Zr-2.5Nb压力管制造过程中的组织结构演变(Ⅰ)
——α/β相转变
2023-12-26 01:04李科元李新意李宇力惠泊宁赵冠楠郁光廷
原子能科学技术 2023年12期
周 宣,李科元,李新意,李宇力,周 军,惠泊宁,赵冠楠,郁光廷
(1.西安西部新锆科技股份有限公司,陕西 西安 710299;2.上海核工程研究设计院有限公司,上海 200233;3.秦山第三核电有限公司,浙江 海盐 314300)
压力管作为重水堆燃料通道的关键核心部件,其内包含非浓缩铀燃料棒束(UO2+Zr-4)以及重水冷却剂,其服役可靠性需要考虑以下4方面:1) 径向尺寸变化;2) 腐蚀和吸氢情况;3) 力学性能变化;4) 裂纹扩展情况[1]。加之中子经济性方面的考虑,锆合金成为压力管的最佳选择[2-3]。
Zr-2合金是最早应用在压力管上的锆合金。由于Zr-2.5Nb合金兼有更高的强度和适当的腐蚀性能,在Gentilly-1和KANUPP堆应用后就将Zr-2.5Nb合金压力管推广至所有CANDU堆[3-4]。加拿大在开发Zr-2.5Nb压力管初期采用过两条加工路线[5]:1) 沿用Zr-2工艺,热挤压+25%~30%冷拉+400 ℃/24 h去应力退火相结合的冷加工型工艺;2) 热挤压+5%~15%冷拉+865~875 ℃淬火+500 ℃时效相结合的热加工型工艺。两种工艺制备的压力管经NPU试验堆辐照服役后发现,冷加工型压力管径向蠕变速率小于热处理型,服役寿命较长。自安大略电力公司Pickering电站3号和4号堆选用冷加工型工艺Zr-2.5Nb后,所有CANDU堆均使用冷加工型工艺生产的Zr-2.5Nb压力管。
