三维电极-电芬顿耦合法试验装置处理石油采出水电极材料选择的试验研究
2024-02-22 03:49刘济嘉
辽宁化工 2024年1期
刘济嘉
(辽宁省市政工程设计研究院有限责任公司,辽宁 沈阳 11000)
1 静态试验装置
静态试验装置由阴阳电极、电动搅拌机、直流稳压电源、安培表、气体流量计、空气压缩机、曝气头等组成,试验装置示意图及装置图如图1、2所示。

图1 实验装置示意图
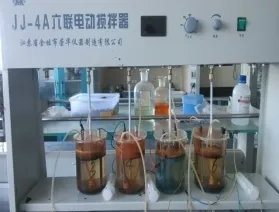
图2 实验装置实景图
如图1所示,装置由有效容积为1 000 mL的烧杯、空气压缩机、流量计、曝气头。阴极采用石墨棒电极,阳极采用Fe电极,电极是长17 cm、直径1 cm的圆柱体。
曝气系统由空气压缩机、曝气管、流量计以及反应器内部的曝气头组成。曝气头以及搅拌装置悬置于反应器底部,保证粒子电极均匀悬浮于装置之中,并且使反应器内的各点有机物反应彻底[1]。在阴极设置一根直径1 cm的曝气软管,为电极反应提供氧气。曝气软管直接连接反应器外部的空气压缩机,中间设置转子流量计,以便根据试验的需要调节气体流量。
为了使溶液充分搅拌均匀,反应进行得彻底,采用六联电动搅拌器调节搅拌速度;反应器内的阳极极板连接直流稳压电源,直流稳压电源后接安培表,它能显示反应回路中电流的大小。
2 试验用水
本文主要研究对象为溶解油和乳化油,为了更加清晰地分析电芬顿处理石油采出水的各项控制参数对电芬顿法处理效果的影响,排除不必要的干扰,试验处理的油污水均为自制溶液。
水样配置时首先在反应器中取原油0.08 g溶于700 mL水中,加入表面活性剂(吐温8.0)4滴,用超声波清洗器超声20 min,再加入5 g Na2SO4试剂,2滴灭泡剂,调节pH为4,配成水样,即配即用。
3 电极材料对处理石油采出水效果的影响
3.1 不同pH值下不同材料电极处理石油采出水的效果
试验控制极板间距为9 cm,反应时间为180 min,搅拌速度为400 r/min,电压12 V、Fe/C电极不外加Fe2+,C/C电极初始Fe2+浓度为1 mmol/L,初始电解质浓度为5 g/L、曝其强度为0.8 mmol/L[2],通过改变其他反应条件,探讨pH对体系自产芬顿试剂的影响。pH不同时不同材料电极对石油采出水中COD处理效果的关系曲线如图3、4所示。

图3 pH对不同电极除有机物影响

图4 pH对不同电极除油影响
由图3、4可以看出,Fe/C电极对石油采出水中有机物及油脂的去除率与C/C电极趋势相同但去除率比C/C电极高大约30%。若采用铁棒作为阳极电极,对COD去除率普遍较高,比以石墨棒为阳极时处理效果更好。分析原因是因为采用铁板阳极时阳极发生了反应:Fe-2e-→Fe2+,此电化学反应可及时补充体系中消耗的Fe2+,Fe2+离子浓度的增加提高了其与H2O2的碰撞概率,某种程度上提升·OH产生量的同时提高电流效率延长了作用时间,而且Fe2+发生反应后形成Fe3+絮体对石油采出水中乳化油有破乳的作用,絮体沉降同时可以捕获废水中悬浮物可以进一步降低污水的COD。
3.2 不同电解质投加量下不同材料电极处理石油采出水的效果
实验控制极板间距为9 cm,反应时间为180 min,搅拌速度为400 r/min,电压12 V、Fe/C电极不外加Fe2+,C/C电极初始Fe2+浓度为1 mmol/L,调节pH为4,曝其强度为0.8 L/mmin通过改变其他反应条件,探讨初始电解质浓度对体系自产芬顿试剂的影响。电解质投加量不同时不同材料电极对石油采出水中COD处理效果的关系曲线如图5、6所示。

