,国药集团化学试剂有限公司;偶联剂(KH560),分析纯,南京旭杨化工有限公司;HGMS,H25HS,中科雅丽科技有限公司。
扫描电子显微镜(SEM),SU8010,日立高新技术公司;电子天平,FA2004A,上海精天电子仪器有限公司;捏合机,NH-1500,泰州苏中机械制造有限公司;精密切割机,GTQTM,莱州市蔚仪试验器械制造有限公司;电热鼓风干燥箱,DHG-9420,上海一恒科学仪器有限公司;等静压成型设备,模压成型设备,实验室自制;全无油空压机,YB-W750,上海勇霸机电技术有限公司。
1.2 样品制备
1.2.1 预混料的配制
按100.00∶40.00∶90.00∶3.45∶0.23的质量比依次将脂环族环氧树脂、甲基四氢苯酐、十二烯基琥珀酸酐、KH560、N,N-二甲基苄胺加入塑料容器内混合均匀, 将HGMS分别按体积分数为68%,69%,70%,71%,72%,73%,74%,75%加入到上述的混合料中,并置于捏合机内,抽真空后捏合约10 min制成预混料。
1.2.2 材料的成型固化
模压成型:固体浮力材料的模压成型参照文献[4]所述的方法实施,成型压力设定为0.8 MPa。
等静压成型:成型模具由钢制密封外套和橡胶内衬套组成,将定量的预混料置于内衬套中,将内衬套与外套分别密封,并同时对内部物料、内衬套与外套夹层抽真空,以保证物料不被压缩的情况下排除内部空气。保持真空5 min后关闭内衬套真空阀,释放夹层真空,然后从夹层真空口通入压缩空气,加压到0.6 MPa,并保持5 min。释放压力和真空后取出坯体,置于托板上,然后放入电热鼓风干燥箱中,90 ℃预固化4 h,120 ℃固化2 h。
1.3 测试与表征
1.3.1 固体浮力材料的密度
固体浮力材料的理论密度(计算密度)计算如下。
ρ=ρgVg+ρe(1-Vg)
(1)
式(1)中:ρ为固体浮力材料的理论密度(计算密度);ρe为脂环族环氧树脂的密度;ρg为HGMS的实际密度;Vg为 HGMS的体积分数。
测量试样为尺寸不小于 50 mm×50 mm×50 mm的正方体,每组试样不少于5个,精确测量质量与体积后计算实际密度。
1.3.2 抗压强度
将固体浮力材料切割成尺寸为 10 mm×10 mm×25 mm 的抗压强度试样,按GB/T 8813—2020的测试规程,在万能材料试验机上进行抗压强度测试。每个试验点测试试样不少于 5 个。
1.3.3 吸水率及耐静水压
将材料切割成尺寸为50 mm×50 mm×50 mm的正方体试样,置于水中浸泡10 min后擦干表面水分,称其质量为m0。将试样置于深海静水压力模拟试验机中,在设定的静水压力下测试,保压时间24 h。取出试样,擦干表面水分,称其质量为m1。材料吸水率(W)计算如下。
(2)
1.3.4 SEM分析
将固体浮力材料切割成条状,将其折断,取断口制成试样,观察断口形貌。
2 结果与讨论