CANDU堆用Zr-2.5Nb合金压力管制造过程中历经熔炼、锻造、β淬火、热挤压、冷拉拔及预膜处理等工序,与单α相燃料包壳用锆合金相比,其加工流程要短些[6-7]。但是,由于Zr-2.5Nb为α+β双相合金,其加工过程中的组织结构和相转变过程又要比燃料包壳用锆合金复杂得多,存在β→α+β、β→α/α′、α/α′→α+β等相变过程[8-10]。压力管组织为层片状的α+β复相组织,α相之间为富铌β相或ω+富铌β相[11-15],而包壳合金组织主要为等轴的α相[16]。
Zr-2.5Nb合金加工过程中的α/β相转变是其组织特征复杂的主要原因,因此研究Zr-2.5Nb合金压力管加工过程中的α/β相转变在压力管性能控制方面显得十分必要。本文对Zr-2.5Nb压力管国产化研制过程中熔炼、锻造、β淬火、热挤压相关组织进行研究分析,并简要讨论其中的α/β相转变特点。
1 实验
实验所用的原材料为核级Zr-2.5Nb合金,主要合金成分为2.6%Nb和0.11%O,采用连续金相法测得相变温度为(895±5) ℃。压力管管坯制造的主要工艺为:铸锭熔炼→锻造→淬火→热挤压,其中,铸锭采用4次熔炼以保证铸锭纯净度(H含量<5 ppm);锻造加热在β单相区进行,终锻温度不低于600 ℃;淬火在单β相区进行以保证第二相充分固溶;热挤压在780~830 ℃进行,以保证管坯的组织结构和力学性能。
为了研究锻造及淬火加热对β晶粒长大的影响,利用Zr-2.5Nb合金φ10 mm锻棒分别进行了950~1 070 ℃/5~120 min退火试验。此外,为了研究挤压加热对锭坯组织的影响,利用Zr-2.5Nb合金φ200 mm淬火棒坯进行了780 ℃/3 h加热并淬火的热处理试验。
本实验在铸锭、锻棒、β淬火锭坯、热挤压管坯以及热处理试验样品上取样,并利用OM、SEM/ECC、EBSD等技术对相关组织进行表征。
2 实验结果
在压力管制造过程中,铸锭熔炼、锻造、β淬火以及热挤压等工序都涉及到β→α/α′或α/α′→β转变,转变组织与形貌受冷却速度、变形、再结晶等因素影响。
2.1 β→α/α′转变