图5 电解质浓度对除有机物影响
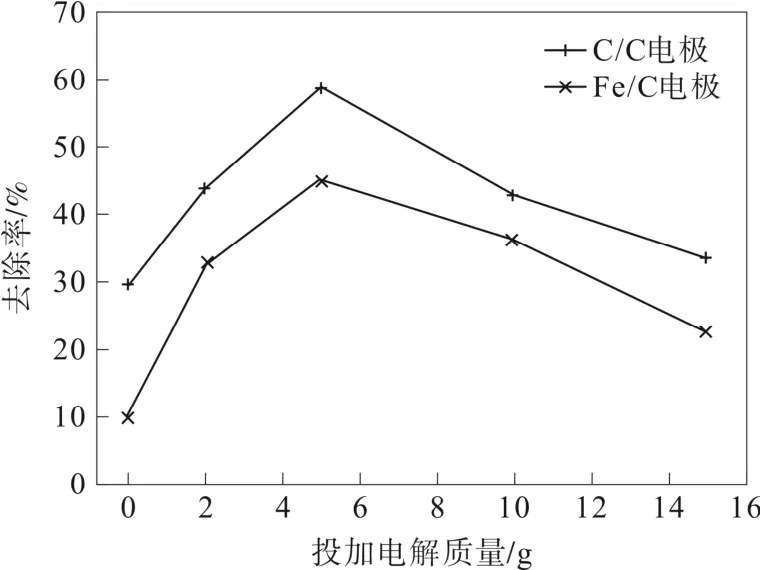
图6 电解质浓度对除油的影响
由图5、6可以看出,Fe/C电极对石油采出水中有机物及油脂的去除率与C/C电极趋势相同,但去除率比C/C电极高大约30%。若采用铁棒作为阳极电极,对COD去除率普遍较高,比以石墨棒为阳极时处理效果更好[3]。分析原因是因为石墨阳极反应器中在反应初期投入一定浓度的Fe2+,虽然Fe2+在反应器中可以循环,但循环量很少,即Fe2+在反应器中浓度越来越低,反应有效时间变短,而且Fe2+循环的反应与H2O2生成的反应形成了竞争,使反应器内H2O2浓度降低,降解效果降低,所以铁阳极反应器中COD的去除率比石墨阳极反应器高[4]。
3.3 不同曝气强度下不同材料电极处理石油采出水的效果
试验控制极板间距为9 cm,反应时间为180 min,搅拌速度为400 r/min,电压12 V、Fe/C电极不外加Fe2+,C/C电极初始Fe2+浓度为1 mmol/L,调节pH为4,电解质投加量为5 g/L,探讨曝气强度对体系自产芬顿试剂的影响。曝气强度不同时不同材料电极对石油采出水中COD处理效果的关系曲线如图7、8所示。
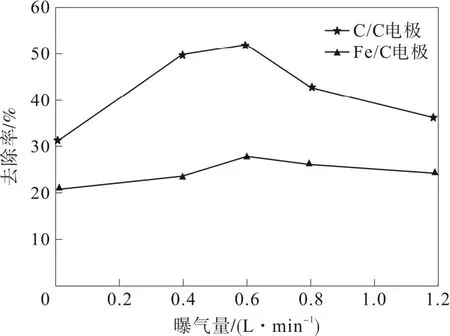
图7 曝气强度对除有机物的影响

图8 曝气强度对除油的影响
由图7、8可以看出,Fe/C电极对石油采出水中有机物及油脂的去除率与C/C电极趋势相同但去除率比C/C电极高大约20%。分析原因是因为阴阳电极原位生产的芬顿试剂发生芬顿反应,进而生成大量的·OH[6],羟基自由基具有极高的氧化电位即氧化能力非常强,可以攻击长链有机物的化合键,去除溶解油和乳化油的同时也降低了石油采出水的毒性,提高了可生化性[7]。而C/C电极只有反应初期有芬顿反应,随着反应的进行,反应器中的Fe2+逐渐减少,阳极降解石油采出水主要靠阳极氧化作用,氧化效果远远不及芬顿反应效果好,所以铁阳极对油脂的去除率比石墨阳极高。综上所述,采用Fe/C电极处理石油采出水效果更好。
3.4 外加Fe2+粒子对Fe/C反应器降解效果的影响
Fe阳极在一定程度上补充了反应器中的Fe2+,那么在Fe/C反应器基础上继续外加Fe2+是不是可以进一步提升反应器的降解效果呢?因此进行了电芬顿反应器外加亚铁离子的实验研究,处理效果如图9所示。

