再生小中空HDPE用于汽车吹塑风管的研制
2023-12-06 11:36刘双仕莫兰卓严大
现代塑料加工应用 2023年4期
刘双仕 莫兰 卓严大
(广西鑫深科技有限公司,广西 柳州,545007)
随着高分子材料改性技术的发展,各种各样的改性聚乙烯(PE)进入市场,很多产品不是单一的品种,而是多种材料的共混物。另外,各种PE产品中还加入有各种助剂,如抗氧剂、着色剂、填充剂、阻燃剂等,其助剂也不可能被分离出来,因而对回收再生料的性能会有一定的影响[1]。若通过定向回收高密度聚乙烯(HDPE)制品的种类,如仅回收小中空吹塑瓶、桶这一类的HDPE制品,虽然回收造粒后,其力学性能会有所下降,但仍然保留相当部分HDPE的性能。如果通过合理的共混改性,可扩大再生HDPE的利用价值。
汽车风管一般用于空调排风,驾驶室通风、排风,产品结构较为复杂,通常采用HDPE为原料,中空吹塑的加工工艺生产,要求材料具备低气味、优异的高低温冲击性、刚性、耐热性、耐环境应力开裂、耐老化性等。然而,回收的小中空HDPE吹塑瓶、桶材料经过粉碎、清洗、造粒后,由于其韧性比较低,耐环境应力开裂性能、气味散发性能差,无法使用。但经过反复比较验证,合理使用共混改性技术,以小中空HDPE吹塑瓶、桶等再生料为基料,聚烯烃弹性体(POE)作为增韧剂,聚乙烯接枝马来酸酐(PE-g-MAH)为相容剂,再添加相应的助剂,可制备完全满足工况要求的吹塑汽车风管HDPE专用料。
1 试验部分
1.1 主要原料及仪器设备
再生HDPE粒料,熔体流动速率(MFR)为0.2~1.5 g/10 min,市售;增韧剂POE,8150,陶氏化学;耐候剂,UV-791,巴斯夫化工有限公司;除味萃取剂,LDV1040,安徽创新新材料有限公司;相容剂, PE-g-MAH,接枝率0.8%~1.5%;抗氧剂,润滑剂,黑色色母,均为市售工业品级。
高速混合机,GHR-10,张家港市轻工机械厂有限公司;双螺杆挤出机,SHJ-35,南京杰恩特机电有限公司;压力成型机,HPC-63(D),上海西玛伟力橡塑机械贸易有限公司;切片机,GT-7016,循环干燥烘箱,GT-7024-EM1,均为高铁检测仪器(东莞)有限公司;万能材料试验机,CMT4014,美特斯工业系统(中国)有限公司;维卡软化点温度测试仪,XRW-300,复合式冲击试验机,HIT-2492,缺口制样机,XQZ-1,均为承德市金建检测仪器有限公司。
1.2 样品制备
将再生HDPE粒料、PE-g-MAH、POE、除味萃取剂、抗氧剂等按一定的质量比在高速混合机中搅拌后,使用双螺杆挤出机挤出造粒,挤出温度为185~220 ℃,其中模头温度为195 ℃,螺杆转速为500 r/min,喂料频率为18 Hz。调节循环干燥烘箱温度,进行循环干燥除味后,将压力成型机预热至190 ℃,加入已除味后的HDPE粒料,加压至15 MPa,保压15 min后取出,室温下自然冷却,得到所需的测试样品。