铸锭热封顶直至出炉,经历数小时的冷却,在缓慢的冷却条件下,形成了图1所示的Zr-2.5Nb合金铸态组织。根据Zr-Nb二元相图[17],Zr-2.5Nb合金凝固及冷却过程依次发生了L→β→α+β转变,最终形成α+β共晶组织。铸锭β→α+β转变时,α相在原β晶界和晶内析出,形成典型的α+β魏氏组织:α相呈板条状,宽度在1 μm左右,并形成板条簇,α板条间为β相;沿原β晶界析出的α相相对粗大些,部分晶界α相向晶内生长。
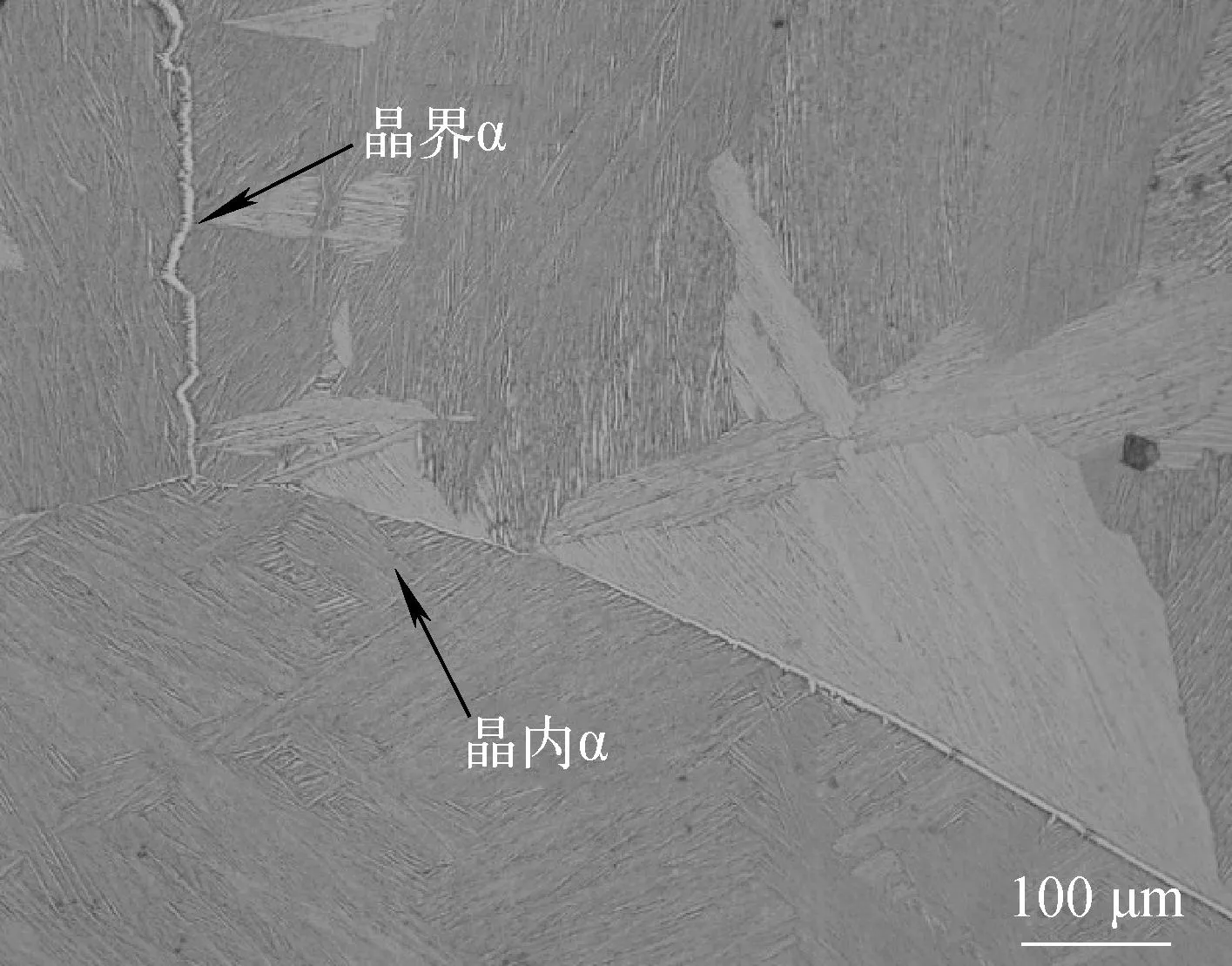
图1 铸锭中的α+β魏氏组织Fig.1 α+β Widmanstatten structure in ingot
图2为Zr-2.5Nb合金锻棒不同位置处的组织:芯部位置具有温度高、变形量较小的特点,α板条/板条簇完全扭折,形成弯曲变形的魏氏组织;靠近外表面位置温度较低(在α+β相区变形),变形量较大,一些初生α相(αp)发生球化,形成的组织以等轴组织为主;中部位置像跨β相锻造组织,在球化的αp相呈“项链状”,并与β转变组织交织。虽然锻造加热是在单β相区进行,但是Zr-2.5Nb合金锻造变形主要在单β相区和α+β相区进行,过程中发生β和初生α相(αp)的再结晶,而在锻造过程和锻后冷却的温降过程中则会伴随有β→α+β转变。
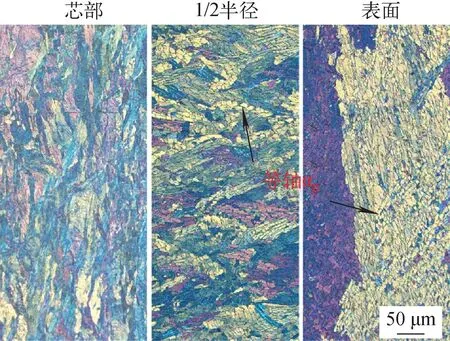
图2 不同位置处的锻态组织Fig.2 Microstructure obtained from different positions of forged billet
图3为Zr-2.5Nb合金经β淬火后形成的过固溶组织,淬火组织特征与锭坯深度有关:外表面冷却速度较快,可以形成典型的板条状α′马氏体为主的组织;锭坯内部冷却速度相对较慢,形成板条α′+α的组织,而且在原β晶界上有一定含量的α板条簇,形成魏氏组织。两种不同的组织表明,Zr-2.5Nb合金β淬火锭坯表面和内部存在不同的β相转变类型。
