
针对主题:精冲技术基础及模具失效分析浅析
2015-06-22 14:38张祥林
锻造与冲压 2015年8期
针对主题:精冲技术基础及模具失效分析浅析

张祥林
华中科技大学材料科学与工程学院教授,博士生导师,主要从事金属塑性成形理论、工艺与模具的研究与教学,2005年以来持续开展精冲工艺与模具技术研究。
线切割变质层消除的具体方法有哪些?如何保证消除的过程中工件不变形?
专家答疑:
线切割变质层可用抛光的方法去除,不宜处理的细微部分可用研磨抛光等,这些都不会导致工件变形。
精冲模具失效分析主要用什么软件?
专家答疑:
要看何种失效,对于强度超载导致的开裂、折断等失效可用Ansys等弹性有限元仿真,若要精确仿真刃口的受力,还要结合塑性有限元软件得出边界施力加载。对于疲劳寿命的预测虽然有很多人做过,但我觉得结果存疑,因为现有的仿真软件都没有很好地考虑模具表面的加工质量,而被仿真件本身的加工状况也很难精确获得。
在精冲模具加工中有哪些特殊的措施可以增加核心件的残余压应力,减少核心件的残余拉应力,增加模具寿命?涂层残余应力随涂层厚度增加而递增,厚度是不是越厚越好,实际生产中厚度取多少是最经济最合适的?
专家答疑:
增加凸模、凹模、凸凹模等核心件表面的残余压应力有利于提高模具的疲劳寿命,表面抛光和研磨都是增加压应力的手段。改善线切割的工作参数有利于减少线切割的拉应力,多道次慢走丝精修也是去掉白亮层从而减小拉应力的重要步骤。现代精冲愈来愈多采用涂层技术(如通过PVD方法产生TiN涂层等),涂层主要是减少表面磨损,但涂层中确实产生了很大的压应力,也有利于阻止表面微裂纹的产生。涂层的厚度应根据使用经验来定,如果大多数崩刃发生时涂层都还完好就可以减小厚度,反之如果涂层都已经磨得很严重了也没有发生崩刃等现象,可以再适当增加厚度。某些企业的涂层厚度在2μm左右。
采用DEFORM-3D做精冲分析模拟时,网格划分的尺寸大小多少符合要求?四面体网格能满足要求吗?断裂原则的取值是多少?齿圈压入条料后还需要再施加给条料压边力吗?
专家答疑:
根据我们的经验,对于网格尺寸,要在板料剪切部位局部细分,最小网格应在0.05~0.1mm之间,若有细小结构,则该处网格尺寸应小于细小结构最短尺寸的1/3。四面体网格是重划分(remesh)最快速的网格,虽然在精度上比不上六面体网格,权衡精度和速度的话,四面体网格是最好的选择。断裂原则的取值需要用拉伸试验曲线积分得到,没有一概而论的取值方法。齿圈压入条料后还需要继续给条料施加压边力。
挤压精冲成形的力怎么计算?精冲模拟软件有哪几种?
专家答疑:
⑴挤压精冲成形的力一般不能用常规精冲力公式计算,可以通过相关手册用挤压公式粗算。例如,正挤压实心件的单位挤压力P(MPa)
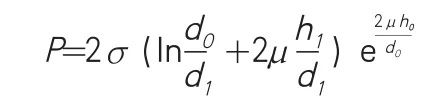
根据此公式计算出来工位圆形半冲孔所需的冲裁力为:88640N,而用冲裁力公式计算出来所需的冲裁力为42700N,挤压力公式计算出来的冲裁力基本为精冲冲裁力计算出来的两倍。
⑵塑性成形的模拟软件应该用DEFORM,ABAQUS等软件,不能用Danaform、Autoform等薄板件拉深的软件。
模具冲头经线切割加工后存在残余加工应力,经高温回火后的变形量是否影响模具冲裁间隙精度?切割后表面涂层处理是否具有时效性?
专家答疑:
对于某些线切割以后变形的材料或者形状,可以粗加工进行热处理释放应力后,再慢走丝切割和精修,就比较容易保证间隙的均匀性和精度。切割后进行表面涂层时温度一般达500℃以上,有一定的应力释放效果。
对于模具压力中心不能做到与机床中心重合这一点,上模的传力杆排布是按承受力达到即可,还是尽可能多排布一些均匀分布在模板之上?
专家答疑:
这个问题我们也正在深入研究。均匀排布不一定是科学的,因为每个传力杆的受力是不等的,其长度变形必然不等,压齿板就会倾斜。我目前觉得还是冲裁力大的地方传力杆就要密布一些,甚至传力杆的直径也可以取得不一样,核心是压齿板的总体倾斜最小。
在精冲机上加中心支柱能否解决模具(级进模)的受力不平衡的问题?
专家答疑:
正规精冲机的插入环上都有几个中心支柱,可以提高插入环的导向精度,减小插入环的倾斜;但这不能完全解决受力不平衡问题,因为各个传力杆受力是不一样的。
精冲转角塌角改善有什么好方法?间隙的合理值是多少?
专家答疑:
转角(尤其是尖角)处不易形成高的静水压,间隙往小的方面取肯定有好处,尤其是材料较软的情况下。但对于较高的塌角要求,应该从其他方面着眼,如采用增大余量进行整修,或者级进方式分二次切成尖角;也有资料介绍通过先半冲废料(尖角周围废料,且废料距离零件轮廓还有一小段距离)再压回废料,阻隔尖角附近材料的塑性流动来减小塌角。
线切割白层在做PVD涂层时,前工序有喷砂工艺,能否取消?
专家答疑:
去白层这一步不可取消,例如用细喷砂工艺,或者增加一道研磨工序。虽然有文献报道线切割后直接进行PVD处理能有效改善疲劳性能,但是效果与没有白层的工件研磨后再做涂层的相比还是差一些。

猜你喜欢
口腔护理用品工业(2021年4期)2021-11-02
模具制造(2019年7期)2019-09-25
上海建材(2018年4期)2018-11-13
中学生数理化·八年级物理人教版(2018年5期)2018-06-21
江西建材(2018年1期)2018-04-04
锻压装备与制造技术(2016年3期)2016-06-05
中原工学院学报(2014年3期)2014-04-01
火炸药学报(2014年3期)2014-03-20
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年2期)2014-02-27
