
全自动褶皱纸复卷机构的设计
2023-12-22 06:47潘明来
装备制造技术 2023年10期
潘明来
(浙江交通技师学院,浙江 金华 321015)
0 引言
褶皱纸在生活和生产中应用非常广泛,但是其生产专用设备不多,自动化程度不高,研究该设备的学者也不多,使褶皱纸的生产过程存在较多的困难。褶皱纸在生产出来后都会卷成大卷来进行储存,但是为了方便后续销售给制作小卷褶皱纸制品的厂家,褶皱纸的生产厂家又会把大卷褶皱纸通过人工复卷、剪裁和包扎变成小卷,然而现有的技术无法直接生产小卷的褶皱纸,而且复卷机的运行需要各个环节的良好配合,尤其是张力、转矩与压力的配合[1]。故市场上急需一款用于专门褶皱纸复卷的复卷机构来代替人工复卷。鉴于现有褶皱纸分卷所存在的问题,结合目前市场上复卷机的缺陷,本文设计一种代替人工分卷的褶皱纸复卷机构。
1 褶皱纸复卷机构设计思路
皱纹纸又称皱纸,是指一种纸面呈现皱纹的加工纸,可分为生活用褶皱纸、包装用褶皱纸、装饰用褶皱纸三类。褶皱纸条生产设备需要具有自动上卷、自动裁切、自动出料等功能,才能在降低劳动强度的同时,确保褶皱纸生产过程的安全和卫生。为实现自动送料、切料、卷料等功能三合一,全自动褶皱纸复卷机构包括:机架1 以及机架上安装的送料切料装置2、卷料装置3、传送装置4 和控制器等,如图1 所示。送料切料装置固定在机架的左侧,机架两侧板5 之间固定传送装置,卷料装置固定在机架的上端。送料切料装置用于接收从上游输送过来的大卷褶皱纸,并把褶皱纸输送至卷料装置上,同时送料切料装置还能切断褶皱纸;卷料装置设在传送装置的上端,且处在传送装置输送端的尾部,卷料装置包括卷料结构和定位杆,卷料结构能够上下升降,且能吸附传送装置上的褶皱纸的纸头,并带动褶皱纸绕卷,同时卷料结构还能松开褶皱纸的纸头,定位杆配合卷料结构使用,使绕卷到设定厚度时,褶皱纸卷抵着定位杆防止松开。整个机构的运转过程由控制器控制。
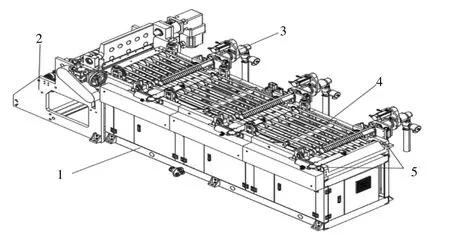
图1 褶皱纸复卷机构
2 褶皱纸复卷机构设计
为了有效地完成褶皱纸的切割和分卷、运输,借助常见的机械传动机构,通过电机驱动实现自动控制和驱动,当绕纸厚度达到设定值后还可以进行多工位切割和分卷,全面提升了褶皱纸生产设备的自动化水平和收卷工作的效率[2]。
2.1 送料切料装置