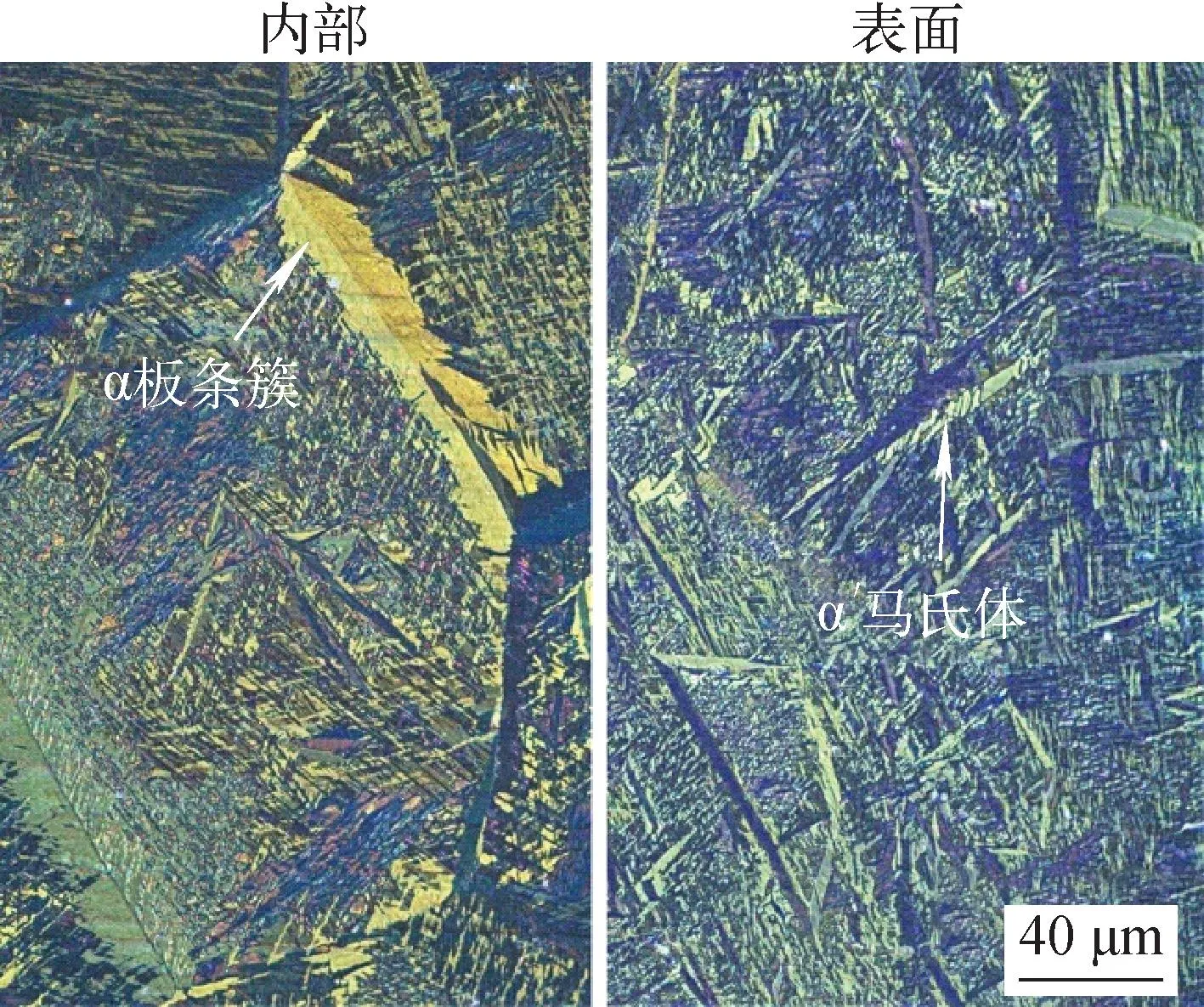
图3 β淬火锭坯中α′马氏体及α′+α板条组织Fig.3 α′ Martensite and α′+α lath in β quenched billet
图4为Zr-2.5Nb压力管在800 ℃附近挤压后形成的组织。α相和β相相间排列,沿着挤压方向被拉长,α相宽度约为400~500 nm的板条,宽度不足100 nm的β相存在于α板条间。挤压管坯中的α相含量远高于70%,表明在挤压及随后的冷却过程中有大量的β相转变为α相。
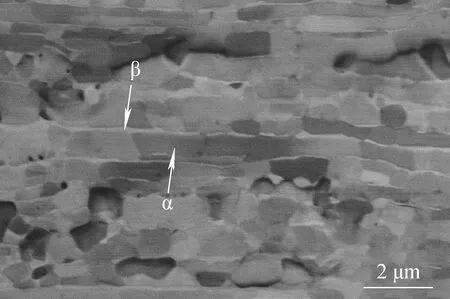
图4 挤压管横截面中的α+β片层状组织Fig.4 α+β lamellar structure in radial-transverse section of extruded tube
2.2 α/α′→β转变
由于Zr-2.5Nb合金的开坯锻造和淬火需要在β相区进行,铸锭及锻棒加热过程中会发生α+β→β转变,并形成等轴的β相晶粒,晶粒度控制是加热工艺制定的主要考虑因素之一。在单β相区内,晶粒度对加热温度和保温时间较为敏感,如图5所示,Zr-2.5Nb合金进入β单相区后,晶粒发生明显长大,退火温度越高、保温时间越长,晶粒度越大。
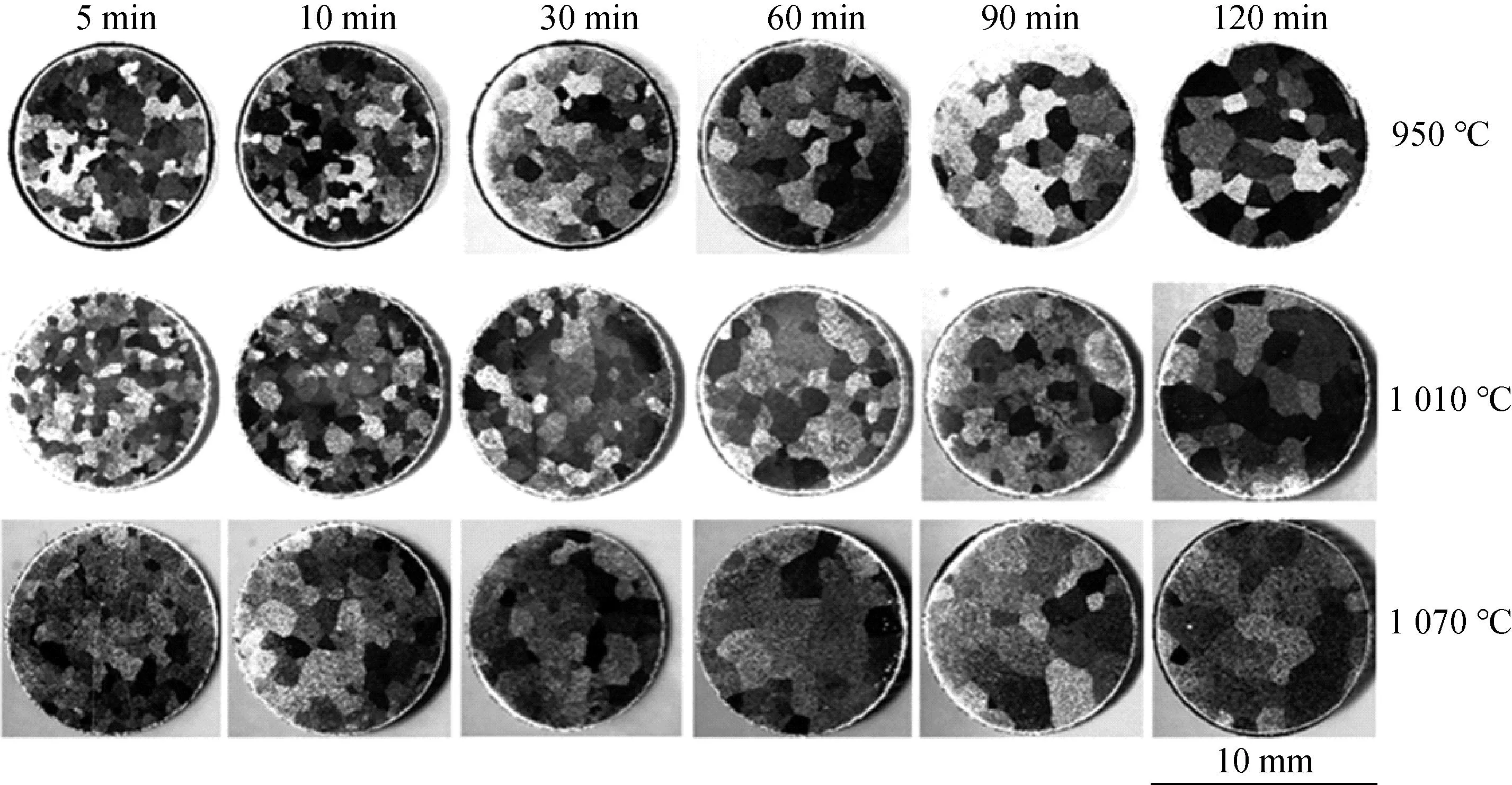
图5 不同退火制度下的宏观金相组织Fig.5 Macrostructure of specimens suffering under different heat treatments