1.3 性能测试
冲击性能按照GB/T 1843—2008进行测试;拉伸性能按照GB/T 1040.2—2022进行测试;维卡软化温度按照GB/T 1633—2000进行测试;气味散发性按照GB/T 24149.2—2017进行测试;总挥发性有机物(VOCs)含量按照GB/T 24149.2—2017中的附录B进行测试;耐环境应力开裂按照GB/T 1842—2008 进行测试。
2 结果与讨论
2.1 PE-g-MAH用量对再生HDPE性能的影响
表1为PE-g-MAH用量对再生HDPE性能的影响,其中耐环境应力开裂指样品破损几率为50%的时间。
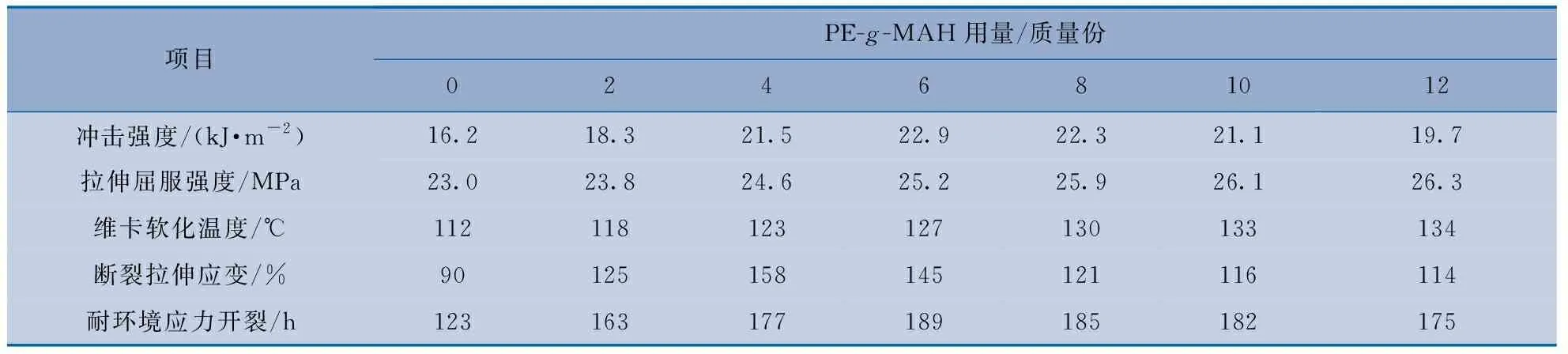
表1 PE-g-MAH用量对再生HDPE性能的影响
由表1可知:随着PE-g-MAH的用量增加,再生HDPE的冲击强度、耐环境应力开裂、断裂拉伸应变先升高后降低,其拉伸屈服强度、维卡软化温度则随着PE-g-MAH用量的增加而持续升高,当PE-g-MAH的用量达到6质量份后,随着PE-g-MAH用量的增加,再生HDPE的拉伸屈服强度升高开始减慢,这是因为当PE-g-MAH布满了各相的界面之后,多余的PE-g-MAH已不起作用[2]。同时,其本身的力学性能对再生HDPE性能产生影响,因此,PE-g-MAH的用量即使增加,再生HDPE的拉伸屈服强度、维卡软化温度也不会升高,还会导致冲击强度、耐环境应力开裂等性能持续降低。
2.2 POE用量对再生HDPE性能的影响
国内外对HDPE 的增韧改进做了大量的研究工作,普遍认为使用POE增韧的综合效果最好。POE和HDPE的表观剪切黏度对剪切速率、温度的依赖性比较接近,容易得到更小的分散相粒径和较窄的粒径分布,因此,POE在HDPE基体中具有较好的相容性和分散性,其增韧效果也比较好[3-4]。
由于再生HDPE用于吹塑加工,需要一定的熔体强度。因此,选择MFR为0.5 g/10 min的POE增韧再生HDPE。表2为POE用量对再生HDPE性能的影响。
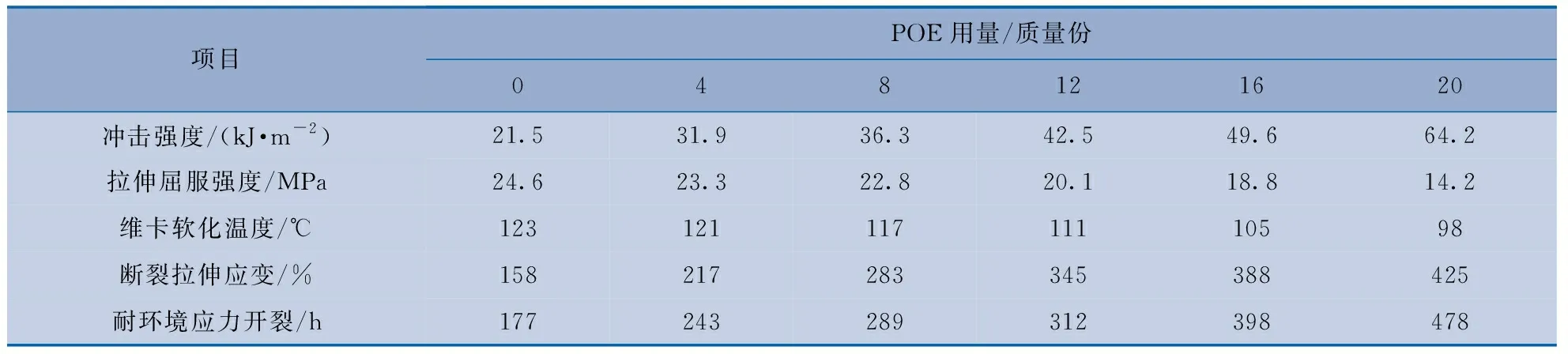
表2 POE用量对再生HDPE性能的影响
由表2可知:随着POE 用量的增加,再生HDPE的冲击强度不断增强,且耐环境应力开裂也有一定的改善,但拉伸屈服强度、维卡软化温度却不断下降。POE的用量增加,再生HDPE中刚性成分相应减少,其韧性大幅度提高,无法保证其拉伸屈服强度。若再生HDPE的拉伸屈服强度太低,当汽车排风系统产生负压时,则无法支撑产品空间结构。因此,POE的用量为8~12质量份为宜。