如图2 所示,送料切料装置包括送料架1、过渡辊2、送料辊3、送料辊电机4、切刀电机5 和切刀6,上述送料架由一底座及竖直固定在底座两侧的竖板构成,送料架内侧连接在机架的左端,送料架两竖板之间固定有两根上下设置且接触的送料辊,两个送料辊内侧的两竖板之间固定有切刀,切刀左侧的竖板上固定有带动切刀转动的切刀电机,上述两送料辊外侧的两竖板之间固定有多个过渡辊,同时两送料辊左侧的竖板上还固定有带动送料辊转动的送料辊电机。另外,机架上设有保护罩,保护罩对皮带轮进行防护,以免出现意外。
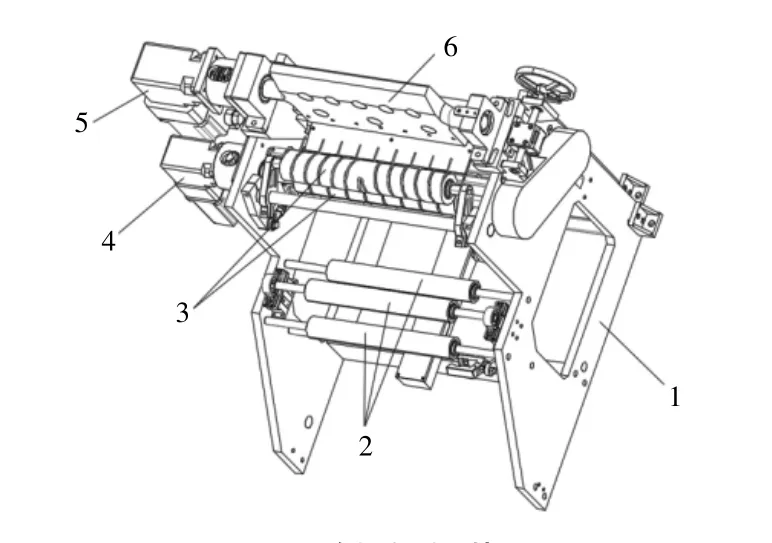
图2 送料切料装置
2.2 卷料装置
卷料装置个数与传送装置组数相同。其基本组成包括机架、移动座、卷轴、移动座气缸、卷轴电机和吸风装置。卷料装置固定座固定在机架上,由一竖板和一横板构成,竖板中部设有竖直的条形通槽,竖板上还设有滑轨;而移动座由一管座及固定在管座左侧的左竖板和固定在管座右侧的右竖板构成,左竖板卡在滑轨上;移动座气缸固定在固定座横板上,且移动座气缸推臂穿过固定座横板与左竖板下端固定,使移动座通过移动座气缸的推动能沿固定座的滑轨上下滑动;卷轴电机固定在右竖板上方,卷轴为一端开口另一端封闭的空心管,且管壁上布满了吸风孔,卷轴开口端穿过条形通槽及管座与吸风装置连接;吸风装置与移动座之间的卷轴上设有皮带轮,并通过皮带与卷轴电机的电机轴连接。
如图3 所示,卷料装置主要由固定座1、移动座11、卷轴5、定位杆6、移动座气缸14、卷轴电机7 和吸风装置12 等组成。固定座由一竖板3 和一横板2构成,且竖板中部开有竖直的条形通槽4,条形通槽右侧的竖板前后两端各固定有一竖直的滑轨13;固定座固定在机架内侧的侧板上端,移动座由一管座9及固定在管座左侧的左竖板8 和固定在管座右侧的右竖板10 构成,左竖板活动连接在两滑轨上,移动座气缸固定在固定座横板上,且移动座气缸推臂穿过固定座、横板与左竖板下端固定,使移动座通过移动座气缸的推动能沿固定座24 的两滑轨上下滑动;右竖板上方固定有卷轴电机,卷轴为右端开口左端封闭的空心管,且管壁上布满了吸风孔,卷轴右端穿过固定座的条形通槽及管座后与吸风装置连接,吸风装置与移动座之间的卷轴上固定有皮带轮,并通过皮带与卷轴电机的电机轴连接,卷轴上方固定有平行于卷轴的定位杆,定位杆右端固定在固定座竖板29 上端。