图6为β淬火棒坯经780 ℃/3 h加热后形成的组织,过饱和的片状α′或板条状α相分解成α+β,并且有球化倾向。锭坯预热温度越高、时间越长,这种α球化、β粗化的现象越明显[5,12],且α与β之间存在Pitsch-Schrader关系[18]。Zr-2.5Nb合金压力管热挤压通常在780~830 ℃之间进行,β淬火形成的α/α′相在挤压加热和保温过程中也会发生α/α′→β转变。
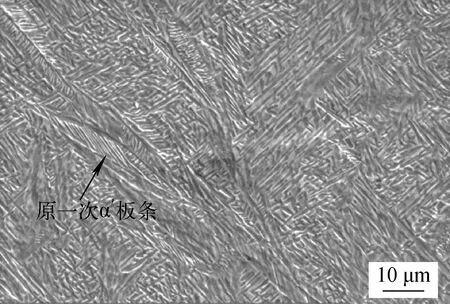
图6 β淬火样经780 ℃/3 h加热后形成的组织Fig.6 Microstructure of β quenched specimen followed by 780 ℃/3 h treatment
3 分析与讨论
3.1 冷却速度对β→α/α′转变的影响
1) 淬火过程中的β→α/α′转变
核用锆合金材料为了尽量减小第二相析出对腐蚀性能的影响,通常需要进行β淬火将合金元素固溶在基体内:合金加热至单β相区后水淬冷却。水淬冷却的Zr-2.5Nb合金锭坯转变组织较为细小,如图3所示,但在锭坯外表面和内部因冷却速度的差异表现出较大差异,尤其是相转变类型方面。
对于特定成分的合金,冷却速度是决定锆合金β→α/α′转变类型和组织特征的关键[19],燃料包壳用单α相锆合金随着冷却速度的上升,相转变类型由β→α向β→α′过渡;组织则依次会形成Lenticular结构、Parallel-plate魏氏组织、Basketweave魏氏组织、α′马氏体[20]。Zr-4合金在冷却速度为2 100 ℃/s时可获得α′马氏体;在1 200 ℃/s时,转变组织为由板条α组成的魏氏组织;当冷却速度进一步降低至110 ℃/s时,则形成包含粗大α板条的Basketweave魏氏组织[18,21]。Zr-2.5Nb合金水淬组织对冷却速度也较为敏感,不同尺寸的样品获得的淬火组织有明显差异。0.5 mm和2 mm厚的样品淬火后可以获得板条状α′马氏体组织,其中一些α′由孪晶组成,这是非扩散型马氏体的典型特征[19,22]。12 mm厚样品淬火后同样形成板条状α′马氏体,初生α′要比次生α′粗大得多,在初生α′马氏体内没有孪晶[23]。
