
玉米胚芽粕返混对玉米酒精发酵的影响
2020-10-26 02:40俞建良刘佳卉张春雪姜明雪高文玉田杨柳荆友良李吉成崔喜贵林海龙
酿酒科技 2020年10期
俞建良 ,刘佳卉,张春雪,姜明雪,高文玉,田杨柳,曲 雪,荆友良,李吉成,熊 强,崔喜贵,林海龙
(1.吉林省先进生物制造重点实验室,吉林梅河口 135000;2.吉林省博大生化有限公司,吉林梅河口 135000;3.梅河口市阜康酒精有限责任公司,吉林梅河口 135000;4.国投生物科技投资有限公司,北京 100034)
为了提高玉米综合利用率,降低主产品酒精的生产成本,很多酒精生产企业选择采用半干法提胚,胚芽经过压榨和浸提后生产玉米胚芽油,提油后的副产品即玉米胚芽粕作为饲料[1-3]。然而,一般酒精企业加工获得的玉米胚芽粕(水分10%)占玉米加工量的10%左右,胚芽粕中含淀粉30%以上,即约有4.9 %的淀粉没有被利用于生产酒精。因此,有的企业选择将胚芽粕与脱胚玉米粉混合后共同进行酒精发酵,一方面可以充分利用淀粉,提高出酒率,另一方面可以增加饲料得率,降低成本。陈世忠等[4]通过对大型玉米酒精厂半干法粉碎提胚制油后所得玉米胚芽粕再加工(粉碎后生产酒精和回收DDGS)与直接销售的经济效益进行对比分析,得出如下结论:如果原有工艺不变,则玉米胚芽粕直接销售比再加工降低成本85.8元/吨酒精,但如果通过提高出酒率并适当增加DDGS回收装置,从而使干物质全部回收,则玉米胚芽粕再加工要比直接销售降低成本54.6元/吨酒精,经济效益非常可观。
本试验主要研究将胚芽粕返混至脱胚玉米粉进行酒精发酵时对装置产能和饲料产品品质的影响,为生产工艺的选择提供依据。
1 材料与方法
1.1 材料、试剂及仪器
菌种:安琪浓醪酿酒高活性干酵母。
原料:脱胚玉米粉,玉米胚芽粕,均取自梅河口市阜康酒精有限责任公司,粉碎过20目筛。
酶制剂:诺维信淀粉酶(150000 U/g),诺维信糖化酶(260000 U/g)。
仪器设备:1260 IntinityⅡ型高效液相色谱仪,OMH180型烘箱,BSD-YX2600型摇床,XPR1002S型电子天平,XPE504型电子天平,HNS~26型电热恒温水浴锅,IKA RW20型搅拌器,SG2型手持pH计+InLab 413 IP67电极,T-B-1型电子万用炉,XFH-50CA型电热式压力蒸汽灭菌锅,ST40型高速离心机。
1.2 分析方法
玉米水分测定:烘箱法。
淀粉含量测定:酶水解法[5],酸水解法参考国标GB 5006—1985。
残糖测定:斐林试剂法[6]。
成熟醪的测定:采用1260 IntinityⅡ型安捷伦色谱进行测定,色谱柱:HPX-87H,300×7.8 mm;流动相:0.005 mol/L H2SO4;泵流:0.6 mL/min;柱温:65 ℃;RID设置温度:50 ℃;进样量:15 μL;运行时间:50 min。
1.3 试验方法
1.3.1 原料液化
称取相应物料克数至恒重的生物反应器中,加入相应温度的工艺水,体系总重500 g。加入抑菌剂,调整pH5.6,加入淀粉酶。将反应器放入为97 ℃±1 ℃的水浴锅内,在水浴锅温度升至97 ℃时开始计时,调整搅拌速度为300 r/min,2 h将醪液迅速降温至32 ℃,试验配料方案见表1。
1.3.2 发酵
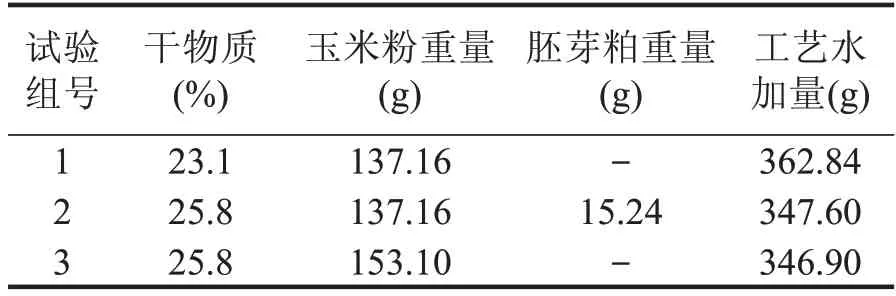
表1 试验配料方案
调整液化醪pH值至4.2,称取一定质量的酵母至醪液中,加入糖化酶稀释液于发酵醪中混合均匀,加入尿素,及时记录样品重量。发酵温度为32 ℃,摇床转速为180 r/min,发酵时间为72 h,取样滴定全分析及HPLC乙醇分析检测。
1.4 计算公式
淀粉利用率、残淀粉、残糊精的计算方法:
淀粉利用率(%)=残淀粉÷初始淀粉;
残淀粉=(残总糖-过滤总糖)×0.9;
残糊精=(过滤总体-还原糖)×0.9。
2 结果与讨论
2.1 胚芽粕淀粉水解性能分析
