柳叶刀加工叶片程序优化
2020-02-22 04:30无锡透平叶片有限公司江苏无锡214174庄绪华张家军褚春祥
金属加工(冷加工) 2020年1期
■ 无锡透平叶片有限公司 (江苏无锡 214174) 庄绪华 张家军 褚春祥
目前公司柳叶刀(见图1)主要加工叶根、叶冠转接部位,刀具消耗量大,并且由于柳叶刀价格较高,每年柳叶刀消耗约占公司总刀具成本的20%。受目前加工成本压力,用柳叶刀加工叶片的程序进行优化迫在眉睫。
1. 试验准备
(1)试验设备及刀具 加工设备为瑞士斯达拉格五轴立式加工中心HX151,设备行程X轴1 200mm ,Y轴390mm ,Z轴300mm ,A轴360°,B轴50°,机床有效行程700mm。
加工刀具有R20、R16及R10柳叶刀(见图2);40R6、25R6仿形铣刀(见图3); 20R10 球头刀(见图4)。
(2)试验叶片 试验叶片为锻件毛坯,带黑色氧化皮,如图5所示,叶片长度约640mm,叶片材料为X10CrNiMoV12-2,柳叶刀主要加工部位为叶片叶根及叶冠转接部位,图中方框内的部位为柳叶刀加工位置。
2. 原加工程序

图1 柳叶刀

图2 柳叶刀

图3 仿形铣刀

图4 球头刀
(1)叶冠转接粗铣 在叶片氧化皮状态下直接采用R16 柳叶刀对叶冠转接部位进行粗铣(见图6),由于氧化皮硬度高,且铣削过程中柳叶刀同叶片的接触面加大,导致加工时机床负载加大,加工声音大,刀具寿命较短,并且加工过程中刀具发生烧刀的风险大。

图5 叶片毛坯
(2)叶冠转接半精铣及精铣 在R16 柳叶刀将叶片黑色氧化皮去掉以后,采用R10 柳叶刀进行叶冠转接的半精铣及精铣,由于此时氧化皮已被R16 柳叶刀去除,因此采用R10 柳叶刀加工时,机床负载较小,但通过图7发现,R10 柳叶刀的加工刀轨较多,因此加工时间相对较长,根据统计R10 柳叶刀的总加工时间为9.84min,平均加工一片叶片需要0.2粒刀片。

图6 粗铣叶冠转接部位

图7 粗铣到精铣过程
(3)叶根转接加工 叶根转接加工,采用R20 柳叶刀直接加工到位,如图8所示。R20 柳叶刀在叶根转接烟花皮状态下,直接进行加工,由于氧化皮硬度较高,加工时机床负载较大,加工时声音大,刀片寿命短,烧刀的风险大,实际加工过程中也经常发生烧刀现象。加工叶根转接位置,R20 柳叶刀加工时间为20.54min,平均加工一片叶片需要0.2粒刀片。
3. 优化后的加工程序