对于压力管工业生产所用的挤压锭坯,尺寸效应带来的淬火冷却速度差异的影响更为明显,在淬火锭坯中甚至可以发现α+β魏氏组织[17]。本工作β淬火锭坯表面冷却速度较快,组织主要由几乎贯穿原β晶粒的初生α′马氏体板条和尺寸较小的次生α′马氏体板条组成。在锭坯内部,由于冷却速度较慢,在原β晶界处形成了α板条簇,限于表征手段,暂未确认是否为α+β魏氏组织。
2) 熔炼过程中的β→α+β转变
相比于β淬火,熔炼工序的冷却速度要慢得多,Zr-2.5Nb合金发生扩散型的β→α+β转变。在β→α转变过程中,冷却速度是α相尺寸控制的关键。表1列出Zr-2.5Nb合金自高α+β区冷却时β转变组织与冷却速度的关系[24]。由表1可见:冷却速度高于50 ℃/s时,形成初生α相和孪生马氏体;冷却速度低于25 ℃/s时,形成初生α相和α+β魏氏组织,而且冷却速度越慢,α板条越宽。铸锭凝固冷却时的冷却速度很慢,如图1所示,α相可以在原β晶界和晶内形核长大,晶内α板条宽度可达1 μm,晶界α则要大得多。而且由于β/α转变位向关系的原因[19],α板条簇之间存在特定的角度。

表1 冷却速度与Zr-2.5Nb合金883 ℃保温后的转变组织关系[23]Table 1 Correlation of cooling rate with transformation structure of Zr-2.5Nb alloy soaked at 883 ℃[23]
3.2 变形对β→α转变的影响
1) 锻造过程中的β→α+β转变
