
电车斜楔在汽车顶盖翻边模中的应用
2009-02-18 04:24袁欣
中国高新技术企业 2009年2期
关键词:顶盖
袁 欣
摘要:汽车覆盖件模具是汽车车身关键装备,其设计、制造速度直接影响汽车工业的发展。顶盖是汽车覆盖件中的典型制件。由于产品设计和冲压工艺的需要,一般顶盖的前后两端的造型需要侧翻边结构才能成型。电车斜楔结构将传统的相向运动的复动斜楔结构变为垂直方向的运动。保证了模具成型时力的支撑,减少了复动斜楔结构所占空间,缩小了模具的体积,降低了模具成本。
关键词:汽车覆盖件;顶盖;翻边模;电车斜楔;复动斜楔;双动斜楔
中图分类号:TQ336文献标识码:A文章编号:1009-2374(2009)02-0062-02
汽车工业是全球制造业的支柱产业之一,随着市场需求的改变,汽年的更新换代速度日趋加快,其模具的设计、制造速度的快慢直接制约着汽车业的发展。汽车覆盖件有许多制件的模具需要斜楔结构才能冲压出产品需要的形状。
一、使用斜楔机构是冲压工艺的要求
正是由于汽车覆盖件形状的特殊性,所以在编制冲压工艺时要考虑制件形状用斜楔机构完成。顶盖是汽车覆盖件中的典型制件。大部分的顶盖前后造型的翻边成型都需要在模具中有斜楔结构才能完成。
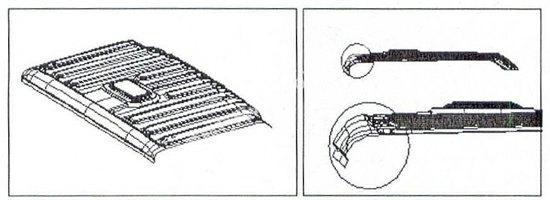
图一是江淮N721车型顶盖。该零件外形尺寸大、空间曲面复杂,外观质量要求较高,要求制件的刚性好,外观质量不能有划痕和皱纹。需要翻边成型部位要求尺寸准确,变形小。图二是顶盖前部需要斜楔翻边成型部位及放大图。
根据制件的特点,冲压工艺路线为:

二、双动斜楔的工作原理
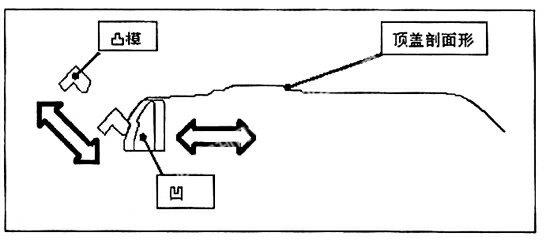
顶盖前部制件形状成型需要的斜楔类型是双动斜楔。本文所论述的电车斜楔和复动斜楔都属于双动斜楔。双动斜楔是在成型的过程中凹模和凸模同时动作一种斜楔结构。采用这种结构是因为制件形状不能在竖直方向冲压成型(与垂直方向有负角),而且制件冲压成型后需要参与成型的凹模必须退出成型区以方便制件取出。图三是顶盖前端成型时凸凹模运动,箭头代表运动方向。
三、电车斜楔和复动楔楔的结构不同
电车斜楔与复动斜楔的主要区别是凹模驱动的形式不同。
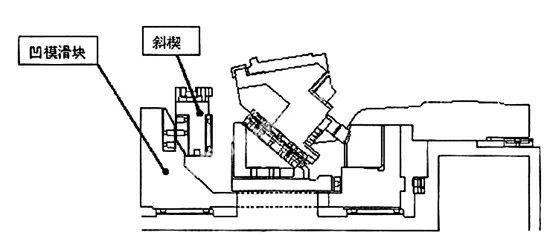
复动斜楔的凹模是一次力的传导驱动到位。这样的结构最大的问题是整个凹模滑块体积大,造成模具体积增大、成本提高。另外一个缺点是凹模滑块为了保证回程,需要预留空间。因此凹模滑块直接的物理支撑。造成在凸凹模成型时由于成型力极大,冲击滑块机构致使产品成型力减弱,产品尺寸不能保证,制件刚性不好易回弹。图四是复动斜楔机构的结构形式。
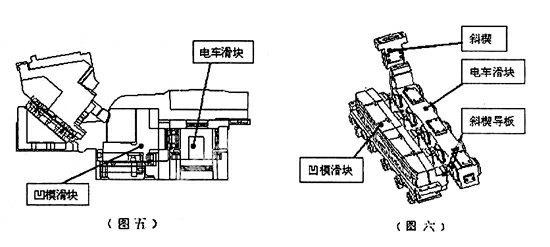
采用电车斜楔则彻底地解决了复动斜楔以上所述的缺点。电车斜楔通过电车滑块的斜楔导板和凹模滑块的斜楔导板的相互作用,由斜楔导板的角度和斜楔导板接触面的宽度控制行程。由于电车滑块在运动结束后与凹模滑块接触,并且电车滑块与模板也是有接触面支撑的,所以在成型时凸模冲击凹模时给予凹模完全支撑,制件所受的冲击力去不围成型力,没有力的缺失,成型的效果好。同时由于电车斜楔结构在模具中间区域,不会加大模具的体积。图五是电车斜楔的结构形式;图六是实际设计的模具图纸中电车斜楔及滑块和凹模滑块的三维爆炸图。
四、电车斜楔模具的动作顺序是关键
为了确保顶盖翻边成型的顺利,必须精确设计电车斜楔在整个模具冲压过程中的时间顺序。实际设计中确定的先后动作顺序是:
1.模具上下模板导板接触。
2.模具上下模板导柱接触。
3.电车斜楔接触电车滑块,电车滑块开始运动。
4.凹模滑块开始运动。
5.凹模滑块停止运动。
6.电车滑块停止运动。
7.翻边凸模开始运动。
8.压料芯开始压料。
9.翻边开始。
10.翻边成型结束,模具至下死点,冲压完成。
由于模具各个部件的运动计算精确,模具的冲压过程非常顺利,顶盖翻边成型后符合工艺要求。
五、结论
电车斜楔由于制造成本低、加工精度易于保证、成型效果好,目前已经替代了传统的复合斜楔机构,大量地应用于汽车覆盖件模具中。
作者简介:袁欣(1970- ),男,天津人,天津众石科技有限公司工程师,研究方向:设计。
猜你喜欢
水电站机电技术(2023年7期)2023-08-16
汽车实用技术(2022年3期)2022-02-24
客车技术与研究(2020年4期)2020-09-04
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
汽车实用技术(2019年6期)2019-04-11
经济技术协作信息(2018年11期)2019-01-14
凿岩机械气动工具(2017年2期)2017-07-19
焊接(2016年1期)2016-02-27
设备管理与维修(2015年11期)2015-03-16