图8 加工叶根
(1)叶冠转接粗铣一 优化后的程序,采用40R6 仿形铣刀逐层进行铣削(见图9)叶片叶冠转接带黑皮氧化皮的部位。由于叶冠转接面背弧宽度较内弧宽度大,因此,首先将叶冠转接背弧面逐层切削使内背弧的宽度基本一致,然后采用40R6 仿形铣刀进行回转铣。
(2)叶冠转接粗铣二 通过前一步的叶冠转接背弧面的粗铣,使叶冠转接内、背弧面的宽度基本一致,然后使用40R6 仿形铣刀采用回转铣方式加工氧化皮状态转接部位,如图10所示,相对柳叶刀,40R6 仿形铣刀加工时,其刀片可以选用价格较低或者磨损较轻的旧刀片,成本可以进一步节省。
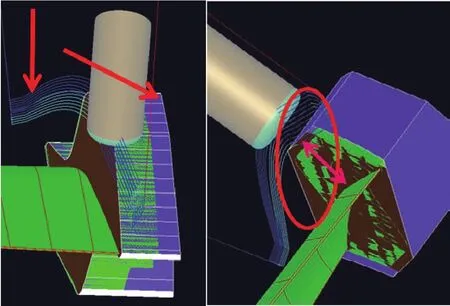
图9 40R6 仿形铣刀铣削
(3)叶冠转接半精铣 叶冠转接半精铣,首先,采用25R6 仿形铣刀,进一步加工叶冠转接面并去除转接位置R角的余量,如图11a所示;然后,采用R10 柳叶刀进一步去除叶冠转接R角的余量,如图11b、图11c所示,相对原程序,优化后的R10柳叶刀的加工轨迹明显减少,加工时间缩短。
(4)叶冠转接精铣 采用25R6 仿形铣刀对叶冠转接内、背弧面分别逐层进行精加工(见图12),然后,采用20R10 球头刀对叶冠转接R角进行最终的精铣(见图13),将R角加工到位。使用20R10 球头刀对叶冠转接部位进行最终的精加工,减少了R10 柳叶刀的加工时间。并且,20R10 球头刀为整体硬质合金刀具,可多次修磨,综合成本相对较低。
(5)叶根转接粗铣 如图14所示,优化后的程序,叶根转接的粗加工,首先,采用40R6仿形铣刀对叶根转接(带黑色氧化皮)进行加工,相对柳叶刀,40R6 仿形铣刀加工时,其刀片可以选用价格较低的或者磨损较轻的旧刀片,因此,成本方面可以进一步节省;然后,采用25R6仿形铣刀进一步去除转接部位及R角的余量。
(6)叶根转接精铣 叶根转接部位的精铣采用R20 柳叶刀,从图15中能够看出,相对原程序的柳叶刀加工轨迹,优化后的R20 柳叶刀的加工刀轨明显减少,由于R20柳叶刀未直接加工叶片氧化皮,因此,刀具加工时磨损较轻,刀具寿命相对原程序有所增加,刀具发生烧刀的风险大幅降低。
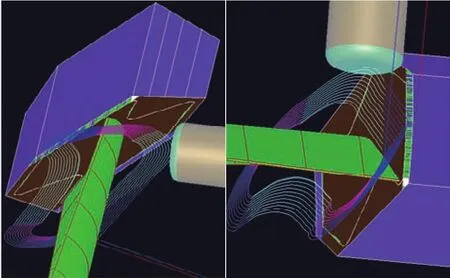
图10 40R6 仿形铣刀加工转接部位
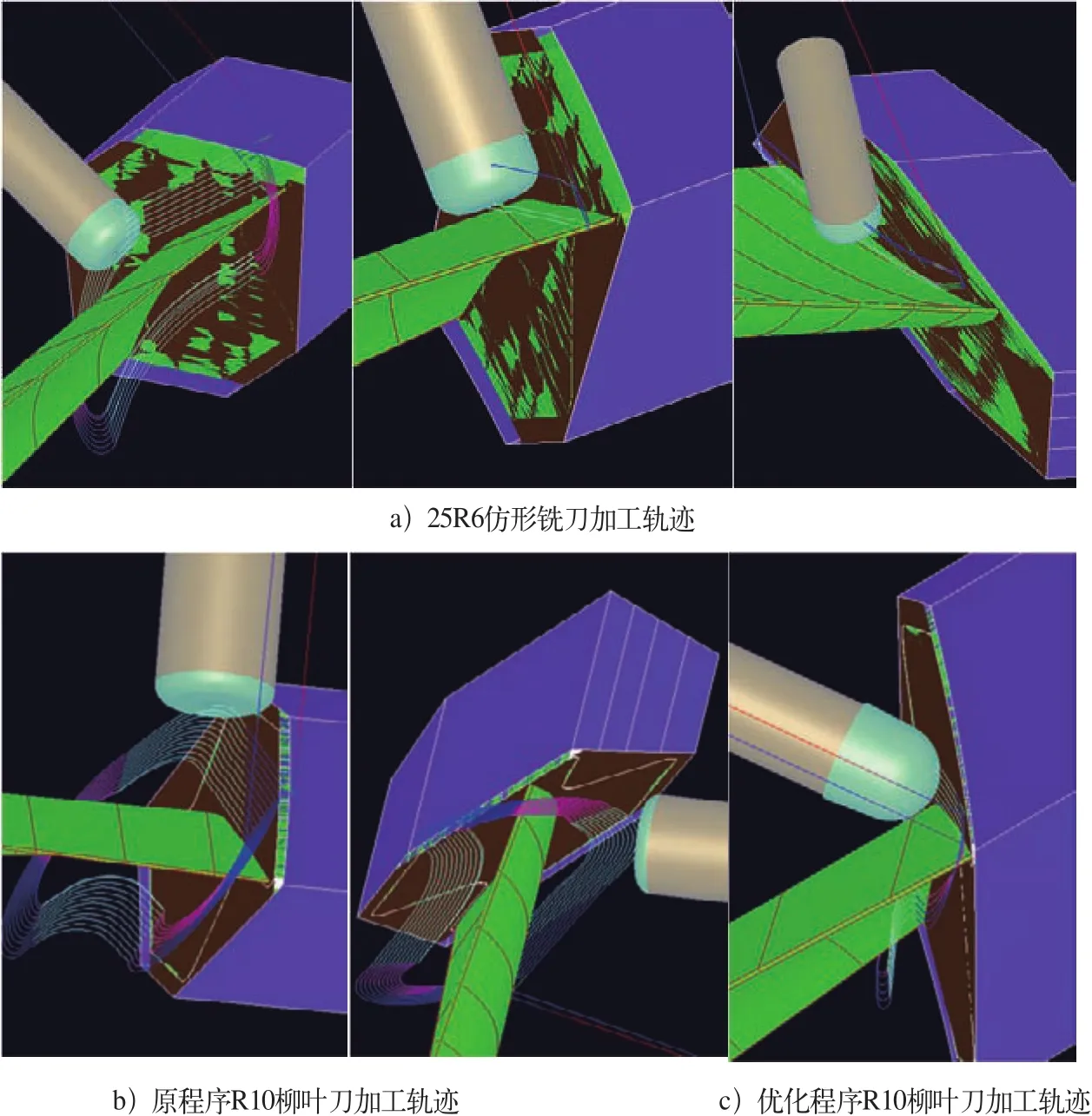
图11 叶冠转接半精铣