Zr-2.5Nb合金锻造是一个温度不断变化的过程,在β→α+β相变时还伴随有变形、再结晶等现象,使得锻造组织更为复杂[9]。如图2所示,在锻棒芯部,组织为扭折的魏氏组织,表明在β→α+β转变以后,芯部发生了变形,但是由于变形量较低,未能发生再结晶。锻棒1/2位置处存在“项链状”等轴α相,这些α相主要为晶界或晶内先析出的αp相经变形、再结晶、球化后形成的,原β晶内其余为扭折的α+β魏氏组织。而锻棒表面位置处变形量较大,β转变形成的αp相球化比例要比内部高得多,形成如图7所示典型的等轴组织。这些等轴状αp以及层片状的α+β转变组织表明锻造时α和β相同时发生再结晶。
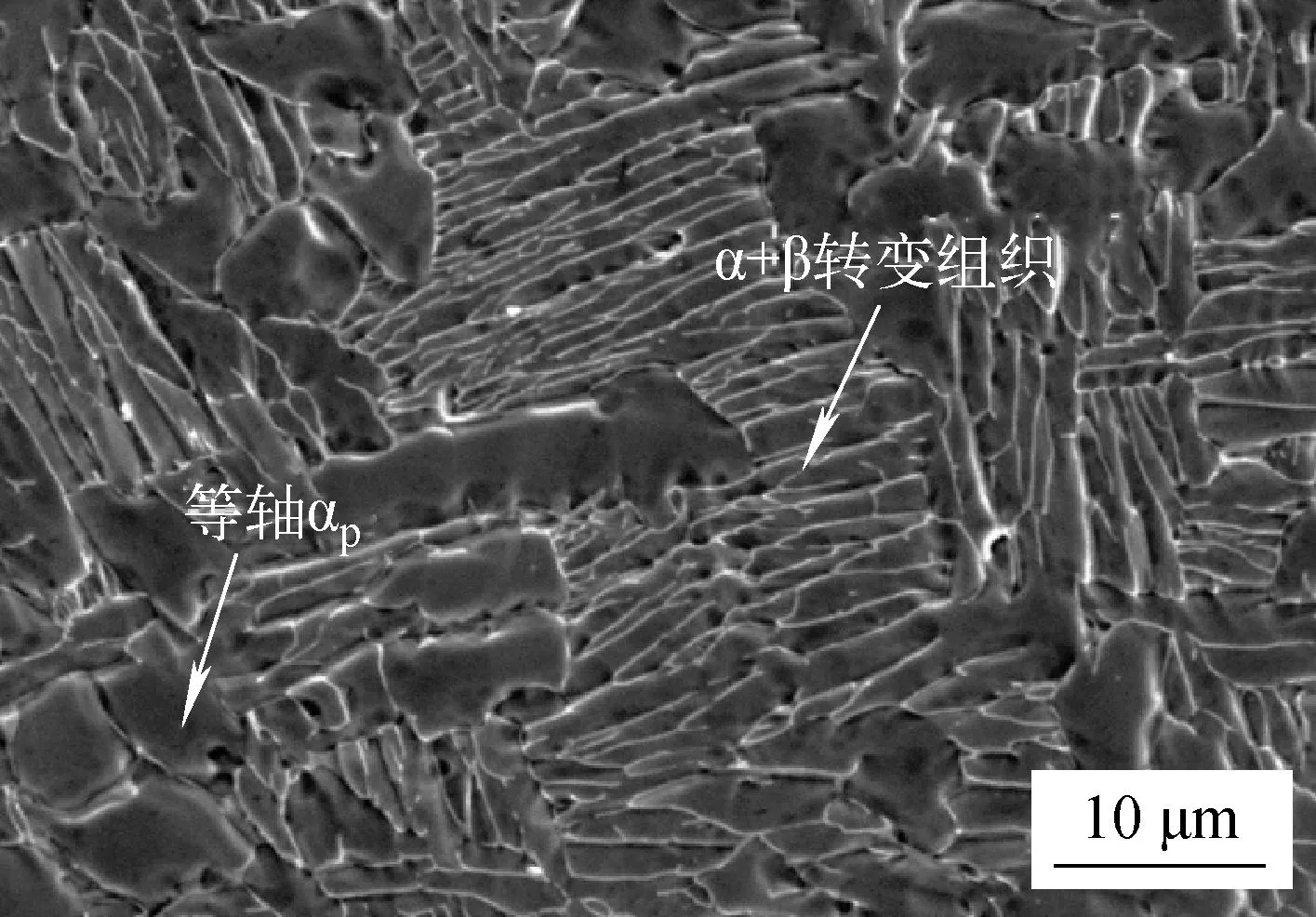
图7 锻棒外表面部分位置处的等轴组织Fig.7 Equiaxial microstructure near outer surface of forged billet
2) 挤压过程中的α/β转变
图6所示的α+β组织经热挤压后形成图4、8所示的片层组织。图8a中白线为小角度晶界,黑线为大角度晶界。热挤压组织中晶粒如图8b所示,可分为3类:再结晶态、回复态和变形态。压力管热挤压的挤压比高达10~11,α板条发生旋转、变形、回复、再结晶,变成长宽比超过10的层片状组织。在此过程中,β相也会发生拉长和再结晶[22],并形成层片状结构,与α相相间排列。
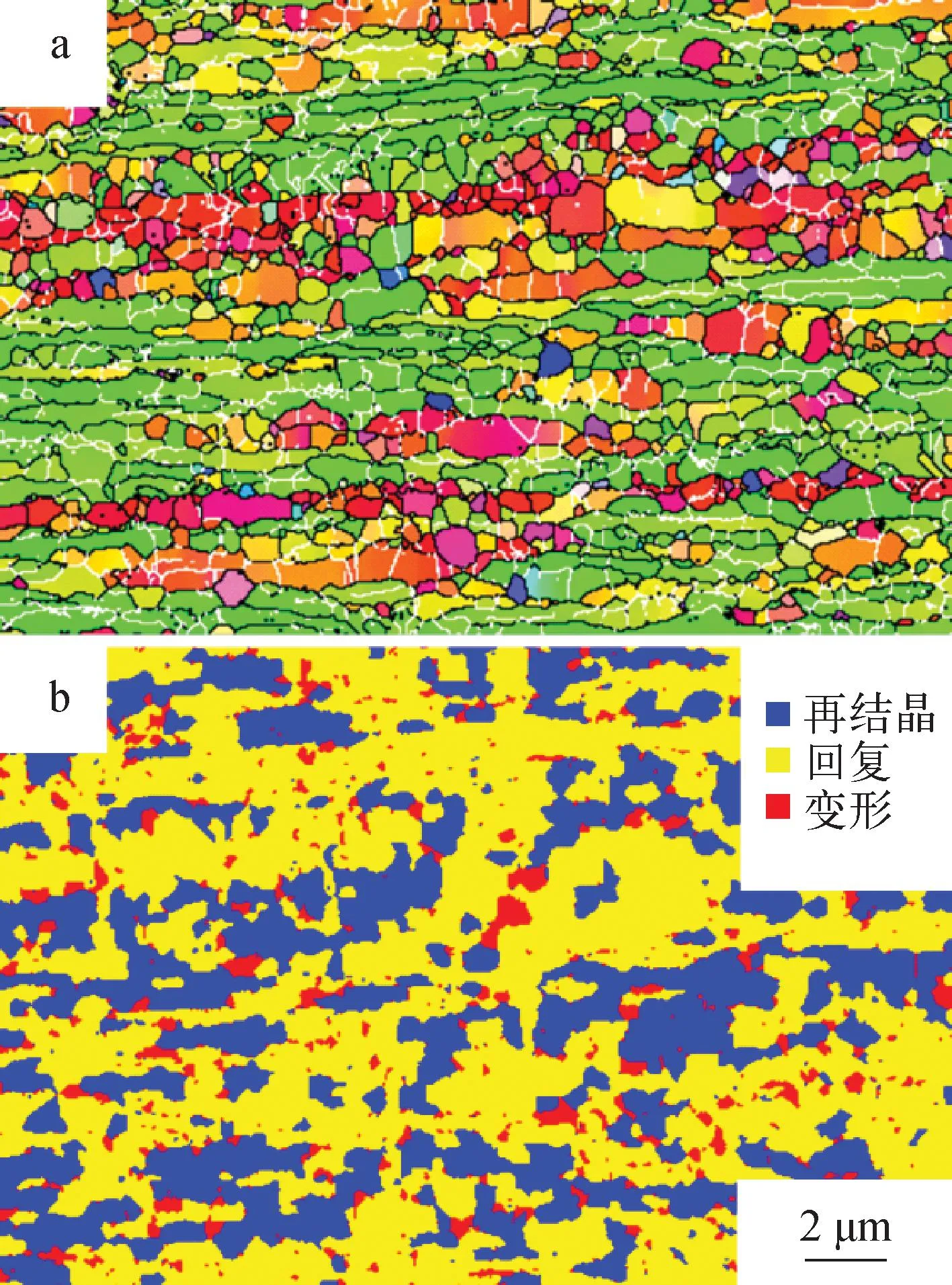
a——IPF图;b——再结晶分布图图8 热挤压管EBSD分析结果Fig.8 Microstructure of extruded tube characterized by EBSD