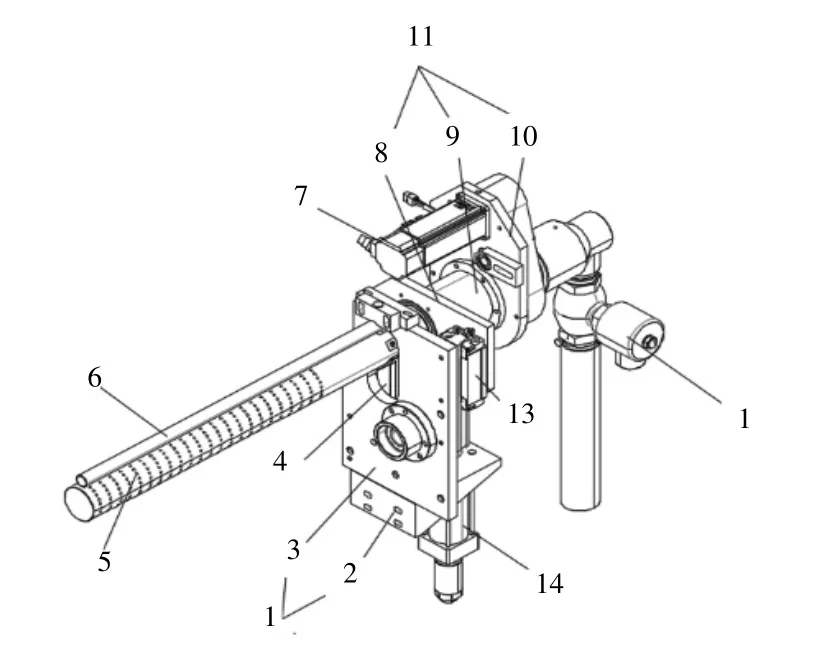
图3 卷料装置
2.3 传送装置
卷料装置一般为多个,多个卷料装置依次分布,由一个下传送装置和与卷料装置个数相同的上传送装置组成,各卷料装置均处在上传送装置的尾部,且两个上传送装置之间存在间隙,同时上述下传送装置和多个上传送装置与送料切料装置之间联动。
下传送装置包括下传送带和多根下传动辊,各下传动辊一侧穿出机架并通过皮带及皮带轮联动,各下传动辊的另一侧设有皮带轮Ⅰ,下传送带套在各下传动辊上;上传送装置由两根上传动辊及套接在两根上传动辊上的若干上传送带组成,上传动辊一侧设有轴承且与机架直接固定,另一侧设有传动齿轮,传动齿轮下方设有通过轴承固定在机架上的辅助辊,辅助辊上设有两个皮带轮Ⅱ,其中一个皮带轮Ⅱ通过皮带与传动齿轮联动,另一个皮带轮Ⅱ通过皮带与皮带轮Ⅰ联动。
传送装置如图4 所示。传送装置包括三组上传送装置7 和一组下传送装置1,下传送装置又包括下传送带3 和四根下传动辊2,四根下传动辊的两侧均插接在机架的两侧板上,同时在插接处的下传动辊上设有轴承,上述下传动辊的外侧穿过侧板与皮带轮10固定,且最右侧的下传动辊上只需固定一个皮带轮,其余三根均需固定两个皮带轮,同时相邻的两根下传动辊上的皮带轮通过皮带进行联动,上述各下传动辊的内侧固定有皮带轮Ⅰ6,上述每组上传送装置结构相同,均由两根上传动辊8 套接在两根上传动辊上的若干上传送带9 组成,上传动辊外侧通过轴承与机架侧板固定,上传动辊内侧固定有传动齿轮5,传动齿轮下方的机架侧板上通过轴承固定有辅助辊,辅助辊上固定有两个皮带轮Ⅱ4,其中一个皮带轮Ⅱ通过皮带与传动齿轮联动,另一个皮带轮Ⅱ通过皮带与皮带轮Ⅰ联动,同时最左侧的下传动辊通过皮带与送料辊电机联动,这样通过一个送料辊电机能够同时带动送料辊、所有下传动辊和所有上传动辊进行联动。
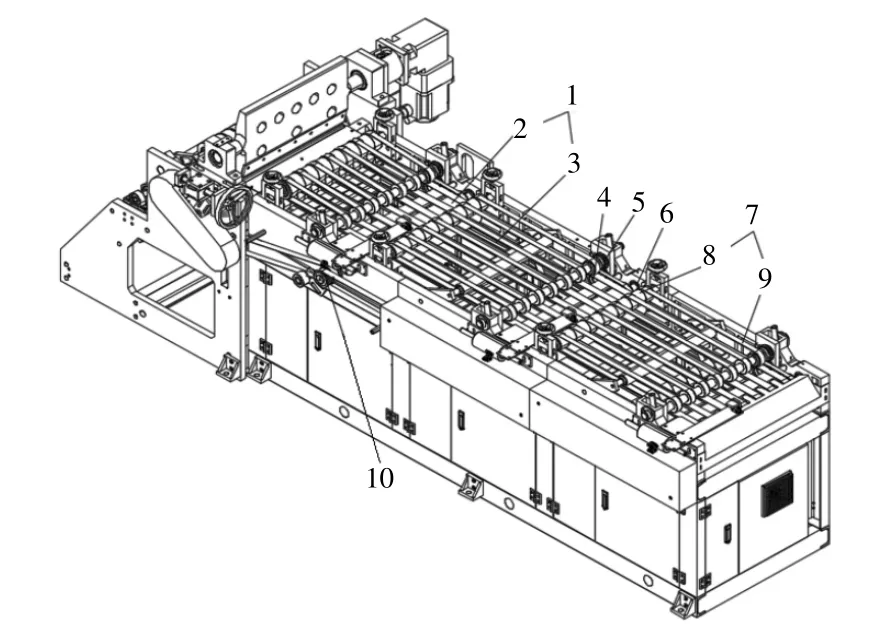
图4 送料装置
3 全自动褶皱纸复卷机构的工作过程