2.3 高温循环干燥及除味萃取剂对再生HDPE气味散发性的影响
2.3.1 循环干燥时间和温度对再生HDPE气味的影响
聚合物中VOCs的主要传质过程为扩散传质[5],在常温下聚合物中的小分子不能迁移和扩散,大部分VOCs均没有达到沸点,因此,在常温下比较稳定。随着温度的升高,聚合物分子链的动能增加,材料膨胀,扩大了自由体积,促进了聚合物中的分子重新定向运动和迁移,减小了聚合物分子链间流动时的摩擦力,从而增大了挥发分的扩散系数,同时降低了熔体黏度,增加了挥发分的蒸气压[6]。
汽车驾驶室为密闭的空间,当长时间在阳光下暴晒,车内气温可高达80 ℃,而HDPE熔点为130 ℃,软化点在125~130 ℃,因此,选择试验的循环干燥温度在80~115 ℃。不同干燥条件对再生HDPE气味散发性的影响见图1。不同干燥条件对总VOCs含量的影响见图2。
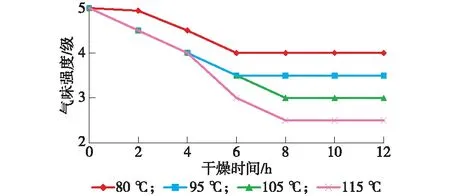
图1 不同干燥条件对再生HDPE气味散发性的影响
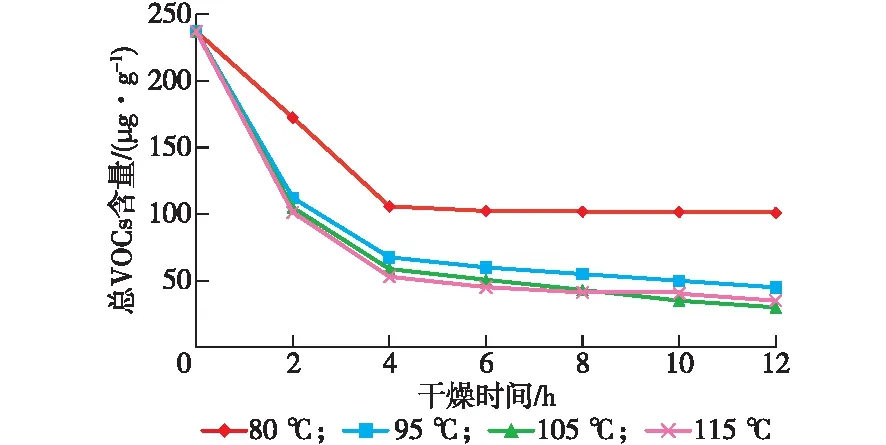
图2 不同干燥条件对总VOCs含量影响
从图1和图2可知:在相同的干燥时间内,气味强度、总VOCs含量均随着温度的升高而降低。在相同的干燥温度下,气味强度、总VOCs含量随着干燥时间的增加而降低,当干燥6 h后,气味强度等级稳定,总VOCs含量随着干燥时间的增加无明显变化。
当干燥温度为115 ℃时,已经接近再生HDPE的软化点,干燥烘箱内的粒子出现部分结块、熔化现象,干燥时间达到10 h后,粒子外观颜色变亚光、暗黄。这是因为,对于塑料而言,均有一个相对偏低的连续耐热温度极限,当超过连续耐热温度极限,塑料会出现结块、熔融黏结、物理性能下降、变色、分解。因此,采用温度105 ℃、时间8 h的循环干燥条件,满足气味散发性标准要求即可。
2.3.2 除味萃取剂用量对再生HDPE气味的影响
温度105 ℃、时间8 h的循环干燥条件对再生HDPE进行除味脱挥,能耗高、设备利用率低。为了得到具有成本低、竞争力强而且气味散发性能达到标准要求的再生HDPE,可添加除味萃取剂母粒对再生HDPE进行脱挥除味,以缩短循环干燥烘箱的干燥时间,提高设备利用率及降低能耗。该除味萃取剂母粒为一种含有质量分数80%醇类溶液(沸点<200 ℃)制成的多孔性聚丙烯(PP)珠粒。