相比于熔炼和锻造中出现的魏氏组织,热挤压管坯主要为α和β相相间的片层组织,其β相含量也远低于热挤压时的30%,表明挤压管坯挤压及其冷却过程中发生的α/β转变与熔炼和锻造有很大的不同。虽然Zr-2.5Nb合金在挤压过程中存在应力诱导α+β→β转变[11,25],引起β相含量增加。但在相对缓慢的冷却速度下,β→α+β相转变会受存在的α相影响[15,26],以初生αp和β基体相为基础进行相转变,导致初生αp相和β相长大。这就是挤压管坯中β相含量远低于30%,且不存在α+β魏氏组织的主要原因。
α和β相间排列的片层结构,是压力管成品管材的典型组织[4,11],有利于保证管材的吸氢性能和抗辐照变形能力。由于压力管热挤压后的冷成形变形量较低(25%~30%)[5],其组织结构控制主要在热挤压时控制。考虑到淬火锭坯α/α′组织以及挤压过程α/β相转变对挤压管坯组织演变的影响,应严格控制挤压锭坯组织和挤压参数。
4 结论
1) 在熔炼、锻造、β淬火和热挤压等工序中,发生β→α/α′、β→α+β转变以及α相、β相再结晶等过程。
2) α/β相转变类型受冷却速度影响,冷却速度较快的β淬火过程中发生β→α/α′转变,冷却速度较慢的铸锭、锻棒以及挤压管坯发生β→α+β转变。
3) β→α+β转变形成的α相形貌、形核位置与冷却速度有关。冷却速度较慢的铸锭中α相可以在晶界和晶内析出,板条宽度可达1 μm左右;在热挤压管坯中转变组织基于αp长大;在锻造过程中,转变的α相还受变形和再结晶影响,呈现出板条、扭折板条、等轴等状态。
猜你喜欢
铝加工(2023年2期)2023-05-09
金属热处理(2022年8期)2022-09-05
湖南有色金属(2021年2期)2021-04-25
有色金属加工(2021年1期)2021-02-23
热处理技术与装备(2020年2期)2020-06-29
中华戏曲(2019年1期)2019-02-06
影剧新作(2018年4期)2018-07-27
激光与红外(2018年3期)2018-03-23
河南科技(2014年4期)2014-02-27
中国工程咨询(2014年5期)2014-02-16