
核电小孔径深孔管板的加工
2010-08-03 11:07林黎锋
中国核电 2010年2期
林黎锋
(西安核设备有限公司,陕西 西安 710021)
1 引言
随着现代工业的发展,采用高精度小孔径厚管板的产品越来越多。按传统方法加工,只能采用接长麻花钻,这样,不仅加工精度低、表面粗糙度差,加工效率低、操作劳动强度大,质量难以保证,而且很容易引起“堵屑”或折断钻头,孔越深排屑就越困难。
我们为秦山二期扩建工程热交换器加工的管板,材料为00Cr19Ni10锻件,管板厚度为125 mm,要求加工178-孔,管孔排列形式为等边三角形排列,孔心距15 mm,管孔粗糙度Ra3.2。管孔严格垂直于管板平面,其垂直度允差为0.1 mm。
2 加工
(1)根据加工精度,选择德国进口的数控深孔钻BW320-1-1200NC进行加工。
深孔钻导向套的加工:内径尺寸比钻头外径尺寸大0.005~0.010mm,以便获得高精度定位(见图1)。

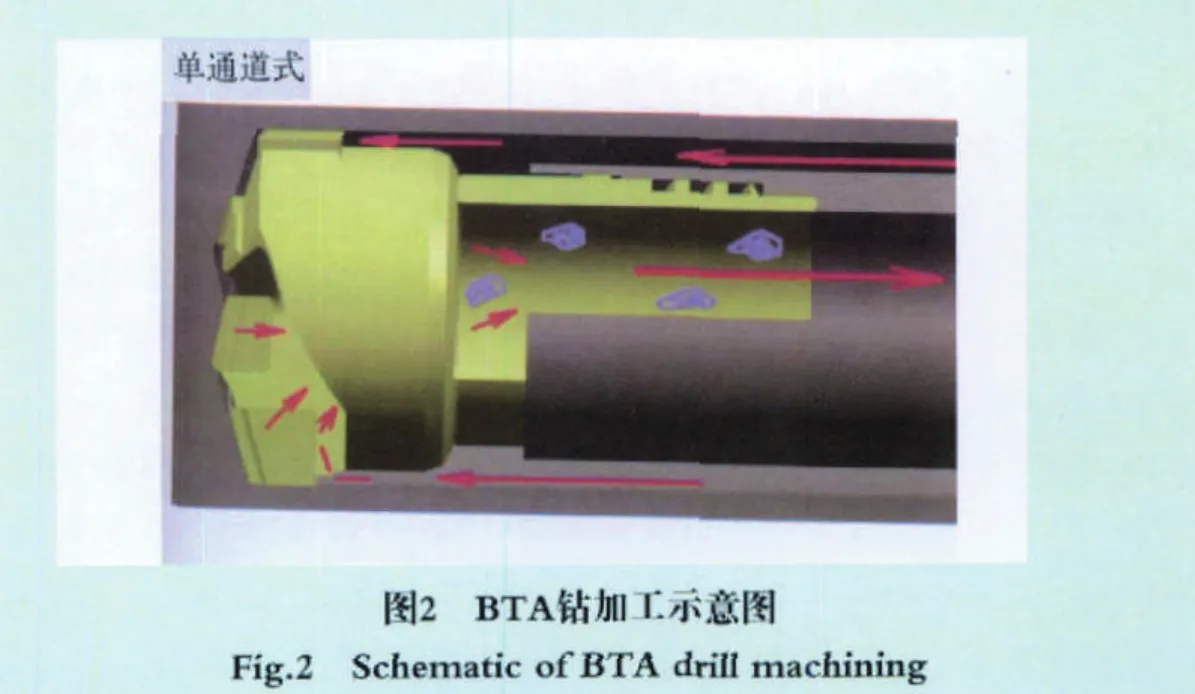
(2)采用等厚试板,用枪钻试钻。加工出的管孔椭圆度超差,管孔表面质量差。为此,换用BTA钻内排屑方法钻孔,BTA钻直径φ10.34 mm。BTA钻加工示意图见图2。
(3)BTA内排屑方法钻孔不利因素和解决办法。
1)不利因素
不能直接观察到刀具切削的情况,操作时只能靠听声音、观察铁屑。
切削热量只能依靠冷却油来带走。
排屑困难,如遇阻塞则会引起刀具损坏,必须选择合理的切削用量,以保证断屑及排屑通畅。
加工时,孔易偏斜,刀具、进液器结构上应有导向措施与装置。

2)解决办法
利用机床功能,在看不到刀具切削的情况下,利用观察机床扭矩、设定切削液的压力和流量来判断排屑与刀具磨损的情况。一旦机床扭矩升高,则在钻完该孔后,停机床观察刀具情况。
切削热量靠冷却油带走。我们在冷却油箱部分加设了切削液的冷却管道,增加散热。
合理选择切削用量,以保证断屑及排屑通畅。
经过试钻,我们采用的切削用量为主轴转速1500 r/min,进给量35 mm/min。
3 结果
加工后孔径尺寸为φ10.375~φ10.355 mm,管孔椭圆度全部小于0.01 mm,管桥尺寸都稳定在4.6 mm,符合图纸要求。
[1] 陆剑中,等编.金属切削原理与刀具[M].北京:机械工业出版社,2003.
[2]傅广义.BTA深孔钻的合理使用[M].北京:机械工业出版社,2002(11).
猜你喜欢
浙江农林大学学报(2022年1期)2022-03-01
金属加工(冷加工)(2022年1期)2022-01-25
能源化工(2021年6期)2021-12-30
热带农业工程(2021年5期)2021-12-06
哈尔滨轴承(2021年2期)2021-08-12
设备管理与维修(2020年23期)2021-01-04
中国特种设备安全(2018年9期)2018-11-01
中国市场(2016年45期)2016-05-17
科教导刊·电子版(2016年2期)2016-03-12
企业文化·中旬刊(2016年1期)2016-03-10