除味萃取剂母粒在挤出造粒加工过程中,受热后释放出低沸点的醇类,受到热和剪切力的作用形成大量微泡,这些微泡与材料加工过程产生的 VOCs 互溶萃取后,使用真空泵抽离,可有效去除再生HDPE中的VOCs 和恶劣气味。除味萃取剂用量对再生HDPE性能的影响见表3,其中循环干燥时间为4 h,温度为95 ℃。
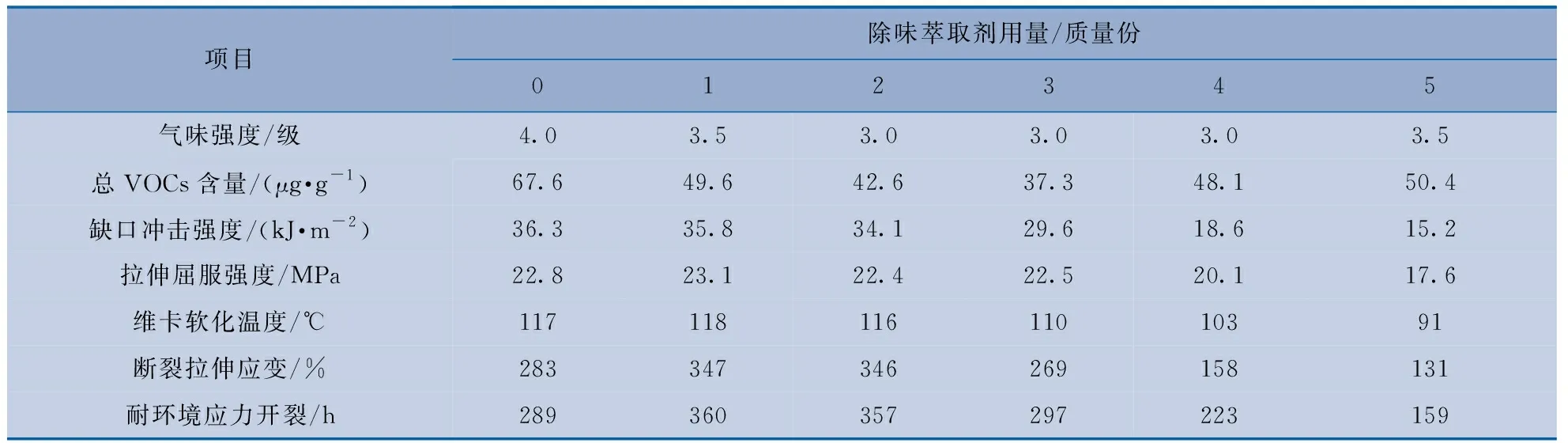
表3 除味萃取剂用量对再生HDPE性能的影响
由表3可知:随着除味萃取剂用量的增加,再生HDPE中气味强度持续降低,其物理性能起初变化不大。当除味萃取剂用量达到2质量份后,其气味强度则不再变化,当除味萃取剂用量达到3质量份后,再生HDPE的总VOCs含量则出现上升的趋势,其物理性能开始出现较大幅度的下降,这是由于在加工过程中,除味萃取剂及部分VOCs无法完全被真空泵抽离而使再生HDPE切面出现很多细小蜂窝状小孔,导致其物理性能下降。因此,除味萃取剂的用量为1~2质量份为宜。
2.4 HDPE汽车风管料的性能指标
采用再生HDPE 100质量份,PE-g-MAH 4~6质量份,POE 8~12质量份,除味萃取剂1~2质量份,添加适量的抗氧剂、耐候剂、黑色色母共混造粒,再使用循环干燥烘箱,调节温度95 ℃循环干燥4 h以上,制得汽车风管料,其性能及某车企汽车HDPE风管性能指标比较,详见表4。

表4 汽车HDPE风管性能指标
由表4可以看出,自制的再生HDPE汽车风管专用料的性能完全满足某车企要求,且成本优势明显,目前已通过验证,用于多款微型汽车驾驶室风管的吹塑生产。
其中,配方中采用的再生HDPE基料,来源丰富、成本与新HDPE原料相比极具优势,虽然改性过程中添加少量价格较高的助剂、增加了循环干燥除味过程,但其综合成本仍较新HDPE原料的成本有15%~25%的优势。
3 结论
a) 少量的PE-g-MAH加入可提高再生HDPE综合性能,但超过一定量之后,则会导致再生HDPE综合性能下降。
b) 采用POE增韧,可快速提高再生HDPE韧性,但其他性能也相应下降。
c) 通过添加少量的除味萃取剂,再使用循环干燥烘箱调节温度95 ℃,循环干燥4 h以上,能有效改善再生HDPE气味。
猜你喜欢
橡塑技术与装备(2021年1期)2021-01-05
水泥工程(2020年3期)2020-10-28
中国造纸(2019年7期)2019-08-28
塑料包装(2019年1期)2019-03-22
中国设备工程(2017年7期)2017-01-20
塑料包装(2015年1期)2015-09-26
塑料包装(2014年2期)2014-11-29
中国塑料(2014年7期)2014-10-17
筑路机械与施工机械化(2014年4期)2014-03-01
河南科技(2014年16期)2014-02-27