图9 外加亚铁离子浓度对处理废水COD的影响
如图9所示,当外加Fe2+的浓度分别为0 mmol/L、0.5 mmol/L、1 mmol/L时,反应器对石油采出水的处理效果上升较快,COD的去除率分别为21.02%、54.61%、69.78%,油脂的去除率分别为29.96%、60.02%、74.88%,而当初始外加Fe2+浓度为1.5 mmol/L、2 mmol/L时,反应器对石油采出水的处理效果反而下降,COD的去除率分别为27.58%、21.91%,油脂的去除率分别为33.75%、22.72%。由此可知,外加亚铁离子浓度为1 mmol/L时降解效果最好,当外加亚铁离子浓度较低时,反应器中Fe2+浓度的提升有利于处理效果的提升,但初始亚铁离子浓度并不是越大越好[8],一定范围后继续增加亚铁离子投加量,处理效果反而下降,说明外加亚铁离子浓度对COD及油脂的处理效果有显著影响,其投加量存在一个较适宜范围[9]。但是Fe2+离子不稳定,价格较贵,且容易变质被氧化为Fe3+,而实际工业加工中会产生大量的废铁屑等材料,那么把废旧铁屑当成三维电极投加到反应器中能否提高反应器降解有机物能力的研究意义重大。
4 填充的三维电极材料对石油采出水处理效果的影响
三维电极可以均匀分布于反应器中,能增大电极表面积,从而有效缩短有效离子迁移距离,进而有效地提高反应的速度和效率。因此,选择合适的粒子电极材料能够有效地提高粒子电极作用效果,提高对石油采出水降解效果。
而纳米铁电极可以辅助阳极提高反应器中Fe2+即时产量,提高电流效率,加速降解石油采出水中有毒有害污染物。活性炭的导电性较高、能在强酸强碱溶液中稳定保持、流体通过性较好,所以能在较大的酸碱度范围内应用。泡沫镍粒子电极析氢电位高,化学性质稳定,表面积大。因此采用活性炭、纳米铁、活性炭纳米铁混合物、活性炭纳米铁泡沫镍混合物对比试验选择最适宜处理石油采出水的三维电极,三维电极如图10、11所示。