2.1 成型压力选择
2.1.1 模压成型压力选择
试验用的HGMS耐静水压力仅为13.8 MPa,在固体浮力材料模压成型过程中易破碎。经摸索选择模压成型压力为0.8 MPa。
2.1.2 等静压成型压力选择
选定HGMS体积分数为70%的材料体系做探索性试验,以确定等静压成型压力。分别采用0.3~0.8 MPa的压缩空气压力实施材料的等静压成型,并对制备的样品进行吸水率分析。结果表明:当成型压力大于0.3 MPa时,采用等静压成型工艺制备的固体浮力材料均可在20.0 MPa的静水压力下吸水率小于业内公认指标(2.00%)。说明采用0.4~0.8 MPa的成型压力可望获得低吸水率和高HGMS体积分数的固体浮力材料。考虑到后续试验中还要进一步提高HGMS的体积分数,为了避免制备高体积分数固体浮力材料时HGMS异常破碎,故选取成型压力为0.6 MPa。
2.2 固体浮力材料的性能
2.2.1 HGMS体积分数对固体浮力材料密度和抗压强度的影响
图1为固体浮力材料的密度和抗压强度与HGMS体积分数的关系。从图1可以看出:2种成型工艺制备的固体浮力材料的密度均随HGMS体积分数的增加而降低,均低于理论密度,且随着HGMS体积分数增加,其偏离程度逐渐增大。等静压成型工艺制备的固体浮力材料,其密度明显小于模压成型工艺制备的固体浮力材料,平均相差约2.1%。2种工艺制备的固体浮力材料,其抗压强度均随HGMS体积分数的增加而降低。在相同HGMS体积分数情况下,等静压成型工艺制备的固体浮力材料的抗压强度高于模压成型工艺制备的固体浮力材料,平均高出约13.5%。
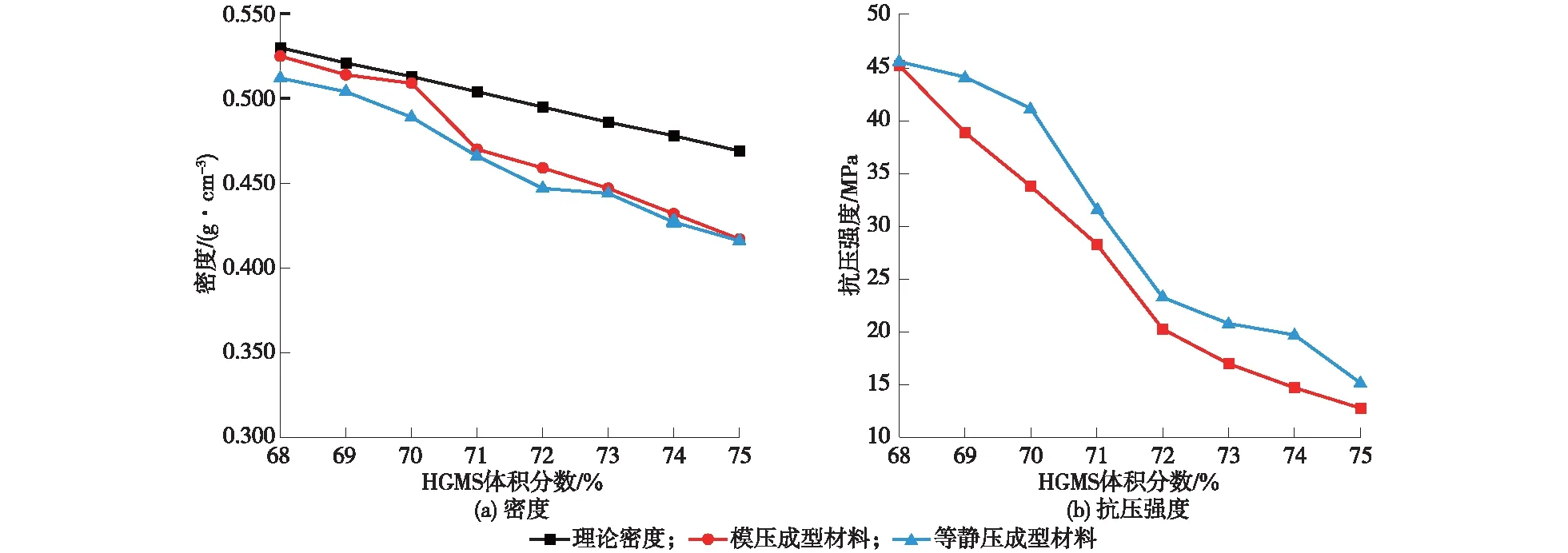
图1 固体浮力材料的密度和抗压强度与HGMS体积分数的关系
2.2.2 HGMS体积分数对固体浮力材料吸水率的影响
对2种成型工艺制备的固体浮力材料分别在不同的静水压力下进行了吸水率测试,得到固体浮力材料吸水率与HGMS体积分数及静水压力之间的关系如图2所示。
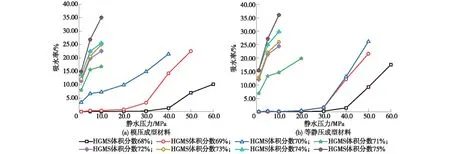
图2 固体浮力材料吸水率与HGMS体积分数及静水压力的关系
从图2可以看出,2种工艺制备的固体浮力材料吸水率均随着固体浮力材料中HGMS体积分数增加而升高,并在HGMS体积分数达到一定值时发生了突变。当HGMS体积分数高于69%时,模压成型工艺制备的固体浮力材料吸水率大于2.00%。可见,采用模压成型工艺制备的固体浮力材料,HGMS的最大体积分数只能达到69%,此时固体浮力材料密度为0.514 g/cm3,且其最大可使用深度为2 000 m。对于等静压成型工艺制备的固体浮力材料,当HGMS体积分数为70%时,在30.0 MPa的静水压力下,吸水率仍然小于2.00%。可见,采用等静压成型工艺制备固体浮力材料可使HGMS的最大体积分数提高1%,相应固体浮力材料的密度为0.489 g/cm3,最大可使用深度达3 000 m,与模压成型工艺制备的固体浮力材料相比,密度和最大可使用深度分别降低了4.86%和提高了50%。