图12 25R6 仿形铣刀精加工

图13 20R10球头刀精加工

图14 叶根转接的粗加工
4. 加工时间及刀具消耗
原程序转接位置加工时间及刀具消耗见表1,优化程序转接位置加工时间及刀具消耗见表2。
从表1、表2中能够发现,优化后的程序总共71步,加工时间为166 min,原程序总共61步,程序时间165min,优化程序时间基本同原程序一致,未明显增加。
原程序转接位置加工刀具的成本为99元,其中R20、R16 以及R10 柳叶刀的平均刀具消耗为0.2粒/片。优化程序转接位置加工刀具的成本为68.5元,其中R16柳叶刀替换不用,R10 柳叶刀消耗降低25%,新增加40R6 仿形铣刀、25R6 仿形铣刀以及20R10 球头刀三把刀具。

图15 精铣叶根转接部位
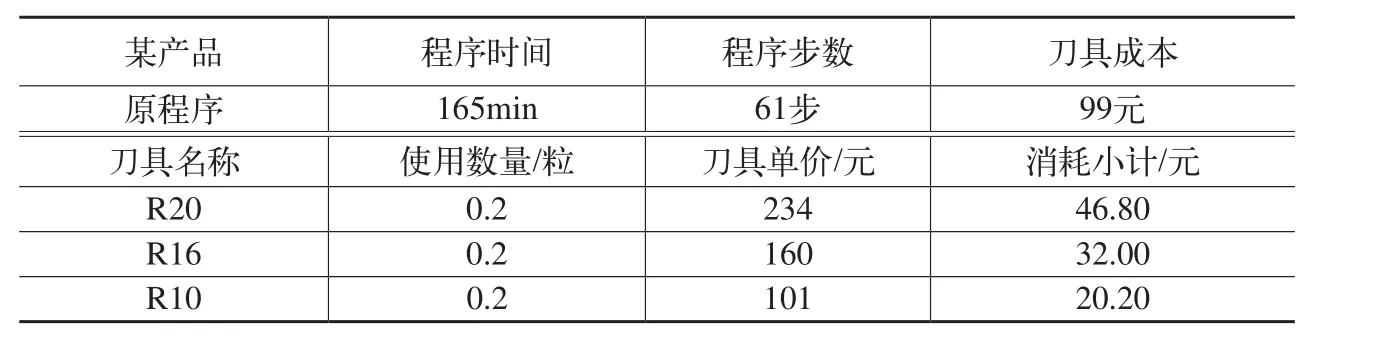
表1 原程序转接位置加工时间及刀具成本

表2 优化程序转接位置加工时间及刀具成本
通过计算,优化程序转接位置加工刀具成本相对原程序降低30%左右,叶片总的机加工刀具成本降低10%左右,叶片机加工刀具成本降低较为明显。
5. 结语
本文针对叶片加工过程中,柳叶刀消耗较高、加工成本高的问题,开展了柳叶刀加工程序优化试验,主要结论如下:
1)在优化过程中,通过采用40R6 +25R6 +柳叶刀+球头铣刀的组合方式代替柳叶刀对叶根、叶冠转接部位进行加工,在加工时间略微增加的情况下,能够较好的完成叶根及叶冠转接位置的加工。
2)优化程序转接位置的加工,柳叶刀及其他刀具成本相对原程序降低30%左右,叶片总的机加工刀具成本降低10%左右,大大节省了柳叶刀的用量。
3)此种方法已在多种叶片上应用,降低了相关产品的加工刀具成本。
猜你喜欢
电工材料(2022年2期)2022-04-26
中国核电(2021年4期)2021-08-25
湖北电力(2021年3期)2021-08-23
科学技术创新(2020年6期)2020-04-18
热力透平(2019年4期)2019-12-18
制造技术与机床(2019年8期)2019-09-03
东坡赤壁诗词(2019年1期)2019-04-30
汽车实用技术(2019年7期)2019-04-18
小小说月刊·下半月(2018年5期)2018-06-26
组合机床与自动化加工技术(2013年1期)2013-12-23