图10 活性炭颗粒示意图

图11 纳米铁颗粒示意图
4.1 纳米铁三维电极对石油采出水处理效果的影响
为了考察纳米铁电极及外加Fe2+对石油采出水处理效果的影响,试验固定了极板间距为9 cm,反应时间为180 min,搅拌速度为400 r/min,电压12 V、采用Fe为阳极,石墨为阴极,外加纳米铁三维电极7 g,外加Fe2+反应器中Fe2+初始浓度为1 mmol/L,调节pH为4,投加电解质的量为5 g,曝气强度为0.8 L/min。纳米铁电极与外加Fe2+对石油采出水中COD和油脂处理效果的关系曲线如图12所示。
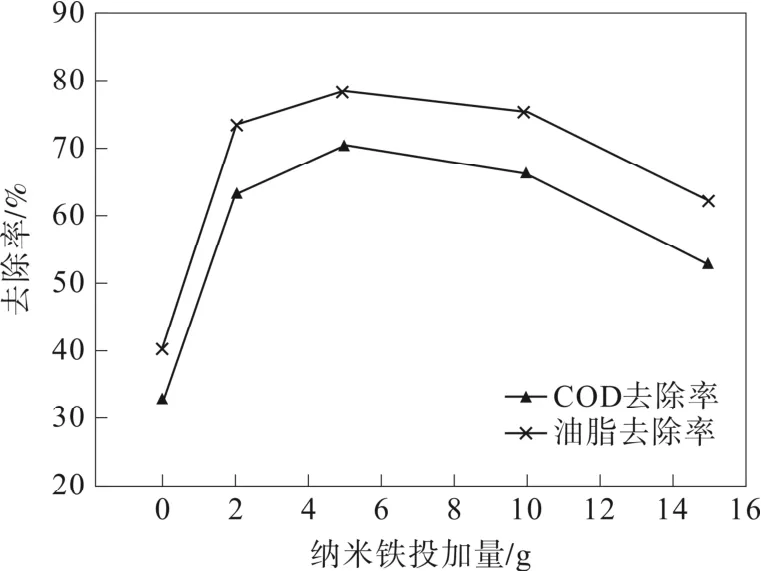
图12 纳米铁颗粒投加量对处理废水COD的影响
如图12所示,纳米铁投加量为0 g、2 g、5 g时,反应器对石油采出水的处理效果提升较快,COD的去除率分别为32.26%、63.37%和70.57%,油脂的去除率分别为40.35%、73.42%、78.59%;当活性炭投加量为10 g、15 g时,反应器对石油采出水的处理效果反而下降,COD的去除率为66.39%、52.84%,油脂的去除率为75.37%、62.42%。由此可知,当纳米铁投加量为5 g时氧化降解效果最好,当纳米铁浓度较低时,纳米铁三维电极投加量的提升可显著提高石油采出水降解效果,但其投加量并不是越高越好,超过适宜范围后,处理效果反而降低。总结其原因为,纳米铁投加量低于适宜范围时,提高该三维电极投加量可增加有效三维电极数量,且纳米铁三维电极能有效补充反应器中Fe2+,确保反应过程中有足够的Fe2+,纳米铁粒子电极虽然不能快速产生大量Fe2+,但可以在芬顿反应过程中持续产生Fe2+,使反应器内Fe2+保持在较平稳范围内,增加反应有效时间,外加亚铁离子浓度为1 mmol/L比投加纳米铁粒子5 g时COD去除率高0.79%,3.71%,可以看出投加纳米铁粒子比外加亚铁离子虽然处理效果好一些,但Fe2+不易保存,不易应用于实际工程中而且工程中会有许多工业废弃的铁屑可以作为纳米铁的原料,价格便宜且容易获得。因而综合考虑,本试验选择纳米铁粒子电极补充Fe2+是比较合适的。
4.2 纳米铁与活性炭混合粒子对石油采出水处理效果的影响
三维电极-电芬顿耦合反应器中投加泡沫镍与活性炭二元三维电极降解石油采出水对COD及油脂的去除率比单独投加活性炭三维电极高,但是相差不多。原因可能是由于泡沫镍与活性炭两种三维电极密度相差,泡沫镍三维电极由于其用较大的表面积所以密度过低,再加上反应器中的曝气作用,它们总是漂浮于电解液的表面,因此需要选择一种密度较大的三维电极粒子,所以考虑选择纳米铁作为绝缘粒子。
为了考察不同配比的纳米铁与活性炭电极对COD及油脂处理效果的影响,本试验反应条件控制为:COD水样浓度为800 mg/L,调节pH值为4.0,电解电压为12 V,Na2SO4电解质投加浓度为5 g/L,极板间距为9 cm,曝气量为0.8 L/min,活性炭与纳米铁总共投加量为15 g,控制质量比为1∶2、1∶1、2∶1、3∶1、4∶1、5∶1。不同配比的二元三维电极对COD及油脂去除率的关系曲线如图13所示。

图13 三维电极不同投加比对油脂的影响
从图13对比可以看出,使用活性炭与纳米铁混合粒子电极处理石油采出水对COD与油脂处理效果较好,并且不同比例混合的三维电极对COD的处理效果影响较大。从图中可知随着活性炭所占比例的增加,COD与油脂的降解效果先增加后降低,在混合粒子电极比例达到2:1时,COD去除率达到最大为80.37%,油脂的去除率达到86.29%,与单独活性炭三维电极相比COD去除率高出15.16%,油脂去除率高出9.94%,说明活性炭与纳米铁二元三维电极比单独活性炭三维电极的电流效率高。
总结其原因是因为纳米铁粒子电极可以辅助阳极产生二价铁,提高电流效率,及时补充消耗了的Fe2+,为芬顿反应提供充足的Fe2+,所以当纳米铁三维电极的密度较低时,提高纳米铁的密度对COD与油脂的处理效果更好[11],但当纳米铁与活性炭的投加量有最佳投加比值,若纳米铁的投加量超过最佳投加量,三维电极-电芬顿耦合反应器中Fe2+的浓度过高就会促使副反应的发生,反而不利于COD与油脂的处理。
4.3 三元三维电极对石油采出水处理效果的影响
为了考察三元粒子电极对石油采出水处理效果的影响,本实验反应条件控制为:COD水样浓度为800 mg/L,调节pH值为4.0,反应时间为180 min,电解电压12 V,Na2SO4电解质投加质量浓度为5 g/L,曝气量为0.8 L/min,极板间距为9 cm,活性炭投加量为15 g,泡沫镍投加量为5 g,纳米铁投加量为7.5 g。三元粒子电极对COD及油脂的去除率关系曲线如图14所示。