2.2.3 固体浮力材料性能的影响机制
试验用HGMS为粒径近似连续分布在10~80 μm的非等径微球。有研究表明,微球的最大堆积密度约为0.680 g/cm3[5]。试验中讨论的固体浮力材料HGMS体积分数均高于68%。当HGMS超过最大堆积密度时,由于脂环族环氧树脂实际量的不足,微球堆积所形成的空隙不能被完全填充,导致固体浮力材料内部形成孔洞,且随着HGMS体积分数的增加,孔洞的体积分数也会线性增加,从而使固体浮力材料的密度线性偏离理论密度。
由于脂环族环氧树脂具有较高的黏度,在HGMS体积分数大于68%时,物料基本处于包裹一层脂环族环氧树脂膜的HGMS相互黏结而形成的团块状态。在这些团块中存在着由于HGMS相互桥接而形成的较大孔洞。这些孔洞在成型加压过程中因物料的运动方向不同而形成不同形态的残留孔洞。模压成型为上下加压方式,物料上下相对运动的过程中,桥接结构坍塌,孔洞会向垂直于物料运动方向扩展,从而易于形成细长的孔洞。随着HGMS体积分数的增加,孔洞数量也会增加,且由独立封闭的孔洞逐渐演变成相互贯通的联通气孔,导致吸水率急剧增加,这就是固体浮力材料在HGMS体积分数达到一定值时吸水率陡然升高的主要原因。等静压成型加压方式从四周加压,物料也由周边向孔洞中心运动,更易于形成独立而封闭的孔洞。这些封闭气孔使等静压成型工艺制备的固体浮力材料密度降低,而抗压强度和耐静水压力升高。
图3为固体浮力材料的SEM分析,其中HGMS体积分数为70%。从图3可以看出:模压成型工艺制备的固体浮力材料中,孔洞出现了相互联通;而等静压成型工艺制备的固体浮力材料中的孔洞仍处于封闭状态,所以两者吸水率出现较大差别。
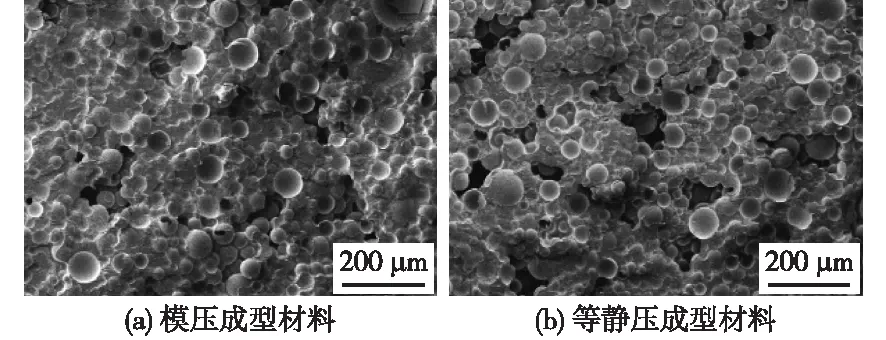
图3 固体浮力材料的SEM分析
3 结论
a) 采用等静压成型工艺成功制备了固体浮力材料。
b) 与模压成型工艺相比,采用等静压成型工艺制备的固体浮力材料可以使HGMS的最大体积分数提高到70%,密度降低了4.86%,最大可使用深度提高了50%,可达3 000 m。
猜你喜欢
建材发展导向(2021年15期)2021-11-05
建材发展导向(2021年8期)2021-06-07
建材发展导向(2021年24期)2021-02-12
合成材料老化与应用(2020年1期)2020-03-16
岩土工程技术(2019年6期)2020-01-06
四川冶金(2019年5期)2019-12-23
山东化工(2019年9期)2019-05-31
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
海峡科技与产业(2016年3期)2016-05-17