玉米胚芽粕是将玉米经润水后水分达到18%进行提胚,提取胚芽为原料经压榨、浸出提取油后的副产物,玉米在提胚时并不能将胚芽中的淀粉完全提取出来,故而产生残留。实验首先采用化学法分析了胚芽粕的淀粉含量,3次分析结果的平均值为34.40 %。由于化学法的反应条件较为剧烈,淀粉水解相对彻底,因此,可以将化学法的分析结果设定为标准值。同时,实验又采用了标准的酶法分析了胚芽粕的淀粉含量,3次分析结果的平均值为29.85%。由于酶法反应周期长,体系浓度较低,因此,可以认为酶法的分析结果能准确反映淀粉在酒精发酵过程中的酶的水解程度。表2的结果表明,胚芽粕中的淀粉在生物酶(淀粉酶、糖化酶)的作用下,最高水解率约为86.77%,远远低于玉米粉中淀粉水解率94%~95%。

表2 对比酶法水解与酸法水解(醋酸-氯化钙法)的淀粉含量
2.2 胚芽粕返混脱胚玉米粉对酒精发酵的影响
试验组1的原料是脱胚玉米粉,发酵结束时,其淀粉的利用率为94.1 %,乙醇浓度为12.657 %vol。试验组2的原料是在试验组1的原料基础上增加了15.24 g的胚芽粕,发酵结束时,其淀粉的利用率仅为91.8%,乙醇浓度为13.164%vol。试验组3与试验组2的原料干重相同,全部为脱胚玉米粉,发酵结束时,淀粉利用率为93.0 %,乙醇浓度为13.862 %vol。假设试验组2中的脱胚玉米粉的淀粉水解率与试验组1中的脱胚玉米粉中的淀粉水解率一样,则胚芽粕中淀粉水解率仅为46.7 %;假设试验组2中的脱胚玉米粉的淀粉水解率与试验组3中的脱胚玉米粉中的淀粉水解率一样,则胚芽粕中淀粉水解率仅为67.6%。因此,从实验结果可以判断,胚芽粕中的淀粉在实际同步糖化发酵过程中的水解利用率仅为46.7 %~67.6 %。通过对比分析试验组2和试验组3的乙醇浓度,可以判断,在相同配料干物质浓度下,当胚芽粕添加比例为9%左右时,乙醇产量下降4%~6%,胚芽粕添加比例越高,产量下降将越大。另外,试验组2的残总糖、残糊精、残淀粉浓度均高于试验组1和试验组3,可见,添加胚芽粕导致了发酵成熟醪中残糖、残淀粉水平的明显增大,进而会给整个生产系统带来物料黏度上升、离心清液固形物含量升高、发酵液升酸上升、泵送困难、蒸发浓缩能力受限、能耗增加等一系列问题。残糖水平提高最直观的反映就是DDGS饲料色泽的变化,将发酵成熟醪放置在80 ℃的烘箱中加热至恒重,粉碎过20目筛,结果见表3、图1。显然,试验组2的DDGS饲料色泽最深。

表3 发酵成熟醪成分分析
2.3 结果分析
很多研究表明,直链淀粉与脂肪或其他物质可以形成螺旋状复合体,比如,直链淀粉与碘可以互相结合并显蓝色[7]。直链淀粉在外加条件(热处理、溶剂处理等)的作用下,由于分子内氢键发生相互作用,使得直链淀粉的链状结构发生旋转,平均每六个葡萄糖单元形成一个螺旋体,脂质分子的非极性部分在疏水作用力的推动下进入直链淀粉的螺旋空腔,最终形成了直链淀粉-脂质复合物[8]。AI等[9]将不同来源的油脂与淀粉混合加热,然后再进行酶水解,与纯淀粉的酶水解相比,经过油脂作用后的样品的酶水解率平均下降了14.3 %。在玉米胚芽高温压榨-溶剂浸泡提油过程中,玉米粉中的直链淀粉与胚芽中的脂肪酸复合形成淀粉-脂质包合物,导致淀粉水解效率降低了13%以上,出酒率也下降。这与上述文献报道的结果是一致的。
3 结论与建议
胚芽粕中的淀粉在发酵过程中的利用率不足70%,远低于正常玉米粉中的淀粉利用率(95%~98%)。将玉米胚芽粕添加至脱胚玉米粉进入发酵后,不仅会导致DDGS饲料颜色变深,而且由于混合粉的淀粉含量低,发酵系统酒精产量会下降,玉米油产量也将下降,整体盈利能力下降。而且,添加胚芽粕还会导致物料黏度增大、离心清液固形物含量升高、发酵液升酸增大、泵送困难、蒸发浓缩能力受限、能耗增加、食用酒精口感变差等一系列生产和产品质量问题,因此,不建议将胚芽粕返混进入发酵系统。
猜你喜欢
食品工业科技(2022年21期)2022-10-27
农业工程学报(2022年14期)2022-10-19
包装工程(2022年1期)2022-01-26
中国农业科学(2021年7期)2021-04-21
青年文学家(2021年4期)2021-03-18
农民致富之友(2020年19期)2020-07-18
环球时报(2020-01-16)2020-01-16
家庭百事通·健康一点通(2019年11期)2019-09-26
学生导报·东方少年(2018年7期)2018-05-14
饮食科学(2014年8期)2014-08-22