图14 三维电极不同投加比对油脂的影响
从图14可以看出,使用活性炭、泡沫镍与纳米铁三元混合粒子电极处理石油采出水处理时前90 min对COD和油脂的去除率提升较快,90 min后对石油采出水处理效果提升较慢,180 min时反应器对石油采出水中COD的去除率为80.82%,油脂的去除率为87.24%,比使用活性炭与纳米铁二元三维电极时对石油采出水中COD去除率增大0.45%,油脂的去除率增大0.95%,可见使用三元混合粒子电极对石油采出水的处理效果较活性炭、纳米铁二元混合粒子电极相比虽有提高但提高效果较低。总结其原因是因为反应器中纳米铁粒子电极辅助阳极产生足够的二价铁,及时补充消耗了的Fe2+,为芬顿反应提供充足的Fe2+,泡沫镍虽然促进了Fe3+的循环[12],但在反应过程中纳米铁产生Fe2+的反应占主导地位也是反应器中有效Fe2+的主要来源[13]。所以三元粒子电极反应器中处理效果虽然提升了,但提升效果很微弱,且泡沫镍价格较贵,从经济及效益方面综合考虑本研究采用活性炭、纳米铁粒子电极作为三维电极。
5 结 论
1)Fe/C电极在处理石油采出水过程中对COD的去除率可达到52.20%,对油脂的去除率可达到58.97%,C/C电极处理石油采出水过程中对COD去除率可达到28.05%,对油脂去除率可达到45.37%,Fe/C电极比C/C电极对石油采出水中COD去除率高24.16%,油脂去除率高13.59%,可见Fe/C电极对石油采出水的处理效果好。
2)外加亚铁离子浓度为1 mmol/L时,反应器对石油采出水处理效果最好,对COD的去除率为69.78%,对油脂的去除率为74.88%;加入纳米铁粒子电极5 g时,对石油采出水处理效果最好,对COD的去除率为70.57%,对油脂的去除率为78.59%;可见纳米铁三维电极对石油采出水的处理效果好。
3)加入15 g活性炭三维电极处理石油采出水时,处理效果较好,对COD的去除率可达到65.21%,对油脂去除率可达到76.35%;活性炭与泡沫镍二元三维电极投加质量比为2∶1时处理效果较好,对COD的去除率可达到66.45%,对油脂去除率可达到77.68%,活性炭与纳米铁二元三维电极投加比为2∶1时,处理效果较好,对COD的去除率可达到80.37%,对油脂去除率可达到86.29%。可见活性炭与纳米铁混合二元三维电极对石油采出水处理效果较好。
4)三元三维电极处理石油采出水过程中对COD的去除率可达到80.82%,对油脂去除率可达到87.24%,混合三维电极对石油采出水的处理效果比活性炭与纳米铁二元三维电极处理过程中COD的去除率高0.45%,油脂的去除率高0.95%,可见三维电极对处理效果的提升很小,所以仍采用活性炭与纳米铁二元三维电极。
猜你喜欢
工业安全与环保(2022年10期)2022-10-28
童话世界(2020年32期)2020-12-25
疯狂英语·新读写(2020年3期)2020-06-06
浙江大学学报(理学版)(2020年1期)2020-03-12
中国粮油学报(2019年4期)2019-07-12
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
食品与机械(2018年11期)2019-01-03
中国粮油学报(2018年12期)2018-01-26
天津城建大学学报(2015年5期)2015-12-09
安徽农学通报(2015年2期)2015-02-12