全自动褶皱纸复卷机构工作时,褶皱纸从大卷输送过来,经送料切料装置1 的若干个过渡辊3 拉平后进入到两送料辊2 之间,送料辊电机5 带动送料辊,送料辊转动后带动传送装置18 最左侧的下传动辊11 和12 转动,然后带动所有其他下传动辊及上传动辊17 和20 联动,褶皱纸经送料辊传送后经过切刀4下方,然后进入到上传送装置19 和下传送装置13 之间的输送带被输送到最左边的卷料装置4 的卷轴6下方,卷轴在吸风装置16 的作用下吸住褶皱纸的纸头,经卷轴电机7 带动下的卷轴开始旋转对褶皱纸进行卷动,当褶皱纸被卷成指定大小的小卷后,切刀电机启动旋转切刀,切刀刀片旋转至褶皱纸上方后抵住褶皱纸并切断,然后卷料装置9 的移动座气缸推动移动座8 沿固定座10 滑轨15 上滑,使卷轴上移后褶皱纸小卷抵在定位杆14 上夹住纸头,褶皱纸小卷即复卷完成,等待下一道抽卷工序抽卷或人工进行抽卷,而被切断的纸头被继续传送到中间的卷料装置进行复卷,中间的卷料装置复卷完成后纸头被输送到右侧的卷料装置进行复卷,当右侧的卷料装置快完成复卷时,切刀切断褶皱纸,而最左侧的卷料装置4 的卷轴下移到褶皱纸上方,并启动吸风装置,当下一个纸头遇到最左侧卷料装置的卷轴时,纸头又被卷轴吸住进行复卷,而上述步骤均由控制器控制。如图5 所示。
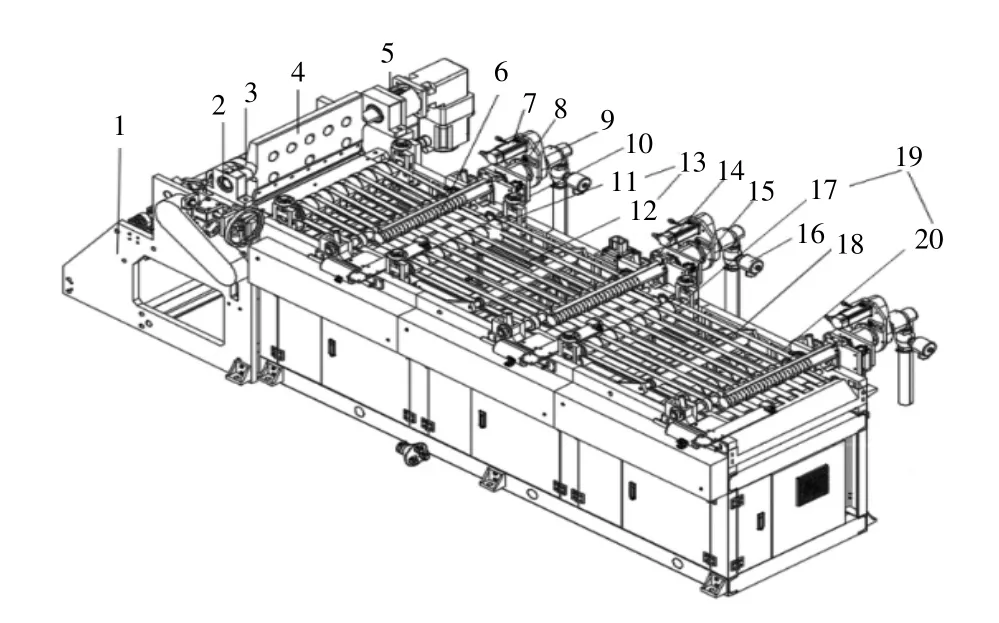
图5 全自动褶皱纸复卷机构工作原理
4 结语
从造纸厂经过复卷出厂的褶皱纸卷长度很长,有时幅度也较宽,实际在使用时往往会再次分切和复卷,进而分卷成方便使用的较小的长度和幅度[3],使用全自动褶皱纸复卷机构代替人工复卷和剪裁,大大提高了工作效。随着造纸机发展的突飞猛进,复卷机也得到了高速发展,新概念、新技术、新装备不断出现,使复卷机在造纸设备中地位不断提高。由于传动装置在空间布局上具有一定的偏移量[2,4],而且结构较为负责,仅仅依托机械部分是远远不够的,还需要对电气控制程序进行较为深入的研究。
猜你喜欢
ELLE世界时装之苑(2023年1期)2023-05-30
机械制造(2022年6期)2022-09-01
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
电脑报(2020年16期)2020-06-30
学生天地(2020年19期)2020-06-01
新商务周刊(2018年12期)2018-12-08
机械工程与自动化(2018年1期)2018-04-02
红岩(2017年6期)2017-11-28
浙江大学学报(工学版)(2016年9期)2016-06-05
